Файл: Правила работы в учебнопроизводственной мастерской Виды работ, выполняемых на токарных станках.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 16.03.2024
Просмотров: 11
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

4.2 Подрезание уступов и торцов проходными и подрезными резцами.
С подачей по направлению к центру упорным резцом при
срезании достаточно большого припуска с установкой главной режущей кромки под небольшим углом (5 … 10°) к торцовой поверхности, работу резания в этом случае выполняет вспомогательная режущая кромка. Если при подрезании торца приходится срезать большой припуск, то подача в направлении к
центру вызывает отжимающую силу, углубляющую резец в торец, в результате чего торец может получиться вогнутым;
С подачей по направлению от центра. Такой способ используют при снятии припуска небольшой величины, обычно при чистовой обработке, это позволяет исправить вогнутость торца. Невысокие уступы подрезают проходным упорным резцом при продольной подаче, причем подрезание уступа обычно совмещают с обтачиванием наружной поверхности. Режущая кромка резца в этом случае должна располагаться перпендикулярно оси заготовки, что контролируют угольником. При подрезании торцевой поверхности с установкой заготовки в патроне и поджатии задним центром рекомендуется использовать срезанный центр, так как использование этого центра позволит обработать торцовую поверхность полностью, в отличие от того, что может получится при использовании обычного жесткого центра.
4.3 Вытачивание канавок и отрезание отрезными резцами.
При вытачивании канавок и отрезании используют прорезные
(канавочные) и отрезные резцы. Эти резцы отличаются от проходных по конструкции.
При вытачивании канавок и отрезании необходимо выполнять
следующие правила:
Режущую кромку резца устанавливать точно по оси центров
станка, если она будет располагаться ниже оси центров, то при
приближении резца к оси на отрезаемой детали образуется
стерженек. При установке ее выше оси центров, резец, приближаясь к оси заготовки, может упереться задней поверхностью в остающийся стерженек;
Державку прямого отрезного резца устанавливать строго перпендикулярно оси заготовки, чтобы боковая поверхность головки резца не терлась о стенки прорезаемой канавки;
Отрезание выполнять ближе к кулачкам патрона, расстояние
места отрезания от кулачков патрона должно быть 3 … 5 мм.
С целью предотвращения забивания прорезаемой канавки
стружкой и облегчения процесса резания отрезание или прорезание следует выполнять «вразбивку» с продольным перемещением резца на 1 … 2 мм в обе стороны.
4.4 Измерение и контроль полученной детали.
Наиболее распространенными инструментами для контроля диаметров цилиндрических поверхностей являются штангенциркули ШЦ-I (с точностью измерения до 0,1 мм) и ШЦ-II (с точностью измерения до 0,05 мм).
Контроль длин ступенчатых валов производят штангенциркулем с выдвижным глубиномером (типа ШЦ-I), штангенглубиномером, линейкой или шаблоном.
Контроль плоскости торца после подрезания проверяют прикладыванием к нему ребра линейки или угольника, если между поверхностями торца и линейки нет зазора, то торцовая поверхность обработана правильно.
Перпендикулярность торца к наружной поверхности определяют угольником.
Контроль глубины канавок осуществляют глубиномером штангенциркуля ШЦ-I.
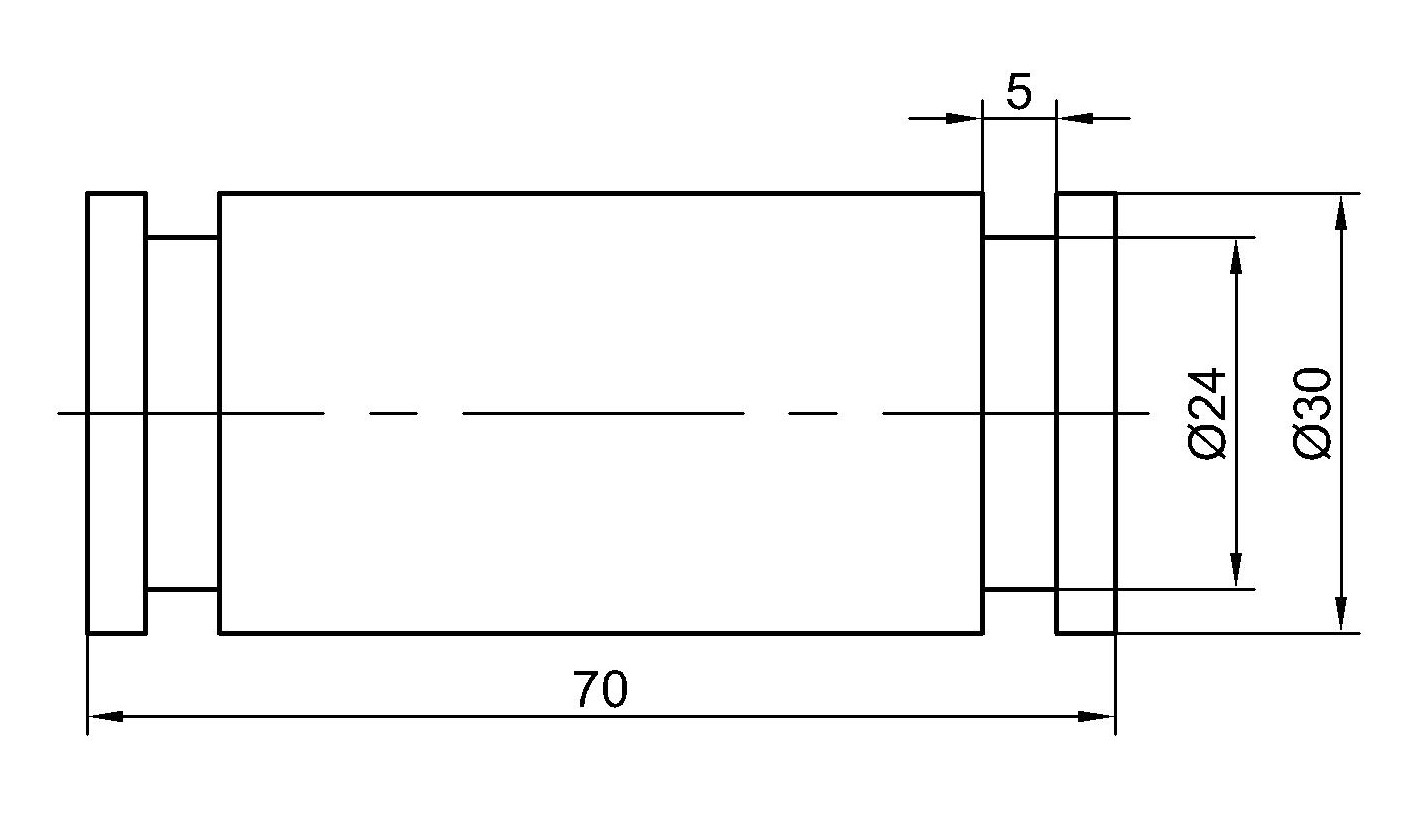
Рисунок 1. Вал

Рисунок 2. Ступенчатый вал

