Добавлен: 16.03.2024
Просмотров: 56
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
-
>контрольно-смотровых и диагностических; -
>смазочно-регулировочных; -
>электротехнических; -
>арматурных и других видов работ.
ТО-2 имеет то же назначение, что и ТО-1, но проводится большем объеме, с проведением углубленной проверки параметров работоспособности автомобиля (и не только в целях выявления различных неисправностей, но и для определения возможного ресурса пробега без проведения текущего ремонта по ходу дальнейшей эксплуатации автомобиля), а также устранения обнаруженных неисправностей путем замены неисправных легкодоступных деталей и даже узлов. Для проведения такого объема работ автомобили, в день проведения ТО-2, снимаются по Положению с эксплуатации на линии сроком до одних суток. За это время автомобиль должен быть подготовлен по техническому состоянию так, чтобы гарантировалась его надежная, безаварийная работа на линии, по возможности без постановки на текущий ремонт до следующего ТО-2.
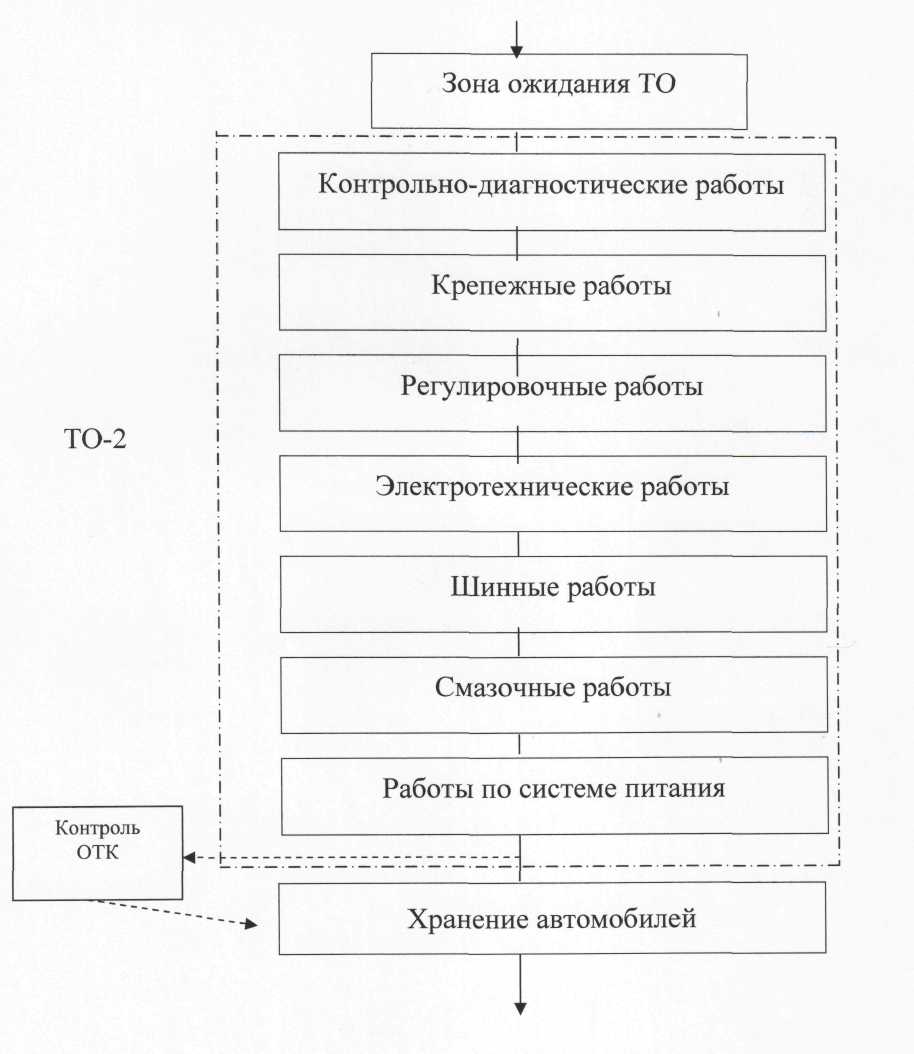
Рисунок 1 – Схема технологического процесса зоны ТО-2
Агрегатный цех предназначен для выполнения разборочно-сборочных и ремонтно-восстановительных работ по двигателю, коробке передач, переднему и заднему мостам и другим агрегатам, механизмам и узлам, снятым с автомобиля для текущего ремонта. При необходимости текущего ремонта агрегатов или механизмов автомобиль заезжает в зону текущего ремонта, где с него снимают неисправные агрегаты или механизмы и отправляют их на участок мойки агрегатов. После мойки агрегаты или механизмы отправляют на агрегатный участок, где проверяется их техническое состояние. После они разбираются, негодные детали выбраковываются, годные отправляются на комплектовку, а требующие ремонта – ремонтируются. После ремонта детали также отправляют на комплектовку, а вместо негодных, на комплектовку поставляются новые со склада. Затем агрегаты или механизмы собирают и отправляют на промежуточный склад или сразу устанавливают на автомобиль. Контроль качества выполнения работ ведет сам работник агрегатного участка, а также мастер. Блок-схема технологического процесса в агрегатного цеху приведена на рисунке 2.
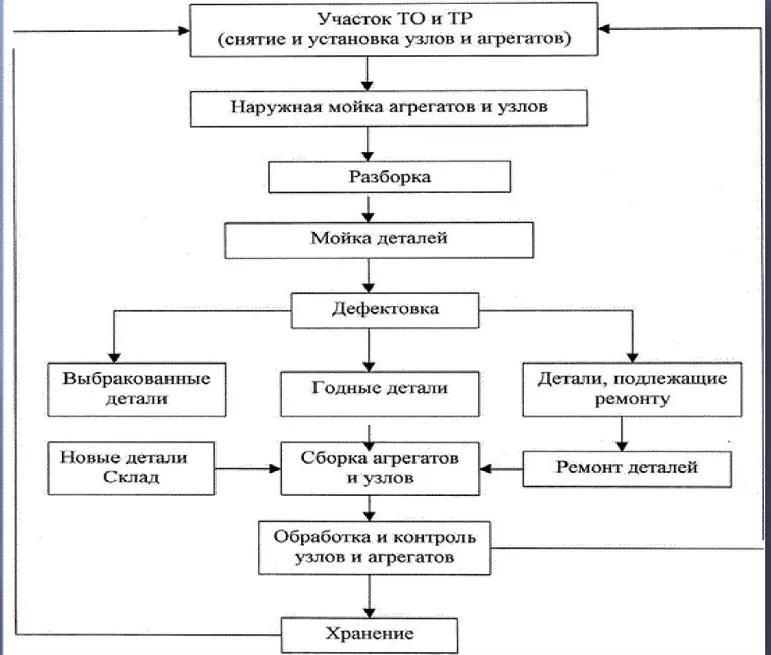
Рисунок 2 – Блок-схема технологического процесса в агрегатном цеху.
5.3 Выбор формы организации труда, распределение рабочих по постам и рабочим местам.
Места зоны ТО-2.
По расчетам в зоне ТО-2 штатное число сотрудников 12 человек, явочное 11.
Разбивка исполнителей 12 человек по 2 постам показана в таблице 4.
Т а б л и ц а 4 - Рабочие места в зоне ТО-2.
| Виды работ | Профессия | Количество исполнителеей |
| 1 | 2 | 3 |
| Проведение контрольного осмотра | Бригадир | 1 |
| Крепежные операции | Слесарь | 3 |
Окончание таблицы 4
| Смазочные операции | | |
| Операции по системе питания | | |
| Регулировочная операция | Регулировщик | 1 |
| Электротехнические операции | Электрик | 1 |
| Шинные операции | Шиномонтажник | 1 |
Для выполнения работ в данной зоне применяется поточный метод. Работа не требует индивидуального мастерства, точности, а также отсутствует индивидуальная ответственность. В этом случае исполнители включаются в состав бригады.
Распределение исполнителей агрегатного цеха представлено в таблице 5
Т а б л и ц а 5 – Распределение исполнителей на агрегатном участке
| Виды работ | Профессия | Количество исполнителей |
| 1 | 2 | 3 |
| Слесарные | Автослесарь | 5 |

5.4 Подбор технологического оборудования для производственных подразделений.
Т а б л и ц а 4.4-Технологическое оборудование зоны ТО-2.
| № п/п | Оборудование, приборы, приспособления, инструмент |
| 1 | Подъемник передвижной канавный, грузоподъёмность до 8 т. |
| 2 | Электрогайковёрт для отворачивания гаек |
| 3 | Электрогайковёрт для колес |
| 4 | Электрогайковёрт для полуосей |
| 5 | Подставка под ноги |
| 6 | Ящик для инструментов |
| 7 | Передвижной пост слесаря-авторемонтника |
Окончание таблицы 4.4
| 8 | Тележка для снятия и транспортировки колес |
| 9 | Верстак слесарный |
| 10 | Ларь для обтирки материалов |
| 11 | Стеллаж-кассета для крепежных деталей |
| 12 | Компрессор |
| 13 | Воздухораздаточный шланг с наконечником и манометром для накачки шин |
| 14 | Переносная маслораздаточная установка с ручным приводом |
| 15 | Передвижная установка для заправки трансмиссионными маслами с ручным приводом |
| Всего | 15 |
Т а б л и ц а - 4.5 Технологическое оборудование для агрегатного цеха.
| № п/п | Оборудование, приборы, приспособления, инструмент | Модель | Габаритные размеры в плане, мм | Площадь одного прибора приспособ., м2 |
| 1 | Станок точильно-шлифовальный | ТШ-3 | 1000·680 | 0,68 |
| 2 | Гидравлический пресс | П63В2 | 2000·1100 | 2,2 |
| 3 | Пресс монтажно-запресовочный | ПГК-50 | 1600·1780 | 2,85 |
| 4 | Подвесная кран-балка | И-330 | - | - |
| 5 | Стенд для ремонта задних и передних мостов | Р770е | 700·1000 | 0,7 |
| 6 | Стенд для ремонта КПП | М-412 | 590·580 | 0,34 |
| 7 | Слесарный верстак | СВК-2Т | 1500·800 | 1,2 |
| 8 | Шкаф для приборов | НВ-800 | 1000·500 | 0,5 |
| 9 | Ларь для отходов | М7744 | 800·400 | 0,32 |
| 10 | Ящик с песком | - | 1000·600 | 0,6 |
| Всего | 10 | | | 9,39 |
5.5 Расчет производственных площадей проектируемых подразделений.
Агрегатный цех
Площадь проектируемого участка Fn, м2, определяется по формуле:
 (5.1)
(5.1)где КП – коэффициент плотности расстановки оборудования;
FОБ – суммарная площадь горизонтальной проекции оборудования, м2.
Суммарная площадь горизонтальной проекции оборудования агрегатного цеха FОБ составляет 9,39 м2.

Площадь агрегатного цеха составляет 46,95 м2.
План агрегатного цеха представлен в графической части курсового проекта на листе №1 «План агрегатного цеха»
Зоны АТП
Площадь зоны ТО-2 Fзоны, м2, при поточном методе технического обслуживания определяется по формуле:
 (5.2)
(5.2)где Л – длина зоны ТО-2, м;
В – ширина зоны ТО-2, м.
Ширина зоны ТО-2 В, м, определяется по формуле:
 (5.3)
(5.3)где bавт – ширина автомобиля, м.
 м
мДлина зоны ТО-2 Л, м, определяется по формуле:
 (5.4)
(5.4)где Lл – рабочая длина линии ТО-2, м;
а1 – расстояние от автомобиля до наружных ворот (1,2 … 2,0 м).
Рабочая длина Lл, м, линии определяется по формуле:
 (5.5)
(5.5)где Lавт – габаритная длина автомобиля, м;
n – число постов;
а – расстояние между автомобилями (1,5 … 2,0 м), м.
 м
м м
м м
м м
м м
м м
м м
м м
м
м2
 м2
м2 м2
м2 м2
м2Площадь зоны ТО-2 составляет 145,1 м2
План зоны ТО-2 представлен в графической части курсового проекта на листе №2 «План зоны ТО-2».
5.6 Проектирование генерального плана АТП
Расчет площадей производственных подразделений, необходимых для проектирования генерального плана АТП представлен в таблице 5.1
Т а б л и ц а 5.1 – Расчет площадей производственных подразделений
| Обозначение на плакате | Наименование объекта | Площадь, м2 |
| 1 | 2 | 3 |
| 1 | КПП | - |
| 2 | Административный корпус | 81 |
| 3 | Производственный корпус | 1436,08 |
| 4 | EO | 405,4 |
| 5 | Площадка ожидания | 214,88 |
| 6 | Открытая стоянка для подвижного состава | 8197,875 |
Окончание таблицы 5.1
| 7 | ТЗП | 253,6 | |
| Х | Зеленые насаждения | 2139,36 | |
| 8 | Очистные сооружения | - | |
| Общая площадь АТП | 61637,088 | ||
На территории АТП должны быть расположены следующие объекты: административный и производственный корпуса, контрольно-пропускной пункт (КПП), открытые стоянки для подвижного состава и топливозаправочный пункт (ТЗП).
Производственный корпус включает себя зоны технического обслуживания и текущего ремонта, также производственные участки – цеха. Зона ЕО располагается отдельно от корпуса, на территории АТП.