Файл: Бабал Олжас Жеісалылы Дипломды жобаны Тсіндірме жазбасы таырыбы Жкктергіштігі 50т ілмеблокты конструкциясын игеру.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 72
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
1.8 Ілмеблоктарды жөндеу
Ілмекблоктар жөндеу кезінде сорапты копрессорлы құбырлар тізбектері мен ұршықты асулы күйінде ұстап тұруға, көтеріп-түсіру операциялары кезінде штроптар мен элеваторлардың көмегімен СКҚ ілуге, сондай-ақ ұңғыны жөндеу процесінде және монтаждау-демонтаждау жұмыстары кезінде көмекші жұмыстарды орындауға арналған. Ілмектер жасау тәсілі бойынша құйылған, иленген және құрама (пластинкалық) болып бөлінеді. Соңғыларының жасалуы ең қарапайым.
Ілмектердің негізгі ақаулары мыналар: серіппенің 13 әлсіреуінен, әлде оның сынуынан ілмек жүрісі 130-145 мм қамтамасыз етілмеген; корпустар 4, кәдәрткәштен (стопордан) 5 және серіппеден 3 құралған ілмектің құлпы жабылмайды, бұл жиі серіппенің сынуынан болады; серіппемен 7 жабдықталған бұралу кідірткіші 6 ілмектің 1 айналуын тоқтата алмайды, бұл серіппенің немесе кідіріткішиің сынуынан болады.
Барлық ақаулар ілмектің техникалық күйін тексеру кезінде анықталады. Істен шыққан бөлшектер жаңасымен ауыстырылады. Бұдан басқа, ілмектің ағымдағы жөндеуі кезінде бұрандалы қосылыстары тексеріледі және бекіту бөлшектері ауыстырлады.
Ілмекті белгіленген тәртіппен бөлшектейді. Ілмек езуі құлпының саусағын итеріп шығарып, құлыпты шешіп алады. Өстерден 20 және 22 саусақтарды итеріп шығарып, бүйірлік мүйіздердің жақшаларын 21 шешіп алады. Өсті 19 итеріп шағарудан және оқпаннан 11 ілмекті 1 ажыратпастан бұрын, кідіртпе планканың болттарын бұрап алып, оны шешіп алады. Оқпаннан 11 гайканы 12 бұрап алу үшін, алдымен болттарды бұрап алып, қақпақшаны шешіп алады, сонан соң гайканың 12 өздігінен босап кетуін болдырмайтын, сақтандырушы планканы бекітіп тұрған оқпанның шетіндегі болттарды бұрап алады. Осы операцияларды орындап, кідіртпе планканы ұрып шығарады, гайканың бағыттаушысы болып табылатын, бойлық кертіктері бар, стаканның бүйірлік шпонкасының пісірулерін шауып тастайды. Шпонканы шығарып алып, қауіпсіздік шараларын сақтай отырып (өйткені бұрап алудың соңында серіппенің 13 әсерінен гайка үлкен күшпен ұшып кетуі мүмкін), гайканы 12 бұрап алады. Сонан кейін траверстен 18 серіппе 13 мен оқпенды 11 шығарады. Болттарды бұрап алып және кідіртпелі жарты қамытты 6 шешіп алып, траверстен стаканды шығарады және тербелістік элементері 9 бар, жоғарғы және төменгі сақиналардан 10 және 8 тұратын тіректі 15 шешіп алады. Траверстен 18 штропты 16 ажырату үшін, өстердің 17 жылжып кетуін болдырмайтын, планкалардың пісіру тігістерін шауып тастайды, олардың шеттеріндегі майтесіктерді штуцерлерімен бірге бұрап алады, ал штуцерге арналған ішкі бұранданыитеріп шығарушы болттың көмегімен өстерді демонтаждауға пайдаланады.
Ілмек езуінің кідіртпесі мен құлпын бөлшектеп болған соң бөлшектерді жуып, ақаулық ведомствоны жасауға кіріседі. Ілмектің бөлшектерін сырттай тексеру кезінде бұрандалардың күйіне, оқпанда, бірінші кезекте оның бұрандалық бөліктерінде пайда болатын, жарықтардың болуына және ұршықтың штопорынан ілмек езуін қорғап тұратын төсемдердің тозуына ерекше көңіл аудару керек. Қажалуы 3 мм астам төсемдерді балқыма құйып қалпына келтіреді немесе екі ескі тойтармасын алып тастап, орнына жағаларын қойып, оларды ауыстырады.
Штроптың тәлдік блоктың сырғасымен жанасатын жеріндегі қажалу 3 мм дейін болса пайдалана беруге болады, бірақ пісіріп қалулар болмауы керек.
Пластика аралық бекітулер босағанда ілмек қайта тойтармаланады. Бекіту тығыз және берік болуы керке, пластинкалар арасында 1 мм аспайтын жергілікті саңылаулыр қалуна болады.Оқпан, штроп, бүйірлік мүйіздер өстері және саусақтар, қоршаудан басқалары, ультрадыбыстық немесе магниттік дефектоскопиядан өтеді.
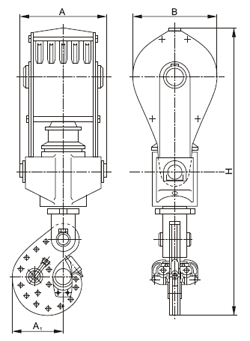
1.4-сурет Тәлдік блок, ілмек
Микрожарықтар немесе рауалы шамадан артық қажалулар болғанда бұл бөлшектер қалпына келтірілмейді, жағаларымен ауыстырылады, өйткені пайдалану процесінде оларға үлкен күшсалмақтар түседі.
Радиаль-тіректік мойынтіректердің жүгіру жолдарының тозған беттері тегістеледі және 0,15 мм аспайтын саңылауға шаблонмен тексеріледі. Ақаулы бетті шарлар ауыстырылады, ал қалғандарын, диаметрлерінің айырмашылығы 0,02 мм аспайтындайетіп, комплектілейді. Жоғарғы және төменгі сақиналардың шарларының орталық жүгіру жолдары диаметрлерінің айырмашылығы 0,2 мм аспауы керек.
Жарығы бар, сынған және биіктігі бойынша өлшемдері 730 мм кіші оқпан серіппелері жағасымен ауыстырылады. Жаңа серіппенің пішіні дұрыс цилиндр, ал шеттері оның өсіне перпендикуляр болуы керек. Әлсіреген және сынған серіппелер, құлыптар және кідіртпелер және де жаңасымен ауыстырылады, өйткені оларды жөндеу кәсіпорнында да жасауға болады. Майысқан кідіртпелер және құлыптар түзетіледі немесе жағадан жасалғандармен ауыстырылады. Ілмекті жинауды бөлшектеуге кері тәртіппен жүргізеді, ал жинау сапасын бақылаудаоқпан гайкасының және бағыттаушы шпонка арасындағы паздарды тексереді, олар қапталдарында 1 мм үлкен және 1,5 мм кем болулары керек; ілмек оқпанының өз өсінен айналу жеңілдігін тексереді, ол бір жұмысшы күшімен айналдыра алатын болуы керек

, ілмектің өсте 19 және штроптың өсте 17 тербелістерінің жеңілдіктерін тексереді. Жүк ілінбеген ілмектің оқпаныныі вертикаль бойынан ауытқуы 50 аспауы керек.
Құлып өз өсінде жеңіл айналып, езуінің сенімді жабылуын қамтамасыз етуі керек. Імек стаканының кідіртпесінің серіппесі қатаң болуы және траверс ұясына еркін кіруі керек. Сонымен қатар сақтандырушы құрылымдардың бұрандалы қосылыстардың өздігінен босап кетеуінен сақтау сенімділігін және бір свечаның салмағына тең күшсалмақпен ілмек оқпанының еркін жүрісінің шамасын бақылау керек. Ілмекблокты жөндеу кезінде алдымен тәлдік блокты ілмектен ажыратып, сонан соң жоғарыда жазылған тәртіппен, оларды жөндеуге кірісу керек.
1.9 Тәлдік арқандарды жөндеу
Тәлдік арқандар жұмыс процесі кезінде мынадай тозу түрлеріне ұшырайды:
1) шығыр барабанына орау және одан тарату кезінде орамдар арасындағы үйкелу, орамның бір қатарынан екіншісіне өту кезінде барабан фланеціне үйкелу және тәлдік жүйенің роликтернің арнашығына үйкелу нәтижесінде жүрістік шетіндегі қажалуға;
2) ораудың жоғарғы қабаттарының төменгілерге енуі салдарынан, сондай-ақ тәлдік арқанның майларына құм түсуінен ысырылу әрекеттеріне;
3) роликке орау кезінде майысу мен шығыр барабанына орауда кері майысу нәтижесінде шаршаулық тозуға;
4) айнымалы таңбалы күшсалмақ және арқан дірілі себебінен шаршаулық тозуға.
Нәтижесінде арқан ұзына бойына әркелкі қажалады. Кішкене телімде өткізбейтін жұмыс кезіндегі қарқынды тозу оның уақытынан бұрын істен шығуына келтіреді. Арқанның тозу дәрежесі иірім қадамында үзілген сымдардың санымен анықталады. Сымдар санының 10% үзілген арқандар бракталуы керек. Тәлдік жүйені жаңа арқанмен жарақтандыру XIV тарауда
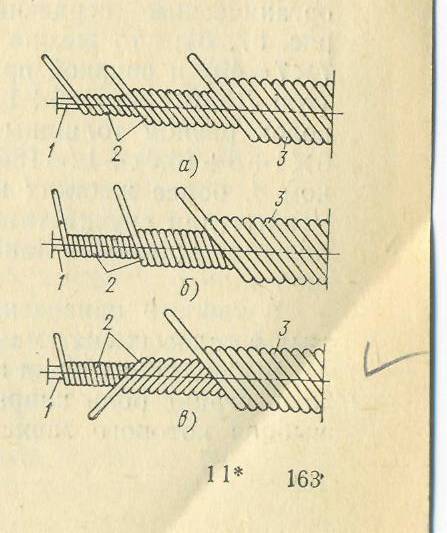
1.5-сурет Болат арқанның көпқабатты өрімі:
1-өзекше, 2-прядтың ішкі қабаттары, 3-сыртқы қабат.
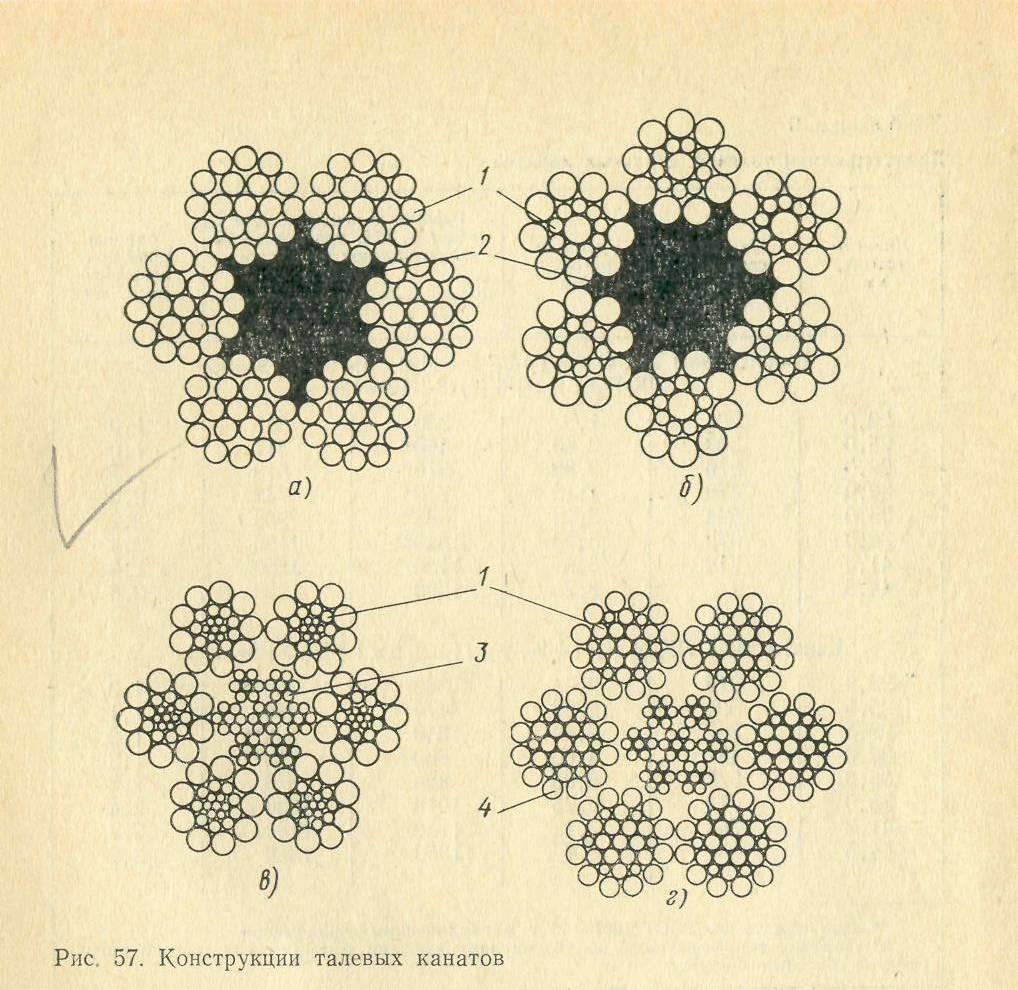
1.6-сурет Арқандардың өрімінің конструциясы.
Жаңа арқанмен жарақтандырғаннан кейін ол азғантай уақыт аз күшсалмақпен жұмыс істеуі керек. Арқанды пайдалну кезінде шығыр барабанына дұрыс орау оның қызмет мерзімін ұзартады. Барабандағы орамдар барабан фланеціне жетпеген немесе фланец жанында орам үстңне орам түскенде арқан тез істен шығады. Бұндай оралулар шығырдың дұрыс қойылмауымен, яғни барабаннын көтеру білігінің өсі горизонталь еместігімен және кронблок өсіне параллель болмауымен түсіндіріледі. Ораулар дұрыс болуы үшін монтаждау ақауын жөндеу керек. Арқан сымдары және өрімдері жұмыс процесі кезінде бір-біріне қатысты ығысып, нәтижесінде үйкеліс күші себебінен арқанның тозуына әкеледі. Пайдаланудың алғашқы кездерінде канатта заводтық майлауы болады, бірақ жұмыс процесінде ол сығылып шығарылып, тез таусылады. Сондықтан пайдалану процесінде арқан майланып тұруы керек. Арқанның сыртқы майлауы қажалудан және коррозиядан қорғайды. Майды жылдың кез-келген уақытында жылы күйінде арқанды барабаннан тарату кезінде қылқаламмен жағады. Майлау материалы ретінде жазда техникалық вазилинді және беймаусымдық май ретінде мазутты пайдаланады.
1500 м дейінгі тереңдікті бұрғылау кезінде майлауды екі-үш рейстен кейін, ал 1500 м кейін әрьір түсіру мен көтеру алдында жүргізеді. Арқанның 1 м ұзындығының жұмыс істеу уақытын артыру және ұзындыңы бойына тозу біркелкі болуы үшін пайдалану кезінде айналдырып жіберуді іске асырады. Ол үшін жылжымайтын шетін бекітетін құрылымнан кейін барабанда арқанның артық қоры болуы керек. Тереңдігі 2000 м асатын ұңғылар үшін тәлдік арқанның ұзындығы 1200-1500 м болуы қажет. Жаңа арқанды орнатқаннан кейін оның жүрістік шеті толық жұмыс істеп шығуы керек. Сонан соң жаңа жүрістік шетінің ұзындығына айналдырылады. Арқанды кесу ұзындығы былай анықталады: жүрістік шетіндегі арқанның тозу дәрежесі 20-25%, ал шығырдың барабанында – бірінші орауының тозуы 100% болуы керек. Әрі қарай жұмыс істеу барысында жүрістік шетті 45-60 м айналдырады. Келесі кесу қзындығын барабанда орамның бесінші қатары толығынан оралғаннан кейін жасайды. Кескен жерде оның екі шетінен де жұмсақ сыммен байлам жасайды. Айналдыру және кесу ұзындығы жөнінде мәліметтер бұрғылау жорналында жазылады. Тәлдік арқан күн сайын және де маңызды асқын салмақтан кейін тексерілуі керек.
Тозған арқандар қалпына келтірілуі мүмкін, бірақ оларды тәлдік жүйелерді жарақтандыруға емес, ал такелаждық жұмыстарға пайдаланады. Арқанның бір иірімі тозған кезде оны толығымен ауыстырады, ол үшін сәйкес жабдықты қолдануды талап етеді. Үзілген арұанды жалғайды. Ол үшін үзілген жердің шеттерінен 0,5-1,4 м қашықтықтан жұмсақ сыммен қатаң байлам жасайды және үзілгеннен қалған шетін иірімдерге таратады. Иірімнің шеттерінің сымға тарауын болдырмау үшін олардың шеттері де жұмсақ смымен оралады. Органикалық өзекшесін кесіп тастайды. Таратылған иірімді өреді. Жалғастыру ұзындығын арқанның 40 диаметріне тең етіп алады.
1.10 Ілмеблоктарды майлау және күту
2. Есептеу бөлімі
2.1 Ілмеблогін беріктікке арналған есеп
Ілмек деңгегі (9 –шы дене). Ілмек деңгегін P күші әсер ететін қисық брус ретінде қарастырамыз. P күші әсері бағытына перпендикуляр қауіпті қима 1.
Қисық брустың иілу кезіндегі материал кедергісі ортақ теңдіктен [4, 6 ,8 ] анықталады:
δ= P/F + M/ Fr+M/FrK* y/ r+y (1)
мұндағы, δ- қарастырылатын көлденең қиманың кез-келген нүктесіндегі материалдың кедергісі;
P- қимада әрекет ететін қалыпты күш;
M- қимадағы иілу моменті;
F- көлденең қиманың ауданы;
r- қиманың ауырлық центрінен өтетін, орталық қабаттың қисық радиусы;
y- қарастырылатын талшықтың қиманың ауырлық центрінен өтетін және бейтарап оське параллель талшықтың остен қашықтығы;
K- қисықтың берілген радиусында көлденең қиманың пішінін сипаттайтын коэффициент:
K= 1/F∫+l-l (y/r+y) dF (2)
K шамасы сондай-ақ, графикалық түрде табылуы мүмкін. (23,24) теңдіктерінде P күші егер ол брусты керсе оң болады( теңдікке қосу белгісімен енгізіледі) және егер брусты қысса, теріс деп қабылданған.
M моменті егер ол қисықтық радиусын азайтса және теріс болса, егер қисықтық радиусын (брусты исе) үлкейтсе оң болады.
y шамасы қиманың ауырлық центрі және діңгектің сыртқы шеті аралығындағы бөлікте оң болады; y шамасы қиманың ауырлық центрі және діңгектің ішкі шеті арасындағы бөлікте теріс болады.
Математикалық түрлендіру жолымен, P күші діңгек қисығы ортасынан өтетінін, діңгектің орталық осі есептік қимаға жақын O қисықтық центрінен алынған дөңгелек бойынша сызылғандығын есепке алып, (23) формула [6,8]1 түрге келтірілуі мүмкін
δ1= P/F*1/K*l1/R1 ; δ2= - P/F*1/K*l2/R2; (3)
мұндағы, l1 және l2 - қиманың ауырлық центрінен діңгектің ішкі және сыртқы шетіне дейінгі қашықтық;
δ1- P күші мен M иілу моментінің бірге әсер етуінен ішкі талшықтардың біршама үлкен керетін кернеулердің жалпы қосындысы;
δ2- сыртқы талшықтардың біршама үлкен қысатын кернеулерінін жалпы қосындысы;
K коэффициентін графикалық түрде келесі әдістеме [6] бойынша анықтауға болады.
Алдымен қиманың (10-шы дене) қиманың ауырлық центрін графикалық түрде анықтайды.
Бұл үшін қабылданған масштабта діңгектің көлденең қимасын сызады. GK түзуін вертикал сызықтарды жүргізетін тең немесе тең емес бөліктердің ерікті санына бөледі.0
Вертикаль бойынша аудандарды бөліп шығарады:
ω= x*y
мұндағы, x- С нүктесінен сәйкес вертикалдарға дейінгі қашықтық;
y- қиманың ішіндегі вертикалдардың ұзындығы.
ω= x*y қисығы тұрғызылады.
С нүктесінен һц ауырлық центрінен һц= f/F формула бойынша анықтайды, мұндағы , f- w қисығы және GK түзуімен шектелген аудан.
O қисығы ортасынан OA сәулесін жүргізеді; ал Ц нүктесі арқылы сәулеге параллель , ДВ кесіндісін вертикалда кесетін ЦВ сызығын жүргізеді. Құруды барлық вертикалдар үшін қайталайды және алынған нүктелер арқылы қисықты жүргізеді.
K= 2*(f2- f1)/ F (4)
Мұндағы, f1 және f2 - қисықпен және оң жағынан абсцисса осімен және сол жағынан Ц ауырлық центрімен шектелген аудандар.
f , f1 , f