Файл: Из большого колличества сфер машиностроения в Стране казахстане наиболее сформированы тяжелое спецмашиностроение, аграрное, станкостроение, отчасти машиноприборостроение и электротехническое спецмашиностроение.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 79
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Введение
Методика машиностроения - дисциплина, которая занимается исследованием закономерностей действий производства автомобилей с целью применения данных закономерностей для предоставления выпуска автомобилей установленного особенности в определенном производственной планом числе и присутствие минимальных экономических расходах.
Кроме этого, под технологией машиностроения подразумевают тренировочную выдержку, исследующую в большей степени движения машинной обрабатывания заготовок и установки автомобилей, а кроме того касающуюся проблемы подбора заготовок и способы их производства. Данное разъясняется тем, то что в машиностроении установленные масштабы и фигуры элементов с запрашиваемыми точностью и качеством плоскостей добиваются в главном с применением машинной обработки. По этой причине технологию машиностроения возможно рассматривать единой технической выдержкой, непосредственно сопряженной с иными дисциплинами промышленных институтов.
Машиностроение представляет весьма значительную значимость в полном для Казахстана и, по этой причине, правительство обязано принимать участие в прогрессе машиностроительной сферы никак не экономическими вливаниями, заменяя собою индивидуального инвестора, а образуя заманчивые требование, в присутствие которых вероятно изготовление продукта с невысокой себестоимостью. Согласно общегосударственной проекте «Формирование машиностроительного ансамбля Казахстана» установлены последующие многообещающие тенденции: получение и обработка углеводородов, аграрное производство, горно-электрометаллургическая совокупность, электроэнергетика, а кроме того автотранспортная инфраструктура.
Из большого колличества сфер машиностроения в Стране казахстане наиболее сформированы тяжелое спецмашиностроение, аграрное, станкостроение, отчасти машиноприборостроение и электротехническое спецмашиностроение. Отталкиваясь с нужд общенародного хозяйства республики, они издают спецоборудование с целью горнорудной, угольной, , металлургической и провиантский индустрии, автомобили с целью автотранспорта и строительства.
1 ОБЩАЯ ЧАСТЬ
-
Описание изделия, сборочной единицы и детали
Двигатель ЯМЗ-240Б
Энергосиловой механизм вступает в состав рода двенадцатицилиндровых V образных дизелей изготовления Ярославского моторного завода. Агрегат четырехтактовый с воспламенением с сжатия, прямым впрыском горючего, в отсутствии наддува, с жидкостным остыванием, автоматическим регулятором частоты верчения. Технологически ЯМЗ-240Б подобен ЯМЗ-238М2 и различается с конечного 4-мя добавочными цилиндрами гильза-поршень.
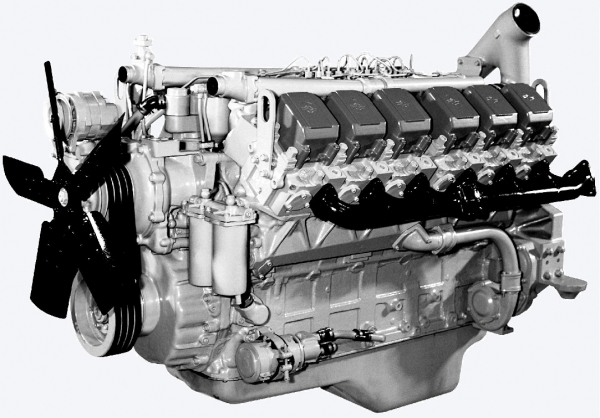
Рисунок 1.1 – Двигатель ЯМЗ -240 Б
Коленчатый вал принимает усилия, передаваемые с поршней шатунами, и реорганизует их в крутящийся момент, какой далее посредством колеса переходит к аппаратам трансмиссии. В моторе ЯМЗ 240 б коленчатый вал стальной. Коленчатый вал заключается с шатунных и основных шлифованных шеек, щек и противовесов. В переднем конце вала двигателей существует усиление с целью шпонки сортировочной шестерни и шкива привода вентилятора, а кроме того нарезное отверстие с целью крепления храповика; задняя часть вала сделана в варианте фланца, к который болтами закреплен к колесу. В углублении задней фронтальной доли суставчатого вала находится клин основного вала коробки передач. Число и размещение шатунных шеек суставчатого вала находится в зависимости с количества цилиндров. В V-образном моторе число шатунных шеек в 2 раза меньше количества цилиндров, таким образом равно как в 1 шатунную шейку вала определено 2 шатуна — один левосторонний и другой правого слоев цилиндров. Шатунные шеики суставчатого вала многоцилиндровых моторов сделаны в различных плоскостях, то что следует с целью размеренного чередования тактов в различных цилиндрах. В восьмицилиндровых V-образных двигателях суставчатые валы обладают 4 шатунными шейками, находящиеся под 90°.
В моторе количество основных шеек суставчатого вала в 1 более, нежели шатунных, т. е. любая шатунная шея с 2-ух краев содержит главную. Такого рода коленчатый вал именуют полноопорным.


Рисунок 1.2 – Коленчатый вал двигателя ЯМЗ – 240 б
1.2 Анализ технологичности коленчатого вала
Перерабатываемость использованного материала заготовки считается одной из характеристик, оказывающих воздействие при создании технологического процесса обрабатывания заготовок.
При отработке в технологичность начальных заготовок в обстоятельствах массового и крупносерийного изготовления одной из основных характеристик считается показатель применения использованного материала. В обстоятельствах массового и крупносерийного изготовления с целью предоставления технологичности системы начальные заготовки обязаны являться форсированы (согласно фигуре и масштабам) к отделанной элемента и обладать элементарную геометральную конфигурацию с мягкими переходами.
Следует принимать во внимание, то что в различных обстоятельствах изготовления одна и эта же система изготовления способна являться технологичной и нетехнологичной. Технологичность системы заготовок регулярно улучшается, таким образом равно как неразделимо сопряжена с степенью формирования технической и технологическими процессами.
При отработке начальной заготовки на технологичность следует гарантировать отличную перерабатываемость используемых и использованных материалов, унификацию, типизацию и нормализацию систем, вероятность применения современных способов и действий изготовления заготовок.
По ГОСТ 14.205 – – технологичность системы – это комплекс качеств системы продукта, характеризующих её адаптируемость к достижению наилучших расходов при изготовлении, эксплуатации и починке с целью установленных характеристик особенности, размера выпуска и обстоятельств исполнения работ.
Для численного способа балла технологичности системы используют характеристики, предустановленные ГОСТ 14.203.
Технологичность определяем по следующим показателям:
-
Коэффициент применения материала:
 ; (1.1)
; (1.1)где
 - вес при восстановлении; =30 кг;
- вес при восстановлении; =30 кг; - вес заготовки(плунжерная пара);
- вес заготовки(плунжерная пара);
=36 кг.
 .
.-
Коэффициент точности обработки детали:
 ; (1.2)
; (1.2)где
 - число размеров необоснованной степени точности обработки; =1;
- число размеров необоснованной степени точности обработки; =1; - общее число размеров, подлежащих обработке; =5.
- общее число размеров, подлежащих обработке; =5. .
.Деталь считается технологичной по точности, если коэффициент точности обработки
 ≤0,8
≤0,8В данном случае деталь технологична.
-
Коэффициент шероховатости поверхности:
 ; (1.3)
; (1.3)где Ош.н. – число поверхностей детали, необоснованной шероховатости;
Ош.н.=1;
Ош.о.- общее число поверхностей детали, подлежащих обработке;
Ош.о.= 10.
 .
. При Кш<0,16 – деталь технологична.
Анализируя коэффициенты, следует считать что деталь технологична
1.3 Материал сборочной единицы и его свойства
С целью уменьшения интенсивности изнашивания коленчатые валы изготавливают из высокоуглеродистых легированных и конструкционных сталей и подвергают термообработке.
При изготовлении коленчатых валов необходимо придерживаться строгой технологической операции воизбежания поломок, дефектов, и износа при его эксплуатации. Коленчатые валы изготавливаются из легированной стали,: 50Г, 42 ХМФА, 60ХФА, 18Х2Н4ВА, 38ХНЗВА, 38Х2МЮА из углеродистой стали: 45, 45ГА. Материалом заготовки служит сталь 45Х ГОСТ 1050- 78
Применение данных сталей для производства плунжерных нар обеспечивает их высокую твердость, износостойкость, коррозионную стойкость, хорошую обрабатываемость, сохранение стабильности размеров и геометрической формы, способность работать в условиях повышенных давлений и температур.
Сталь - соединение железа с углеродом, включающая до 2,14% С. Встречаетсчя в свойстве стабильной примеси, иногда присутствуюти прочие легирующие компоненты (марганец, кремний, никель, хром и пр.) и вредоносные примеси (сера, фосфор, азот, водород и пр.).
Учитывая, то что в сплав имеют все шансы быть добавлены легирующие компоненты, сталью именуется соединение железа с углеродом и легирующими компонентами (легированная, высоколегированная сплав) включающий не меньше 45 % железа.
Термообработка: Нормализация 760 - 780oC, Отпуск 550 - 630°C.
Твердость использованного материала: HB 10 -1 = 147 - 172 Мпа.
Свариваемость использованного материала: лимитировано свариваемая. Методы сварки: РДС, АДС под газовой защитой, ЭШС. Рекомендации - нагрев и дальнейшая обработка.[3]
Склонность к отпускной хрупкости: не предрасположена.
Температура основы затвердевания, °С: 1470-1480.
Жидкотекучесть, Кж.т.: 1,0.
Линейная термоусадка, %: 2.1 - 2.2.
Таблица 1.1 Химический состав сталей, применяемых для изготовления
коленчатого вала, %
| Марка стали | C | Si | Mn | Ni | S | P | Cu | Mo | Al | Cr | ||
| Не более | | | ||||||||||
| 30ХГСА | 0,31-0,35 | 0,91-1,22 | 0,81-1,12 | _ | 0,32 | 0,2 | 0,22 | _ | _ | 0,6-1,2 | ||
| ШХ15 | 0,96-1,1 | 0,16-0,36 | 0,22-0,42 | 0,32 | 0,2 | 0,3 | 0,24 | _ | _ | 1,32-1,75 | ||
| 38Х2МЮА | 0,36-0,41 | 0,21-0,35 | 0,32-0,62 | _ | 0,2 | 0,2 | 0,36 | 0,22 | 0,07-1,2 | 1,36-1,75 | ||
Таблица 1.2 Физико-механические свойства сталей, применяемых для
изготовления коленчатого вала.
| Марка стали | Предел прочности, МПа | Предел текучести, МПа | Относительное удлинение при разрыве, % | Относительное сужение, % | Ударная вязкость, кДж/м² | Модуль упругости МПа | Плотность, м/г² |
| 30ХГСА | 1070 | 855 | 12 | 40 | 450 | 2,16 | 7663 |
| ШХ15 | 560-720 | 375-420 | 22 | 40 | 450 | 2,10 | 7802 |
| 38Х2МЮА | 840 | 675 | 16 | 65 | 1700 | 2,9 | 7810 |