Файл: Курсовая работа Разработка технологического процесса изготовления много красочной печатной продукции Рекламный каталог Содержание.docx
Добавлен: 28.03.2024
Просмотров: 14
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

1.3 Выбор и обоснование печатного оборудования
Для изготовления проектируемой продукции тиражом 20 тыс. экземпляров могут быть использованы только листовые офсетные печатные машины. Я проектирую листовую офсетную печатную RAPIDA 130 красочностью 4+4 фирмы KBA Германия.
Сравним две 8-ми красочные машины. Выбор оборудования производим при помощи расчетов: коэффициента использования оборудования, коэффициента использования машины по формату, коэффициента использования по оборотам.
Сравнительный анализ выбранных видов печатных машин
| п/п | Основные показатели | Марка машины | Примечания | ||
| Rapida 130 | Rapida 105 | ||||
| 1 | 2 | 3 | 4 | 5 | |
| 1 | Производительность, об/ч | 15000 | 12000 | | |
| 2 | Максимальный формат запечатываемого листа бумаги, см | 910x1300 | 720x1050 | | |
| 3 | Стоимость машины, руб. | 465000 € | 517500 € | | |
| 4 | Габаритные размеры, м; ширина длина высота | 4,51 19,99 2,95 | 4,03 14,24 2,28 | | |
| 5 | Красочность (количество красок) | 4+4 | 4+4 | | |
| 6 | Количество обслуживающего персонала | 3 | 3 | | |
| 7 | Коэффициент использования машины по формату Кф | 0,77 | 0,67 | | |
| 8 | Коэффициент использования машины по оборотам Коб | 0,8 | 0,8 | | |
| 9 | Коэффициент использования оборудования Ки | 0,54 | 0,47 | | |
Для печати издания проектируем машину Rapida 130 красочностью 4+4, так как она имеет более высокую производительность, больший коэффициент использования оборудования по формату, имеет меньшую стоимость, оборудование надежное в эксплуатации.
Коэффициент использования машины по формату бумажного листа Кф. рассчитывается следующим образом:
Кф. = Sф. / Sп., где Sф. – формат бумажного листа проектируемого издания; Sп. – максимальный паспортный формат запечатываемого листа бумаги печатной машины.
Кф. = 84 х 108 / 91 х 130 = 0,77
Кф. = 60 х 84 / 72 х 105 = 0,67
Коэффициент использования машины по оборотам Коб. Рассчитывается по следующей формуле:
Коб. = Пф. / Пк., где Пф. – выбранное количество оборотов для проектируемого издания (около 80% от паспортных данных); Пк. – максимальное количество оборотов в соответствии с паспортными данными машины.
Коб. = 12000 / 15000 = 0,8.
Коб. = 9600 / 12000 = 0,8.
Коэффициент полезного действия времени печати Кп рассчитывается по формуле:
Кп = Tп / (Тп + Тв), где Тп – время печати, Тв – время на технологические остановки машины.
Кп = 44,8 / (44,8 + 6) = 0,88
Кп = 44,8 / (44,8 + 6) = 0,88
Коэффициент использования оборудования Ки рассчитывается по формуле:
Ки = Кф х Коб х Кп
Ки = 0,77 х 0,8 х 0,88 = 0,54
Ки = 0,67 х 0,8 х 0,88 = 0,47
1.4 Печатное оборудование
Офсетная листовая восьми красочная печатная машина Rapida 130:
Технические характеристики
| Максимальный размер листа, мм | 910 х 1300 |
| Минимальный размер листа, мм | 500 х 600 |
| Плотность бумаги, гр/ кв.м. стандарт дополнительно толщина при печати на картоне, мм | 60 – 600 30 до 1,2 |
| Максимальная площадь печати, мм | 900 х 1300 |
| Максимальная скорость печати, оттисков/час печать на одной стороне печать с переворотом | 17 000 15 000 |
| Размер печатных пластин, мм | 1035 х 1310 |
| Размер офсетного полотна, мм | 1275 х 1330 |
| Высота палеты на входе / на выходе, мм нон-стоп подача нон-стоп выход | 1500 / 1500 1 100 1 400 |
| Габариты, мм: 8 печатных секций | 19990 х 4510 х 2950 |
С появлением Rapida 130-162a у KBA-Planeta AG появилось совершенно новое поколение печатных машин большого формата. Оно представляет собой знаменательный прогресс в комфорте обслуживания, автоматизации и рентабельности по сравнению с ранее существовавшей техникой.
При этом в единую концепцию нового типоряда были объединены десятилетний опыт в области агрегатного построения машин большого формата, высокие параметры производительности Rapida среднего формата и новейшие достижения в области разработок и исследований. В процессе печати РАПИДЫ-гиганты достигают невиданной до сих пор производительности до 20000 листов в час при односторонней печати или до 15 000 листов в час при двусторонней печати.
Высокий уровень автоматизации, который включает в себя автоматическую смену форм, автоматику для смены стапеля и автоматическую предварительную регулировку большинства компонентов машины и дополнительных агрегатов, гарантирует почти такую же небольшую продолжительность переналадки, как и у современных машин среднего формата. Кроме того, эти машины обладают чрезвычайной гибкостью в применении запечатываемых материалов от очень тонких бумаг до тяжелого или микрогофрированного картона.
Стандартные конфигурации машин KBA Rapida 130-162 предусматривают от двух до восьми печатных секций. Автоматически переключаемый переворот листа, возможность применения многочисленных устройств для лакирования и сушки, а также большого количества других устройств гарантируют законченное техническое решение.
Дистанционное управление с помощью пульта управления Ergotronic, соединяющего в себе новейшие достижения в области эргономии, соединение машины с надежной системой управления подачей краски Colortronic, объединение нескольких машин в единую оптимизированную систему организации типографии благодаря применению системы KBA OPERA с денситометрическим и спектрофотометрическим измерением красочности и управлением подачей краски, а также контроль качества в процессе производства делают машины KBA Rapida 130-162 средством производства экстракласса для обработки бумаги и картона большого формата.
Большее количество запечатанных листов при минимальных расходах, оптимальное количество персонала, короткие сроки переналадки, минимальное количество макулатуры и гарантия высокого качества - к этому стремится каждая типография. Это и обеспечивает концепция новых РАПИД большого формата. То, что производительность большеформатных РАПИД достигает 14000 или 15000 листов в час (в зависимости от формата), делает привлекательным их использование как для акцидентной печати, так и для печати упаковки. Автоматизация самого печатного процесса, включая смену форм, в значительной степени снижает продолжительность переналадки печатных машин. Благодаря этому становится рентабельным производство даже малых тиражей.
Концепция машин гарантирует последовательное ведение процессов подготовки заказа и его печати прямо с пульта управления. Для этого все необходимые функции объединены в отдельные машинные программы, которые запускаются автоматически путем нажатия на кнопку.
Для окончательной подготовки заказа к печати на машине необходим только минимум элементов обслуживания. Информационные дисплеи, расположенные на самонакладе и приемке, с помощью конкретных текстовых сообщений информируют печатника о состоянии машины и о причинах неполадок, возникающих в процессе производства. Благодаря этому, печатник всегда оказывается в курсе происходящих событий, освобождается от постоянного осуществления контрольных процессов и может полностью сосредоточиться на контроле качества печатных изделий и протекания процессов.
И при большом формате различные автоматизированные решения вносят свой вклад в рентабельность печати. Наряду с системами для стапельной логистики и дополнительной оснастки для специального применения, для РАПИД большого формата форсируется направление рентабельного обслуживание машины одним человеком.
Принципиальная схема офсетной листовой многокрасочной печатной машины
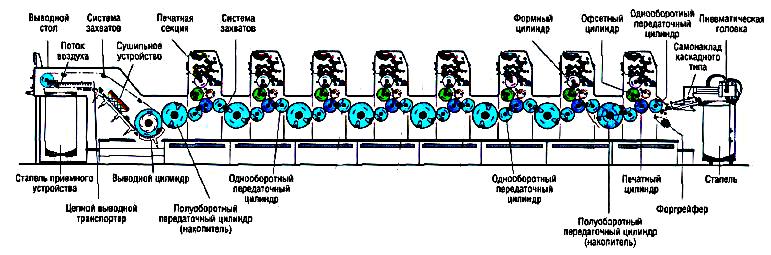
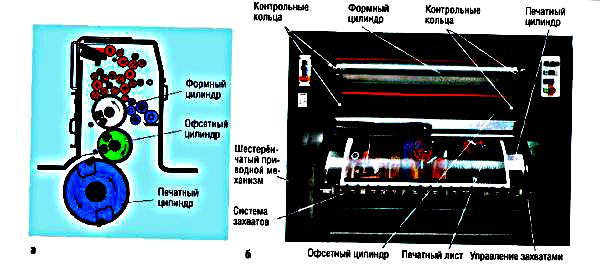
Схема печатной секции
 Планировка печатного производства
Планировка печатного производства
 Общая схема технологического процесса изготовления книги в твердом переплете
Общая схема технологического процесса изготовления книги в твердом переплете 1) Допечатные процессы
1. Обработка текста
2. Обработка изображений
3. Верстка
4. Электронный монтаж полос
5. Изготовление печатных форм
ОБОРУДОВАНИЕ: компьютер Р4, сканер НР Scan Jet 6300, комплекс «Компьютер-печатная форма» CtP B1 формата Screen PlateRite 8600.
2) Печатные процессы:
1. Подготовка материалов к печати
2. Подготовка машины к печати
3. Утверждение эталонных оттисков
4. Печать тиража
ОБОРУДОВАНИЕ: листовая офсетная восьми красочная печатная машина Rapida 130.
3) Послепечатные процессы:
1. Контроль качества продукции
2. Фальцовка
3. Сборку и брошюрование тетрадей
4. Нитяная сшивка тетрадей
5. Оформление в твердый переплет
6. Упаковка, сдача на склад готовой продукции.
ОБОРУДОВАНИЕ: крышкоделательные автоматы BDM Compact 60, поточная линия BF 530, ниткошвейные автоматы JMD SXS 460.
2. Общая схема технологического процесса изготовления издания
Т
ехнологическая схема процесса печати
Разработка технологии печатных процессов
| Технологическая операция | Основное и вспомогательное оборудование | Основные материалы | Технологические режимы и параметры |
| 1. Подготовка машин к печатанию: - зарядка стапельного стола - установка самонаклада и приемки на формат и толщину бумаги - настройка захватов печатного цилиндра и листовой приемки | Rapida 130. Бумагопитающая система | Бумага офсетная 80 г/м2 формат 84х108, бумага форзацная 120 г/м2 формат 57х85, бумага обложечная 140 г/м2 формат 84х110 | Температура 18х25°С, влажность 40-60%. Объем воздуха в присосах регулируется с учетом толщины бумаги |
| 2. Установка формы - приводка форм - регулировка давления печати | Печатный аппарат | Монометаллические пластины PlateRite 8600E/S | Совмещение красок по крестам Толщина формы и с подкладкой должны соответствовать паспортным данным. давление между печатным и офсетным цилиндром регулируется в соответствии с толщиной бумаги |
| 3. Установка увлажняющих валиков - настройка подачи увлажняющего раствора | Увлажняющий аппарат | Увлажняющий спиртовой раствор и добавка Par Akwstabil R | Содержание спирта в увлажняющем растворе не более 7-12%. рН – 4,5 – 5,5%, добавка 2,5% рН = 4,8 – 5,2%. Достаточная степень прижима накатных валиков с раскатному цилиндру и форме, контролируется щупом толщиной 0,1 – 0,2 мм. |
| 4. Подготовка красочных аппарата - установка красочных валиков - настройка подачи краски | Красочный аппарат | Триадные краски RAPIDA 7000 | Контроль степени прижима накатных валиков к раскатному цилиндру выполняют щупом толщиной 0,1 мм. Зазор между передаточным и дукторным валиком – 0,5 мм. Контроль давления между формой и накатныи валиками на форме по поломе контакта – 3,7; 4,4; 4,8 мм. |
| 5. Печатание контрольных оттисков | | | Эталонный оттиск |
| 6. Печатание тиража - контроль стабильности печати - устранение неполадок при печати - контроль качества | | | |
1 2 3

