Файл: Курсовая работа, посвящена теме Организация монтажа и наладки детали втулка.doc
Добавлен: 10.04.2024
Просмотров: 41
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

6. Принцип групповой технологии. Обеспечивает гибкость производства, т.е. возможность перехода с выпуска одного продукта на выпуск другого. В основе принципа лежит общность операций, их сочетаний и рецептур.
Для серийного и мелкосерийного производства характерно создание автоматизированных систем из универсального и агрегатного оборудования с межоперационными емкостями. Это оборудование в зависимости от перерабатываемого продукта может переналаживаться.
Для крупносерийного и массового выпуска продукции автоматизированное производство создается из специального оборудования, объединенного жесткой связью. В подобных производствах применяется высокопроизводительное оборудование, например, роторное для разливки жидкостей в бутылки или пакеты.
Для функционирования оборудования необходим промежуточный транспорт для сырья, полуфабрикатов, компонентов, различных сред.
В зависимости от промежуточного транспорта автоматизированные производства могут быть:
- со сквозной транспортировкой без перестановки сырья, полуфабриката или сред;
- с перестановкой сырья, полуфабрикатов или сред;
- с промежуточной емкостью.
По видам компоновки оборудования (агрегатирования) различают автоматизированные производства:
- однопоточные;
- параллельного агрегатирования;
- многопоточные.
В однопоточном оборудование расположено последовательно по ходу выполнения операций. Для увеличения производительности однопоточного производства операция может выполняться на однотипном оборудовании параллельно.
В многопоточном производстве каждый поток выполняет аналогичные функции, но работает независимо один от другого.
Особенностью сельскохозяйственного производства и переработки продукции является быстрое снижение ее качества, например, после забоя скота или съема плодов с деревьев. Это требует такого оборудования, которое имело бы высокую мобильность (возможность выпуска широкого ассортимента продуктов из однотипного сырья и переработки различных видов сырья на однотипном оборудовании).
Для этого создаются переналаживаемые производственные системы, обладающие свойством автоматизированной переналадки. Организационным модулем таких систем является производственный модуль, автоматизированная линия, автоматизированный участок или цех.
Производственным модулем называют систему, состоящую из единицы технологического оборудования, оснащенного автоматизированным устройством программного управления и средствами автоматизации технологического процесса, автономно функционирующую и имеющую возможность встраиваться в систему более высокого уровня [15].
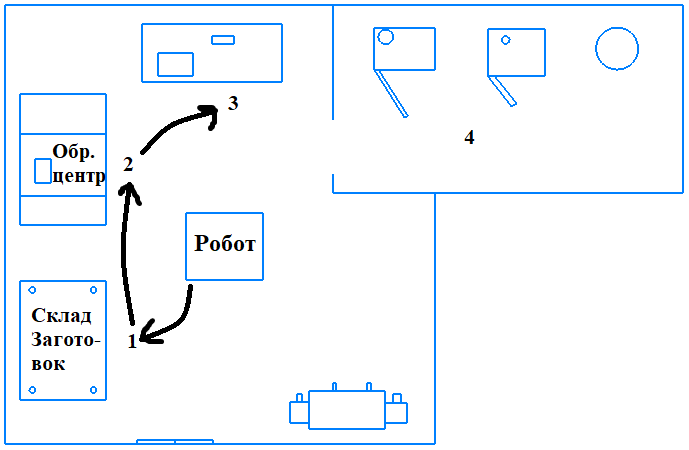
Рисунок 19 - Структура автоматизированного участка
1.15 Схема подключения концевого выключателя
Начнем с того что же такое концевой выключатель. Концевым называется конечный выключатель, который устанавливается в системе управления формирования сигнала, дающего разрешение на дальнейшую работу схемы. Он, как правило, имеет несколько пар контактов (открытых и закрытых). Но существуют и бесконтактные концевики, которые состоят из инфракрасного светодиода и фотоэлемента, расположенных друг напротив друга.
Концевым называется конечный выключатель, который устанавливается в системе управления формирования сигнала, дающего разрешение на дальнейшую работу схемы. Он, как правило, имеет несколько пар контактов (открытых и закрытых). Но существуют и бесконтактные концевики, которые состоят из инфракрасного светодиода и фотоэлемента, расположенных друг напротив друга.
Рассмотрим его уcтройство:

Рисунок 20 - Механический концевой выключатель
Основным параметром концевиков является свободный ход штока выключателя, который в зависимости от модификации составляет 0,5-2,7 мм. Рабочий ход выключателей измеряется миллиметрами. Поэтому устройства могут использоваться с применением дополнительного рычага, который оснащается небольшим роликом [16].
Схема подключения концевика определяется задачей - необходимостью замыкания или размыкания контактов цепи управления, сигнализации или контроля. В приведенной ниже в качестве примера схеме управления электроприводом задействованы нормально замкнутые контакты механического концевого выключателя. Он обведен красным.
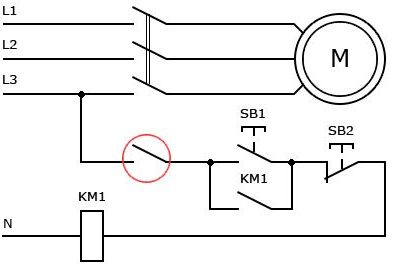
Рисунок 21 - Схема подключения концевика
Видно, что при срабатывании концевика происходит размыкание цепи питания катушки магнитного пускателя, что обеспечивает размыкание его главных контактов и отключение электродвигателя.

Вывод
В данной работе мы ознакомились со станком 16К20Ф3, узнали его назначение, расшифровку, и технические характеристики. Разобрали его техническое обслуживание в том числе и обслуживание системы УЧПУ 2P22. Проверили точность станка по четырем пунктам до ремонта, узнали о возможных неисправностях, причинах их возникновения и способах их устранения.
Рассмотрели кинематическую схему станка, выбрали инструмент и методы контроля дефектов в детали, выбран материал детали и разработана карта его термической обработки с описанием всех режимов до нужной твердости.
Разработали чертеж втулки, составили список и расстановку для последовательного изготовления данной детали. Провели контроль точности данной детали. Узнали, как производится установка детали в станок и проверка точности после ремонта.
В конце изучили принципы автоматического производства на базе имеющегося оборудования с применением различных средств автоматизации и выполнили схему подключения концевого выключателя.
После построение автоматизированного производства сократилось вспомогательное время за счет автоматизированного перемещения заготовок, уменьшилось рабочее пространство тем самым экономя площадь рабочего помещения.
В заключении хочу отметить что в процессе работы мной было изучено множество информации, и я углубил свои знания в данной сфере.
Список использованных источников
-
http://stanki-katalog.ru/sprav_16k20f3.htm - сведения о станке с
ЧПУ 16К20Ф3;
2. https://сат-тв.рф/oborudovanie/rasshifrovka-16k20f3.html -технические
характеристики станка с ЧПУ 16К20Ф3;
3. https://stanok-kpo.ru/katalog/tokarnye-stanki/otechestvennye-tokarnye-
stanki/16k20.html - техническое обслуживание, паспорт станка;
4. https://nzmetallspb.ru/tehnologii/proverka-tokarnyh-stankov-na-tochnost-
gost-video.html - проверка точности станка до ремонта;
5. https://www.stanoks.net - описание детали станка;
6. https://stanok-kpo.ru/stati/59.html - кинематическая схема станка;
7. https://studopedia.ru/15_85661_metodi-kontrolya-razmerov-formi-i-
vzaimnogo-raspolozheniya-poverhnostey-detaley.html - инструмент и методы контроля дефектов в детали;
8. https://scraptraffic.com/splav/sch20/ - химический состав материала;
9. https://lfirmal.com/termicheskaya-obrabotka-chugunnyh-otlivok/
-
режимы термической обработки;
10. https://mash-xxl.info/pics/64203/ - влияние термической обработки;
-
11. https://stanok-kpo.ru/katalog/tokarnye-stanki/otechestvennye-tokarnye-
stanki/ - информация на различное оборудование;
12. https://www.sinref.ru/000_uchebniki/05300_tehnika/ - контроль точности детали;
13. https://studref.com/ - установка детали в станок;
14. https://kotelservice.ru/vidy-ispytaniy-stankov-posle-remonta/ - проверка точности после ремонта;
15. https://studopedia.ru/1_125481_avtomatizatsiya-proizvodstva.html - принцип построения автоматизированного производства;
16. https://odstroy.ru/koncevoj-vyklucatel-na-skaf-kupe-na-dver-na-vorota-shema-upravlenia/ - информация о концевом выключателе;
17. https://ru.wikipedia.org/wiki/Токарный_станок - общая информация о токарных станках в том числе и 16К20
18. https://compcentr.ru/library/Drivers/VEP_part_1.pdf - пособие о чтении кинематических схем станков;
19. https://rep.bntu.by/bitstream/handle/data/5451/ - пособие по электрическим схемам;
20. https://www.uc.osu.ru/wp-content/uploads/standart_101-2015.compressed.pdf - Общие требования и правила оформления студенческих работ.