Файл: 1. контрольно измерительные приборы в системах тепло водоснабжения Виды контрольноизмерительных приборов внутреннего водопровода.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 05.05.2024
Просмотров: 198
Скачиваний: 0
СОДЕРЖАНИЕ
46. с какой периодичностью испытываются спасательные пояса карабины и верёвки.
47. каким требованиям должны удовлетворять заглушки устанавливаемые на трубопроводах.
49.какие параметры контролируются при включении трубопровода в сеть.
54. Какие виды соединений допускаются на трубопроводе.
55. применение отдельных видов сварки трубопроводе.
57.способы контроля сварных соединений.
58. с какой периодичностью проводится ремонт арматуры и трубопроводов.
59. Какую маркировку должна иметь арматура.
60. требования предъявляемые к тепловой изоляции трубопроводов.
62.Какие обозначения наносятся на участках трубопроводов. Их окраска.
Противопожарные трубопроводы должны окрашиваться в красный цвет (сигнальный).
63. инструктаж перед ремонтом. порядок проведения. Кем осуществляется.
65. требования охраны труда при работе на сверлильном станке.
66.задачи охраны труда и промышленной санитарии.
67.Основные причины травматизма.
Таблица 2.6 - Соединения труб
Типы соединений чаще всего классифицируются для разных размеров, и нет необходимости показывая их условные обозначения. Они могут быть указаны там, где требуется дополнительная интерпретация. Чаще фланцы и соединения показываются для эксплуатируемого оборудования, хотя лишними не будут.
| Обозначение | Наименование | Код обозначения | |
| На планах и разрезах | На схемах | ||
| | | Общее обозначение соединения труб | 2.6.01 |
| | | Фланцевое соединение труб | 2.6.02 |
| | | Муфтовое резьбовое соединение труб | 2.6.03 |
| | | Муфтовое быстроразъемное соединение труб | 2.6.04 |
| | | Шарнир сферический (соединение труб) | 2.6.05 |
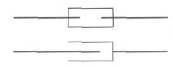
Таблица 2.7 - Элементы трубопроводов
| Обозначение | Наименование | Код обозначения |
| | Трубопровод (труба) в трубе (футляре) | 2.7.01 |
| | Трубопровод (труба) в сальнике | 2.7.02 |
 | Сифон (гидрозатвор) | 2.7.03 |
 | Компенсатор трубный, общее обозначение | 2.7.04 |
 | Компенсатор П-образный трубный | 2.7.05 |
 | Компенсатор сальниковый двусторонний и односторонний трубные | 2.7.06 |
| | Компенсатор сильфонный трубный | 2.7.07 |
| | Вставка гибкая | 2.7.08 |
| | Место сопротивления в трубопроводе (шайба дроссельная, диафрагма) | 2.7.09 |
| | Опора трубопровода неподвижная | 2.7.10 |
| | Опора трубопровода подвижная | 2.7.11 |
| | Опора трубопровода подвижная, подвеска | 2.7.12 |
| | Гильза для термометра на трубе | 2.7.13 |
| | Выпуск воздуха из трубы, общее обозначение | 2.7.14 |
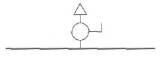 | Выпуск воздуха ручной | 2.7.15 |
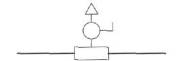 | Воздухосборник с ручным выпуском воздуха | 2.7.16 |
 | Воздухоотводчик автоматический | 2.7.17 |
| | Слив воды из трубы, общее обозначение | 2.7.18 |
 | Слив воды из трубы ручной | 2.7.19 |
| | Дренаж, воронка спускная | 2.7.20 |
 | Дренаж, трап в полу | 2.7.21 |

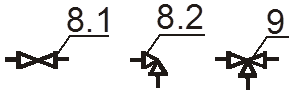
ІІ. Арматура - Условные обозначения на технологических схемах.
8. Вентиль (клапан) запорный (ГОСТ 2.785-70)
8.1. Проходной
8.2. Угловой
9. Вентиль (клапан) трехходовой (ГОСТ 2.785–70)
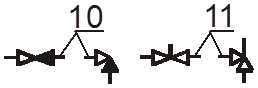
10. Клапан обратный (безвозвратный). Движение рабочей жидкости от белого треугольника к черному (ГОСТ 2.785-70)
11. Клапан предохранительный (ГОСТ 2.785–70)
Условное обозначение на схеме.
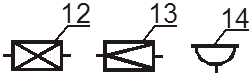
12. Клапан дроссельный (ГОСТ 2.785-70)
13. Клапан редукционный (движение слева направо) (ГОСТ 2.785-70)
14. Клапан воздушный автоматический (вантуз) (ГОСТ 2.785–70)
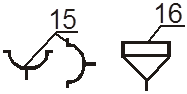
15. Заборник воздуха из атмосферы (ГОСТ 2.780-68)
16. Проливная горловина, заправочный штуцер (ГОСТ 2.780–68)
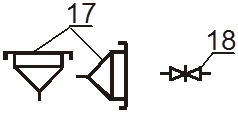
17. Присоединительное устройство к другим системам (испытательных, промывных, транспортных и д.р.) (ГОСТ 2.780-68)
18. Задвижка (ГОСТ 2.785–70)
Условное обозначение на схеме.
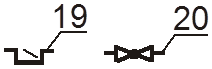
19. Затвор поворотный (ГОСТ 2.785-70)
20. Кран (ГОСТ 2.785–70)
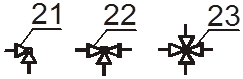
21. Кран угловой (ГОСТ 2.785-70)
22. Кран трехходовой (ГОСТ 2.785-70)
23. Кран четырехходовой (ГОСТ 2.785–70)
Обозначение на схеме.
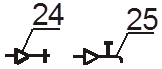
24. Кран конечный (ГОСТ 2.785-70)
25. Кран лабораторный (ГОСТ 2.785–70)
26. Кран пожарный (ГОСТ 2.785-70)
27. Форсунка (ГОСТ 2.780–68)

28.Устройство аспирационное (местная вытяжка) (ГОСТ 2.786–70)

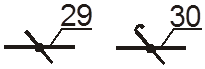
29. Заслонка вентиляционная (ГОСТ 2.786-70)
30. Шибер (ГОСТ 2.786–70)
Обозначение на схеме.
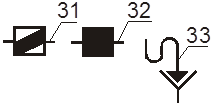
31. Клапан обратный автоматический во взрывоопасном исполнении (вентиляционный) (ГОСТ 2.786-70)
32. Клапан огнезадерживающий (вентиляционный) (ГОСТ 2.786-70)
33. Сброс в канализацию
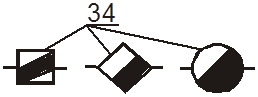
34. Конденсатоотвод
33. виды коррозии. Методы защиты оборудования и материалов от коррозии.
Коррозия представляет собой окислительно-восстановительный процесс, протекающий на границе раздела фаз, может протекать в газах, воздухе, воде и растворах электролитов, в органических растворителях.
При этом металлы окисляются, а вещества, с которыми они взаимодействуют, восстанавливаются.
Основные виды коррозии определяются характером разрушений:
1. сплошная (равномерная и неравномерная) – разрушается вся поверхность металла
2. местная– пятна, точки питтинга (углубление точек)
3. интеркристаллитная (межкристаллитная) – коррозия продвигается вглубь по границам зерен металла
4. транскристаллитная – рассекает металл трещиной через зерно
5. избирательная (селективная) – в сплаве разрушается один компонент, например, обесцинкование латуни
6. подповерхностная – коррозия, начавшись с поверхности, в дальнейшем поражает подповерхностные слои металла
Коррозия металлов — процесс разрушения металлов и сплавов вследствие химического или электрохимического взаимодействия с внешней средой, в результате которого металлы окисляются и теряют присущие им свойства. Коррозия — враг металлических изделий. Ежегодно в мире в результате коррозии теряется 10…15% выплавляемого металла, или 1… 1,5% всего металла, накопленного и эксплуатируемого человеком.
Химическая коррозия — разрушение металлов и сплавов в результате окисления при взаимодействии с сухими газами при высоких температурах или с органическими жидкостями — нефтепродуктами, спиртом и т. п.
Электрохимическая коррозия — разрушение металлов и сплавов в воде и водных растворах. Для развития коррозии достаточно, чтобы металл был просто покрыт тончайшим слоем адсорбированной воды (влажная поверхность). Из-за неоднородности строения металла при электрохимической коррозии в нем образуются гальванические пары (катод — анод), например между зернами (кристаллами) металла, отличающимися один от другого химическим составом. Атомы металла с анода переходят в раствор в виде катионов. Эти катионы,
соединяясь с анионами, содержащимися в растворе, образуют на поверхности металла слой ржавчины. В основном металлы разрушаются от электрохимической коррозии.
Для повышения долговечности и сохранения декоративности металлоконструкции защищают от коррозии. Сущность большинства способов защиты от коррозии — предохранение поверхности металла от проникновения к ней влаги и газов путем создания на металле защитного слоя. Существуют и другие методы, например электрохимическая защита.
Наиболее простой, но недолговечный метод защиты металла — нанесение на его поверхность водонепроницаемых неметаллических покрытий (битумных, масляных и эмалевых красок). В последние годы все большее применение находит метод защиты от коррозии покрытием металла тонким слоем пластмассы.
Защитить металл от коррозии можно также, покрывая его слоем другого более коррозионностойкого металла: оловом, цинком, хромом, никелем и др. Защитный слой металла наносят путем никелирования, хромирования, лужения, цинкования и свинцевания. Покрытие цинком используют для защиты от коррозии закладных деталей железобетонных изделий, водопроводных труб, кровельной жести. Защитный слой наносят гальваническим (электролитическим осаждением из раствора солей) или термическим (окунанием в расплав металла или распылением расплава) методами.
Применяют химические способы образования покрытий (плотных оксидных пленок) на металле: фосфатирование (для черных металлов) и анодирование (для алюминиевых сплавов).
Для получения металлов, хорошо противостоящих корне розии, применяют легирование. Так, вводя в сталь хром и никель в количестве 12…20 %, получают нержавеющие стали, стойкие не только к воде, но и к минеральным кислотам.
Борьба с коррозией
Различают три вида защиты от коррозии:
-
Конструкционный -
Активный -
Пассивный
Конструкционный метод включает в себя использование сплавов металлов, резиновых прокладок и др.
Активные методы борьбы с коррозией направлены на изменение структуры двойного электрического слоя. Применяется наложение постоянного электрического поля с помощью источника постоянного тока, напряжение выбирается с целью повышения электродного потенциала защищаемого металла. Другой метод — использование жертвенного анода, более активного материала, который будет разрушаться, предохраняя защищаемое изделие.