ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 19.07.2024
Просмотров: 325
Скачиваний: 2

СОДЕРЖАНИЕ
Глава 2. Первичные преобразователи
Глава 3. Усилители и стабилизаторы
Глава 4. Переключающие устройства и распределители
Глава 5. Задающие и исполнительные устройства
Глава 6. Общие сведения об измерении и контроле
Глава 8. Контроль давления и разрежения
Глава 9. Контроль расхода, количества и уровня
Глава 12. Автоматическая блокировка и защита в системах управления
Глава 13. Системы автоматического контроля и сигнализации
Глава 14. Системы автоматического
Глава 15. Объекты регулирования и их свойства
Глава 17. Конструкции и характеристики регуляторов
Глава 18. Общая характеристика
Глава 19. Математическое и программное обеспечение микроЭвм
Глава 20. Внешние устройства микроЭвм
Глава 21. Применение микропроцессорных систем
Глава 23. Конструкции промышленных роботов
Глава 25. Роботизация промышленного производства
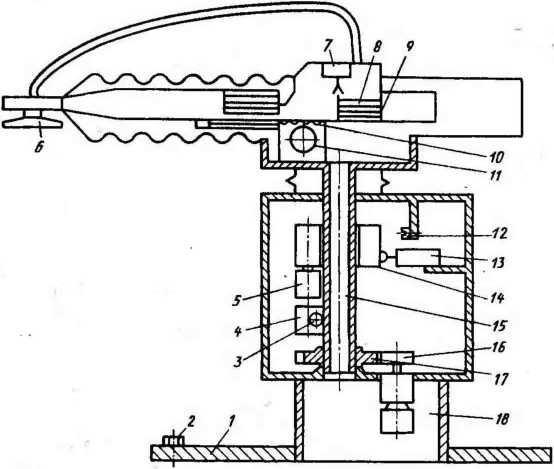
Рнс. 164. Кинематическая схема промышленного робота ПМ-4
Рука робота крепится к трубе 15. В продольном направлении рука перемещается с помощью электродвигателя 11 через реечную передачу 10. На корпусе руки закреплена накладка с Т- образными пазами, в которых устанавливаются передвижные флажки 8 для грубой остановки перемещения с помощью бесконтактных переключателей. Точная остановка осуществляется пневмоцилиндром 7, вилка которого входит в контакт с роликовыми упорами, также установленными на накладке 9. Захватное устройство выполнено в виде вакуумного присоса 6, из которого принудительно отсасывается воздух. Положение робота относительно оборудования выверяется четырьмя винтами 2. Робот МП-4 оснащен цикловой системой программного управления.
ПР тельферного типа (с перемещением руки по монорельсу) по сравнению с роботами напольного типа позволяет экономить производственные площадки и осуществлять перемещение объемов манипулирования над технологическим оборудованием. Применение опорных систем большой длины обеспечивает возможность компоновать участки с групповым обслуживанием нескольких технологических установок одним роботом при их линейном расположении.
Мостовая схема ПР позволяет создавать более жесткие и динамические устойчивые схемы. Однако мостовые схемы более громоздки и требуют увеличения массы опорной системы. Характерным признаком этой группы ПР является наличие траверсы или моста, по которому перемещается каретка с рукой; при этом мост перемещается по своим направляющим.
-
ИНТЕРАКТИВНЫЕ ПРОМЫШЛЕННЫЕ РОБОТЫ
Управление интерактивных роботов осуществляется попеременно оператором и автоматической системой. Интерактивные роботы, в отличие от биотехнических, оборудованы элементами памяти для автоматического выполнения отдельных операций.
Промышленный робот МКП-2,5 предназначен для работы в составе ковочных комплексов, в состав которых входят нагревательная печь, ковочный пресс, интерактивный робот. Управление роботом осуществляется автоматизированной системой, обеспечивающей чередование во времени автоматического режима управления с биотехническим.
Робот МКП-2,5 (грузоподъемность 2,5 т) разработан в напольном исполнении. Тележка перемещается по двухрельсовому пути на четырех колесах. Максимальный путь перемещения тележки составляет 10 м. Тележка может перемещаться со скоростью до 0,6 м/с. Длина тормозного пути тележки не превышает 5 см, а тормозной путь руки 1,5 см. При ковке заготовки под действием бойка пресса рука робота имеет возможность упруго опускаться. Возникающие' при этом усилия демпфируются гидропневматическим аккумулятором. Наибольший вылет руки 1180 мм.
Привод продольного движения тележки осуществляется от двух электродвигателей через редуктор и звездочку, сцепленную с неподвижными цевочными механизмами.
Система числового программного управления является четырехкоординатной. Она обеспечивает три программируемых движения робота (подъем руки, перемещение руки параллельно рельсовому пути и ротацию захватного устройства) и управляет бойком пресса. Зажим и разжим клещей захватного устройства, боковой сдвиг руки и движение тележки по рельсам управляются вручную оператором.
Оператор, управляя роботом, обеспечивает захват заготовки из нагревательной печи, перенос ее в рабочую зону пресса, съем и укладку готовой поковки. Ковка происходит автоматически по сигналу оператора (продолжительность ковки 10 ... 20 мин).
При необходимости оператор может управлять работой всего комплекса вручную.
Интерактивное управление, описанной конструкции робота носит название автоматизированного, когда происходит чередование во времени автоматического режима с биотехническим.
Роботы с супервизориым управлением, в которых переход от одного автоматического цикла к другому осуществляется оператором, еще не нашли промышленного применения.
-
АДАПТИВНЫЕ ПРОМЫШЛЕННЫЕ РОБОТЫ
Основным критерием, по которому тот или иной робот можно отнести к классу адаптивных ПР, является наличие адаптивного управления. Под адаптивным управлением. ПР понимают управление исполнительным устройством робота в функции от контролируемых параметров внешней среды и работа с автоматическим изменением внешней программы.
По виду сенсорного оснащения известные модели адаптивных промышленных роботов можно разделить на три группы: с тактильными датчиками прикосновения, с датчиками контроля усилия или момента сил, с дистанционными датчиками.
Адаптивный промышленный робот типа УМ160 оснащен сенсорным модулем для поиска, опознавания, измерения и захватывания деталей типа тел вращения, имеющих однорядное расположение в ориентирующих магазинах. Сенсорный модуль (рис.. 165) оснащен электромеханическим тактильным датчиком 5, имеющим штырь 4, который может перемещаться в вертикальном направлении под действием усилия, приложенного к его основанию. На основании штыря закреплено подвижное коромысло 6 так, что возможен его поворот. Перемещение штыря и коромысла фиксируется датчиком положения 5. Конструктивно тактильный датчик выполнен в виде сменного сенсорного модуля, который крепится к руке рядом с захватным устройством 3. Поиск детали осуществ-
Рис. 165. Сенсорное оснащение промышленного робота
ляется сканированием пространства магазина 1 с ориентирующими призмами в горизонтальной плоскости. При соприкосновении коромысла с деталью 2 оно поворачивается, а штырь перемещается вверх. В этот момент в систему управления подаются два сигнала: первый на перемещение захватного устройства на расстояние, обеспечивающее его выход в вертикальную плоскость, проходящую через ось детали, и второй — на захват детали. Расстояние между осями симметрии захватного устройства и коромысла устанавливается равным шагу позиций ориентирующего магазина тары. Если требуется взять и уложить деталь в предыдущую позицию, сигнал датчика служит командой к прерыванию продольного перемещения робота и началу укладки детали; когда тре буется взять очередную заготовку, сигнал датчика дает команду на продолжение движения на шаг и далее иа взятие заготовки.
-
ЗАХВАТНЫЕ УСТРОЙСТВА
Захватные устройства, являющиеся одним из основных элементов ПР, служат для захватывания и удержания в определенном положении объекта манипулирования. Они должны обеспечивать надежный захват и удержание деталей, различных по геометрии, размерам и массе, в пределах, предусмотренных параметров робота. Конструкция, размеры и форма захвата зависят от массы, формы, размеров, материала транспортируемого объекта и других параметров. Усилие, потребное для обеспечения надежности захвата груза, зависит от соотношения направлений действия зажима и движения. Усилие зажима, направленное перпендикулярно движению, должно быть значительно больше усилия зажима, направленного вдоль движения: это позволяет существенно упростить конструкции захватов и при одинаковых усилиях повысить скорость передачи грузов.
Захватные устройства можно классифицировать по принципу действия, по числу рабочих позиций, по виду управления, по характеру крепления на руке и т. д.
По принципу действия различают схватывающие, поддерживающие и удерживающие захватные устройства.
Схватывающие захватные устройства удерживают объект рабочими элементами (губками, пальцами, клещами и т. п.) за счет сил
5. ПРИВОДЫ ПРОМЫШЛЕННЫХ РОБОТОВ
трения или комбинации сил трения и запирающих усилий. Все схватывающие устройства подразделяются на две группы. К первой относятся механические устройства: клещи, тиски, шарнирные пальцы Вторая группа объединяет захваты с эластичными рабочими камерами, деформирующимися под действием нагнетаемого внутрь воздуха или жидкости.
Поддерживающие захватные устройства для удержания объекта используют нижнюю поверхность, выступающие части объекта или имеющиеся в его корпусе отверстия. К таким устройствам относятся крюки, петли, вилки, лопатки и захваты питателей, не зажимающие заготовок.
Удерживающие захватные устройства обеспечивают силовое воздействие на объект, обусловленное различными физическими эффектами. Наиболее распространены вакуумные и магнитные устройства. Встречаются захватные устройства, использующие эффект электростатического притяжения, адгезии и т. п.
По числу рабочих позиций захватные устройства можно разделить на однопозиционные и многопозиционные.
По виду управления захватные устройства подразделяются на четыре группы: неуправляемые, командные, жесткопрограммируемые и адаптивные
Неуправляемые захватные устройства — это устройства с постоянными магнитами или с вакуумными присосками без принудительного разрежения. Для снятия объекта с таких захватов требуется усилие большее, чем усилие его удержания.
Командные захватные устройства управляются только коман дами на захватывание или отпускание объекта. К этой группе относятся захватные устройства с пружинным приводом, оснащаемые стопорными устройствами и срабатывающие через такт. Губки пружинных устройств разжимаются и зажимаются благодаря взаимодействию их с объектом манипулирования или с элементами внешнего оборудования (аналогично механизмам, используемым в конструкциях шариковых авторучек).
>Кесткопрограммируемые захватные устройства управляются системами программного управления роботов. Перемещение губок, взаимное расположение рабочих элементов, усилие зажима в таких устройствах изменяются в зависимости от заданной программы.
Адаптивные захватные устройства — программируемые устройства, оснащенные различными первичными преобразователями внешней информации (формы поверхности и массы объекта, усилия зажима, наличия проскальзывания объекта относительно рабочих элементов захватного устройства и т, п.).
По характеру крепления к руке промышленного робота все захватные устройства можно разделить на сменные и стационарные.
Неуправляемые механические захватные устройства выпол няются в виде пинцетов, разрезанных упругих валиков и втулок (цанг) или клещей с одной и двумя подвижными губками, находящимися под действием пружин. Разжим рабочих элементов таких захватных устройств происходит при контакте с заготовкой, из-за чего могут быть повреждены поверхности детали или зажимных элементов. Деталь удерживается вследствие упругого воздействия зажимных элементов, а высвобождается принудительно благодаря дополнительным устройствам. Эти захватные устройства применяют в условиях массового производства или манипулирования с объектами небольшой массы и небольших габаритных размеров.
Неприводные захватные устройства со стопорными механизмами, обеспечивающими чередование циклов зажима и разжима деталей, не требуют специальных команд от системы управления и дополнительного подвода энергии. Детали удерживаются силой пружин вследствие эффекта самозатягивания или запирающего действия губок. Как правило, работа подобных захватных устройств возможна только при их вертикальном положении.
Наиболее распространены конструкции клещевого тина Дви жение губок обеспечивается пневмо-, гидро- или электроприводом. Преимущества пневмопривода — простота, удобство подвода энергии (один шланг), отсутствие течи, легкость регулирования уси лия зажима, возможность использовании в агрессивных средах и зонах высоких температур. Недостаток большие габаритные размеры при сравнительно малых усилиях зажима. Гидропривод широко применяют, так как он обеспечивает значительные усилия зажима при малых габаритных размерах и его можно легко регулировать. Электропривод ввиду сравнительной сложности пока применяют ограниченно.
Основными элементами вакуумных захватных устройств являются присоски и устройства дли создания вакуума. Присоски изготовляют из резины или пластика.
Электромагнитные захватные устройства часто компонуют из небольших электромагнитов, установленных на общей раме. Такие устройства обычно применяют для переноса фасонных, круглых и ребристых поверхностей, захватить которые вакуумными устройствами либо трудно, либо невозможно.
Захватные устройства с эластичными камерами применяют для переноса хрупких изделий небольшой массы, имеющих не правильную форму. Действие таких устройств основано на деформации эластичной камеры под действием давления воздуха или жидкости. Захватные устройства с эластичными камерами применяют для удержания деталей как за наружную, так и за виу тре 1! НН1Ю повер X НоСТЬ.
Выбор типа привода определяется функциональным назначением ПР. Независимо от вида привода к нему предъявляются следующие общие требования: минимальные габаритные размеры, высокие энергетические показатели, возможность работы в режиме автоматического управления и регулирования, высокое быстродействие, безопасность, возможность встраивания систем охлаждения и терморегулирования, надежность, удобство монтажа и обслуживания.
ПР оснащаются электрическими, пневматическими, гидравлическими и комбинированными приводами.

