Файл: 1. Определение элементов гладкого цилиндрического соединения с выбором средств.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 18.03.2024
Просмотров: 61
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1. Определение элементов гладкого
цилиндрического соединения с выбором средств
2. Определение элементов соединений,
подвергаемых селективной сборке 12
3. Расчет и выбор полей допусков для деталей,
сопрягаемых с подшипниками качения 17
4. Допуски и посадки шпоночных соединений 22
5. Допуски и посадки шлицевых соединений 28
Выбор посадки по требуемым характеристикам
Определение элементов соединений, подвергаемых селективной сборке
-
Выбор средства измерения
Погрешности средств для контроля наружных, внутренних линейных размеров и отклонений от геометрической формы приведены в табл. 4.12 2.
Выбрать измерительное средство для контроля отверстия Ø48Н11.
Находим допуски отверстия
Ø48H11 по табл. 1.8 [2]: TD = 1T11= 160 мкм
Ø48h11 по табл. 1.8 [2]: Td = 1T11= 160 мкм
По табл. 1.60 [2] в интервале размеров 30…50 мм для 11-го квалитета находим погрешность измерений
По табл. 1.60 [2] в интервале размеров 30…50 мм для 11-го квалитета находим погрешность измерений
Таблица 2 - Предельные погрешности средств измерения
| № п/п | Наименование средств измерения | Условия измерения | Предельные погрешности | ||
| 1 - 50 | 50 - 120 | 120 – 260 | |||
| 1 | Нутромеры индикаторные с отсчетом 0,01 мм при настройке по концевым мерам 4-го класса | Весь расход | 20 | 25 | 25 |
| 2 | Скобы индикаторные с 0,01 мм | При любом виде контакта находятся в руках | 15 | 20 | 20 |
Таблица 3 - Выбор средства измерения
| Наименование детали, ее номинальный размер, после допуска | Величина допуска изделия IT, мм | Допустимая погрешность измерения ± | Предельная погрешность измерительного средства ±∆lim, мкм | Наименование измерительных средств | Концевые меры для настройки | |
| разряд | класс | |||||
| 48 А11 | 0,160 | 40 | 20 | Нутромеры индикаторные с отсчетом 0,01 мм | | 4 |
| 48h11 | 0,160 | 40 | 15 | Скобы индикаторные с 0,01 мм | - | -- |
- 1 2 3 4

Определение элементов соединений, подвергаемых селективной сборке
Цель задания
-
Разобраться в сущности метода селективной сборки соединений. -
Научиться определять предельные размеры деталей соединения, входящих в каждую размерную группу, групповые допуски деталей, а также предельные групповые зазоры и натяги.
Требуется
-
Определить значения допусков, предельных отклонений и предельных размеров вала и отверстия. -
Определить величины предельных зазоров или натягов в заданном соединении. -
Определить групповые допуски вала и отверстия. -
Вычертить схему полей допусков заданного соединения, разделив поля допусков отверстия и вала на заданное число групп. Пронумеровать групповые допуски. -
Составить карту сортировщика, указав в ней предельные размеры валов и отверстий в каждой размерной группе. -
Определить групповые зазоры или натяги.
Исходные данные:
Посадка
Групповой допуск – 10 мкм
Решение
-
Расчёт посадки
Посадка с зазором в системе отверстия
Для отверстия
Верхнее и нижнее предельные отклонения 110Н6(+0,022)
ES= +0,022 мм EI = 0 мм
Наибольший размер отверстия
Dmax = D+ES = 110+0,022 = 110,022 мм
Наименьший размер отверстия
Dmin = D+EI = 110+0 = 110 мм
Допуск отверстия
TD= ES-EI = 0,022 -0 = 0,022 мм
Для вала
Верхнее и нижнее предельные отклонения
es = 0 мм ei = - 0,022 мм
Наибольший диаметр вала
dmax = d + es = 110+ 0 = 110 мм
Наименьший диаметр вала
dmin = d +ei = 110+ (-0,022)= 109,978 мм
Допуск вала
Td= es-ei = -0,0 - (-0,022) = 0,022 мм
Рассчитываем зазоры
Smax = ES-ei = 0,022- (-0,022) = 0,044 мм
Smin = EI-es = 0 – 0 = 0 мм
Допуск посадки
TS = Smax – Smin = TD+Td = 0,022 +0,022 = 0,044 мм
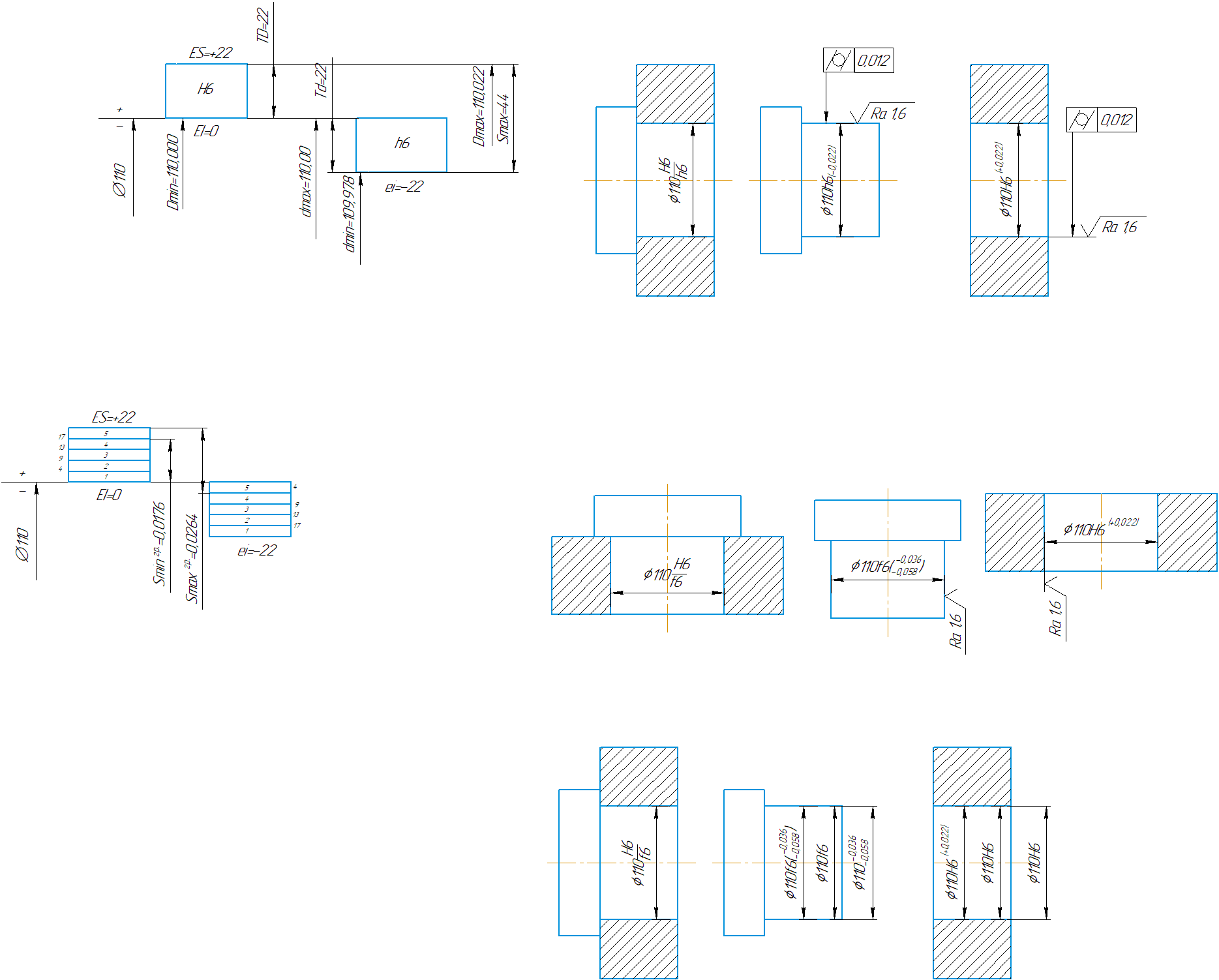
Рисунок 3 - Поля допусков посадки
Таблица 4 - Основные параметры гладкого цилиндрического соединения
| Обозначение заданного соединения | Ø 110H6/h6 | |||
| Значение элементов соединения | Номинальный размер, мм | 110 | ||
| Зазор (натяг), мм | Sмах | 0,044 | ||
| Smin | 0 | |||
| Допуск посадки, мм Т∆ | 0,044 | |||
| Группа посадки | зазор | |||
| Система допусков | вал | |||
| Значение элементов деталей | отверстие | Условное обозначение | Ø 110Н6 | |
| Допуск, мм TD | 0,022 | |||
| Значение основного отклонения, мм | 0 (ниже) | |||
| Предельные отклонения, мм | Верхнее ES | + 0,022 | ||
| Нижнее EI | +0 | |||
| Предельные размеры, мм | Dmax, мм | 110,022 | ||
| Dmin, мм | 110 | |||
| вал | Условное обозначение | Ø110h6 | ||
| Допуск, мм Td | 0,022 | |||
| Значение основного отклонения, мм | (верхнее) | |||
| Предельные отклонения, мм | Верхнее es | -0,00 | ||
| Нижнее ei | -0,220 | |||
| Предельные размеры, мм | dmax, мм | 110,00 | ||

Рисунок 4 – Обозначение посадки
-
Расчёи групповых допусков
Определеяем количество групп
Рисунок 5 - Схема полей допусков соединения детали, которого рассортированы на 5 размерных групп.
Величину групповых допусков вала и отверстия определяют путем деления допуска детали на число размерных групп - п
т. е. допуски всех размерных групп вала или отверстия будут равны между собой.
4. Предельные отклонения и размеры вала и отверстия в каждой размерной группе проще всего определять прямо по схеме полей допусков заданного соединения, разделив на схеме эти поля допусков на заданное число размерных групп и определив значения предельных отклонений на границах допусков размерных групп.
Составляем карты сортировщика
Таблица 5 - Карта сортировщика для сортировки на пять размерных группы деталей соединения 110Н6-h6
-
Номер размерной группы
Размеры деталей, мм
отверстие
вал
1
свыше
110,022
110
до
110,0176
109,9956
2
свыше
110,0176
109,9956
до
110,0132
109,9912
3
свыше
110,0132
109,9912
до
110,0088
109,9868
4
свыше
110,0088
109,99868
до
110,0044
109,9824
5
свыше
110,0044
109,9824
до
110,000
109,978
В рассмотренном примере предельные групповые зазоры равны: