Файл: 2. Operatsiyon eskizlardan foydalanib 10tokarlik, qora ishlov berishda Zagotovka ornatilsin. Cheti 70 mm olchamga kesilsin. D62mm ni bir necha otishda yonilsin va 58 mm li olchamga rioya qilinsin.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 289
Скачиваний: 1
СОДЕРЖАНИЕ
Тест с ответами: “Токарное дело”
Теория резания и режущий инструмент тесты с ответами
Тест по технологии Резание металла слесарной ножовкой 6 класс
ТЕСТОВЫЕ ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ. 1. Назовите обозначение скорости резания.
Тест по технологии Резание металла слесарной ножовкой 6 класс
Тесты по ТКМ. 1) выплавку чугуна из железосодержащих материалов в специальных шахтных печах (домнах)
Тест по технологии Обработка металлов 6 класс
Қалинлиги 40 ммгача бўлган листланган металлопрокатни плазмали кесиш
Металлопрокатни плазмали кесишда ускуналарнинг қўлланилиши
Ya.A.Komenskiyning pedagogik nazariyasi.
Тесты для текущего контроля знаний по Резанию
Тесты для текущего контроля знаний по технологии сварочного производства
4) способ получения отливок из сплавов цветных металлов и сталей, максимально приближающий размеры и форму отливки к размерам и форме готовой детали и позволяющий уменьшить или совсем исключить их последующую механическую обработку;
5) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде.
Лучшими литейными сплавами являются:
1) латуни
2) чугуны
3) стали
4) твердые сплавы
Модельный комплект состоит из:
1) литейной формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий;
2) чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки;
3) опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы;
4) литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др.
Литниковая система состоит из:
1) литейной формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий;
2) чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки;
3) опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы;
4) литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др.
Элемент литниковой системы, предназначенный для удержания шлаков и других примесей, называется:
1) питателем;
2) шлакоуловителем;
3) стоком;
4) выпором
Формовочный комплект состоит из:
1) литейной формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий;
2) чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки;
3) опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы;
4) литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др.
Основным компонентом формовочных и стержневых смесей является:
1) огнеупорная основа
2) связующий компонент
3) специальные добавки
Связующим материалом, предназначенным для связывания между собой частиц, огнеупорной основой, является:
1) магнезит
2) песок
3) шамот
4) глина
Сохранение формовочной смесью своих рабочих свойств при повторном использовании называют:
1) долговечностью;
2) пластичностью;
3) огнеупорностью;
4) твердостью
Литейная форма состоит из:
1) чаши, стояка, шлакоуловителя, питателя, боковой прибыли, шейки;
2) литейной формы для воспроизведения наружных контуров отливок и литейных стержней для образования внутренних полостей и отверстий;
3) опок, штырей, скоб и других приспособлений, необходимых для получения разовой песчаной формы;
4) литейной модели, стержневых ящиков, моделей литниковой системы, шаблонов для конкретной отливки, модельных плит и др.
Литейный стержень – это:
1) приспособление, служащие для изготовления стержней;
2) вертикальный канал, соединенный с литниковой системой, предназначенный для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда питания отливки металлом во время ее остывания;
3) отъемная часть литейной формы, оформляющая внутренние полости отливки;
4) специальная опорная поверхность литейной формы, служащая для установки литейного стержня;
5) приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металлом.
Для получения отверстий в отливках применяют:
1) литники
2) модели
3) опоки
4) стержни
Опока – это:
1) приспособление, служащие для изготовления стержней;
2) вертикальный канал, соединенный с литниковой системой, предназначенный для выхода газов при заполнении формы жидким металлом, контроля заполнения формы, а иногда питания отливки металлом во время ее остывания;
3) отъемная часть литейной формы, оформляющая внутренние полости отливки;
4) специальная опорная поверхность литейной формы, служащая для установки литейного стержня;
5) приспособление в виде жесткой рамы (открытого ящика), служащее для удержания в нем формовочной смеси при изготовлении разовых песчаных форм, транспортирования и заливки металлом.
Для увеличения производительности изготовления литейных форм применяется формовка:

1) ручная;
2) комбинированная
3) машинная
4) шликерная
Способность металлов и сплавов в расплавленном состоянии заполнять полость литейной формы и точно воспроизводить очертания отливки называется:
1) кристаллизацией;
2) жидкотекучестью;
3) ликвацией;
4) усадкой.
Неоднородность химического состава сплава в различных частях отливки называется:
1) пленами;
2) кристаллизацией;
3) жидкотекучестью;
4) ликвацией
Свойство литейных сплавов уменьшать объем при затвердевании и охлаждении называется:
1) жидкотекучестью
2) усадкой
3) кристаллизацией
4) рекристаллизацией
Литье в оболочковые формы – это:
1) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде;
2) способ получения фасонных отливок в металлических формах;
3) способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы;
4) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку.
Литье в кокиль – это:
1) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде;
2) способ получения фасонных отливок в металлических формах;
3) способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень;
4) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку.
Литье по выплавляемым моделям – это:
1) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде;
2) способ получения фасонных отливок в металлических формах;
3) способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы;
4) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку.
Литье под давлением – это:
1) способ получения фасонных отливок в металлических формах;
2) способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы;
3) способ получения фасонных отливок в металлических формах, при котором на залитый в камеру прессования расплавленный метал, давит поршень;
4) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку.
Заливка расплава в металлическую пресс – форму под большим давлением называется литьем:
1) в оболочке формы;
2) центробежным;
3) в кокиль
4) под давлением
Литье центробежное – это:
1) способ получения фасонных отливок из металлических сплавов в неразъемной оболочковой форме, рабочая полость которой образована удалением литейной модели выжиганием, растворением или выплавлением в горячей воде;
2) способ получения отливок, как правило, в металлических формах (изложницах), при котором расплавленный металл, под действием центробежных сил отбрасывается к стенкам формы и затвердевает, образуя отливку;
3) способ получения отливок свободной заливкой расплава в разовую литейную форму, изготовленную из двух скрепленных рельефных полуформ из смеси, состоящей из мелкого кварцевого песка и крепителя – феноло-формальдегидной порошкообразной термореактивной смолы;
4) способ получения фасонных отливок в металлических формах, в котором на залитый в камеру прессования расплавленный метал, давит поршень;
Для получения литьем биметаллических изделий из композиций типа «сталь-бронза», «чугун-бронза», «сталь-чугун» и др. используют:
1) литье под давлением
2) кокильное литье
3) центробежное литье
4) литье вакуумным всасыванием
Пустотелые цилиндрические отливки получают литьем:
1) в кокиль:
2) под давлением;
3) в центробежные формы;
4) по выплавляемым моделям
| На рисунке изображена: | |
| 1) схема процесса изготовления отливок по выплавляемым моделям; 2) схема процесса изготовления отливок центробежным литьем; 3) схема процесса изготовления отливок на машинах с холодной камерой прессования; 4) схема процесса изготовления отливок на машинах с горячей камерой прессования; 5) схема литья в кокиль. | 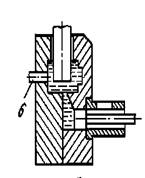 |
| На рисунке изображена: | |
| 1) схема процесса изготовления отливок по выплавляемым моделям; 2) схема процесса изготовления отливок центробежным литьем; 3) схема процесса изготовления отливок на машинах с холодной камерой прессования; 4) схема процесса изготовления отливок на машинах с горячей камерой прессования; 5) схема литья в кокиль. | 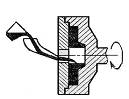 |
| На рисунке изображена: | |
| 1) схема процесса изготовления отливок по выплавляемым моделям; 2) схема процесса изготовления отливок центробежным литьем; 3) схема процесса изготовления отливок на машинах с холодной камерой прессования; 4) схема процесса изготовления отливок на машинах с горячей камерой прессования; 5) схема литья в кокиль. | 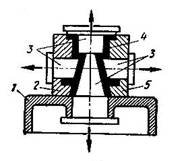 |
| На рисунке изображена: | |
| 1) схема процесса изготовления отливок по выплавляемым моделям; 2) схема процесса изготовления отливок центробежным литьем; 3) схема процесса изготовления отливок на машинах с холодной камерой прессования; 4) схема процесса изготовления отливок на машинах с горячей камерой прессования; 5) схема литья в кокиль. | 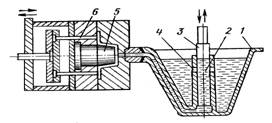 |