Файл: 2. Operatsiyon eskizlardan foydalanib 10tokarlik, qora ishlov berishda Zagotovka ornatilsin. Cheti 70 mm olchamga kesilsin. D62mm ni bir necha otishda yonilsin va 58 mm li olchamga rioya qilinsin.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 297
Скачиваний: 1
СОДЕРЖАНИЕ
Тест с ответами: “Токарное дело”
Теория резания и режущий инструмент тесты с ответами
Тест по технологии Резание металла слесарной ножовкой 6 класс
ТЕСТОВЫЕ ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ. 1. Назовите обозначение скорости резания.
Тест по технологии Резание металла слесарной ножовкой 6 класс
Тесты по ТКМ. 1) выплавку чугуна из железосодержащих материалов в специальных шахтных печах (домнах)
Тест по технологии Обработка металлов 6 класс
Қалинлиги 40 ммгача бўлган листланган металлопрокатни плазмали кесиш
Металлопрокатни плазмали кесишда ускуналарнинг қўлланилиши
Ya.A.Komenskiyning pedagogik nazariyasi.
Тесты для текущего контроля знаний по Резанию
Тесты для текущего контроля знаний по технологии сварочного производства
2) осаждение функциональных покрытий на рабочие поверхности изделий путем водородного восстановления паро-газовых смесей содержащих галогениды металла и соединения, являющихся поставщиком второго компонента и водорода, который служит одновременно газом-транспортером и восстановителем;
3) осаждение ионов металла из водного раствора хлорида металла без пропускания через него электрического тока.
71. К методам физического осаждения функциональных покрытий (метод ФОП-PVD) относят:
1) изготовление детали или ее прототипа осуществляют путем послойного дисперсионного отвердения полимера (фотополимеризации) с помощью лазерного луча;
2) изготовления детали путем избирательного лазерного спекания порошковых материалов из различных металлов, керамики, полиамидов, поликарбонатов, воска, нейлона;
3) изготовление деталей при наращивании слоистых объектов до полного воспроизводства изделия.
Тесты для текущего контроля знаний по Давление
1. Прокатка заключается:
1) в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы;
2) в изменении формы и размеров заготовки путем последовательного воздействия универсальными инструментами на отдельные участки заготовки;
3) в обжатии заготовки между вращающимися валками;
4) в изменении формы и размеров заготовки с помощью специализированного инструмента – штампа;
5) в протягивании заготовки через сужающуюся полость матрицы.
2. Прессование заключается:
1) в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы;
2) в изменении формы и размеров заготовки путем последовательного воздействия универсальными инструментами на отдельные участки заготовки;
3) в обжатии заготовки между вращающимися валками;
4) в изменении формы и размеров заготовки с помощью специализированного инструмента – штампа;
5) в протягивании заготовки через сужающуюся полость матрицы.
3. Волочение заключается:
1) в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы;
2) в изменении формы и размеров заготовки путем последовательного воздействия универсальными инструментами на отдельные участки заготовки;
3) в обжатии заготовки между вращающимися валками;
4) в изменении формы и размеров заготовки с помощью специализированного инструмента – штампа;
5) в протягивании заготовки через сужающуюся полость матрицы.
4. Ковка заключается:
1) в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы;
2) в изменении формы и размеров заготовки путем последовательного воздействия универсальными инструментами на отдельные участки заготовки;
3) в обжатии заготовки между вращающимися валками;
4) в изменении формы и размеров заготовки с помощью специализированного инструмента – штампа;
5) в протягивании заготовки через сужающуюся полость матрицы.
5. Штамповка заключается:
1) в продавливании заготовки, находящейся в замкнутой форме, через отверстие матрицы;
2) в изменении формы и размеров заготовки путем последовательного воздействия универсальными инструментами на отдельные участки заготовки;

3) в обжатии заготовки между вращающимися валками;
4) в изменении формы и размеров заготовки с помощью специализированного инструмента – штампа;
5) в протягивании заготовки через сужающуюся полость матрицы.
6. Какие из схем ОМД (рис.2) по производственному назначению относятся к металлургическому производству?
1)1,2,3;
2)1,3,5;
3)1,4,6;
4)2,3,5;
5)2,3,6.
 1. 1. | 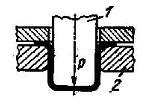 2. 2. | 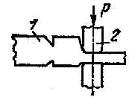 3. 3. |
 4. 4. |  5. 5. | 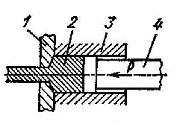 6. 6. |
Рис. 2.
7. Какие из схем ОМД (рис.2) по производственному назначению относятся к машиностроительному производству?
1)1,2,3;
2)1,3,5;
3)1,4,6;
4)2,3,5;
5)2,3,6.
8. Деформации – это:
1) относительные удлинения (или относительные укорочения) волокон, расположенных по осям x,y,z;
2) изменения формы или размеров тела (или части тела) под действием внешних сил, а также при нагревании или охлаждении и других воздействиях, вызывающих изменение относительного положения частиц тела;
3) углы поворота двух взаимно перпендикулярных до деформации волокон (или деформации сдвига);
4) относительные удлинения (или относительные укорочения) волокон, расположенных по осям x,y,z и углы поворота двух взаимно перпендикулярных до деформации волокон (или деформации сдвига);
5) величины, пропорциональные корню квадратному из второго инварианта тензора деформации.
9. Деформированное состояние в точке описывается:
1) изменениями формы или размеров тела (или части тела) под действием внешних сил, а также при нагревании или охлаждении и других воздействиях, вызывающих изменение относительного положения частиц тела;
2) относительными удлинениями (или относительными укорочениями) волокон, расположенных по осям
x,y,z;
3) тензором деформации;
4) углами поворота двух взаимно перпендикулярных до деформации волокон (или деформации сдвига).
10. Напряжение (механическое) – это:
1) отношение нормальной силы к площади поперечного сечения образца;
2) внутренняя поверхностная удельная сила, действующая на элементарную площадку в окрестности точки А и зависящая от расположения точки А и направления нормали к площадке или мера внутренних сил, возникающих в теле под влиянием внешних воздействий (нагрузок, изменения температуры и др.);
3) отношение касательной силы к площади поперечного сечения образца;
4) величина, пропорциональная корню квадратному из второго инварианта девиатора напряжений.
11. Условный предел прочности при растяжении равен:
1) напряжению, соответствующему площадке текучести (увеличению деформации при постоянном напряжении);
2) ;
3)
 ;
;4)
5) напряжению, соответствующему деформации 0,2%.
12. Действительный предел прочности при растяжении равен:
1) напряжению, соответствующему площадке текучести (увеличению деформации при постоянном напряжении);
2) ;
3)
;4)
5) напряжению, соответствующему деформации 0,2%.
13. Холодной называют деформацию, осуществляющуюся:
1) при комнатной температуре;
2) при температуре ниже температуры рекристаллизации;
3) при температурах ниже 0 °С;
4) при гомологической температуре менее 0,4;
5) при гомологической температуре менее 1;
14. Горячей называют деформацию, осуществляющуюся:
1) при комнатной температуре;
2) при температуре ниже температуры рекристаллизации;
3) при температурах ниже 0 °С;
4) при гомологической температуре менее 0,4;
5) при гомологической температуре менее 1;
15. Камерная печь характеризуется:
1) периодической загрузкой заготовок и расходом топлива до 10–30% от массы нагреваемого металла;
2) непрерывной загрузкой заготовок;
3) расходом топлива до 5–12% от массы нагреваемого металла;
4) непрерывной загрузкой заготовок и расходом топлива до 5–12% от массы нагреваемого металла.
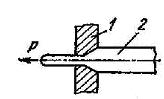
| 16. На рисунке изображено: | 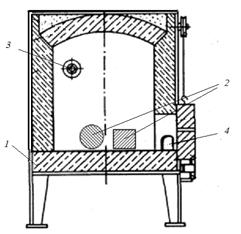 |
| 1) электроконтактное нагревательное устройство; 2) индукционное нагревательное устройство; 3) камерная печь; 4) схема индукционного нагрева; 5) методическая печь. | |
17. Методическая печь характеризуется:
1) периодической загрузкой заготовок и расходом топлива до 5–12% от массы нагреваемого металла;
2) непрерывной загрузкой заготовок;
3) расходом топлива до 10–30% от массы нагреваемого металла;
4) непрерывной загрузкой заготовок и расходом топлива до 5–12% от массы нагреваемого металла.
| 18. На рисунке изображено: |  |
| 1) электроконтактное нагревательное устройство; 2) индукционное нагревательное устройство; 3) камерная печь; 4) схема индукционного нагрева; 5) методическая печь. | |
| 19. На рисунке изображено: |  |
| 1) электроконтактное нагревательное устройство; 2) индукционное нагревательное устройство; 3) камерная печь; 4) схема индукционного нагрева; 5) методическая печь. | |
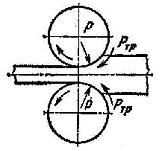
| 20. На рисунке изображено: |  |
| 1) электроконтактное нагревательное устройство; 2) индукционное нагревательное устройство; 3) камерная печь; 4) схема индукционного нагрева; 5) методическая печь. | |