Файл: Тема 1 Выполнение слесарных работ при ремонте контрольноизмерительных приборов.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 20.03.2024
Просмотров: 34
Скачиваний: 1
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Гибку тонкого листового металла производят киянкой. При использовании длягибки металлов различных оправок их форма должна соответствовать форме профиля детали с учетом деформации металла.
В тех случаях, когда требуется изогнуть стальную полосу на ребро, используется роликовое приспособление.
 Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.
Выполняя гибку заготовки, важно правильно определить ее размеры. Расчет длины заготовки выполняют по чертежу с учетом радиусов всех изгибов. Для деталей, изгибаемых под прямым углом без закруглений с внутренней стороны, припуск заготовки на изгиб должен составлять от 0,6 до 0,8 толщины металла.При пластической деформации металла в процессе гибки нужно учитывать упругость материала: после снятия нагрузки угол загиба несколько увеличивается.
 При изготовлении изделий иногда возникает необходимость в получении криволинейных участков труб, изогнутых под различными углами. Гибке могут подвергаться цельнотянутые и сварные трубы, а также трубы из цветных металлов и сплавов.
При изготовлении изделий иногда возникает необходимость в получении криволинейных участков труб, изогнутых под различными углами. Гибке могут подвергаться цельнотянутые и сварные трубы, а также трубы из цветных металлов и сплавов.Гибку труб производят с наполнителем (обычно сухой речной песок) или без него. Это зависит от материала трубы, ее диаметра и радиуса изгиба. Наполнитель предохраняет стенки трубы от образования в местах изгиба складок и морщин (гофров).
Техника безопасности при гибке металла:
• Молотки и кувалды должны иметь надежно заклиненные, крепкие, без сучков и трещин рукоятки.
• Рабочие части молотков, бородков, подкладок, оправок не должны иметь расклепа.
• Обрезки металла необходимо собирать и складывать в отведенный для них ящик во избежание порезов ног и рук.
• Листы очищать только металлической щеткой, а затем ветошью или концами.
• Правку металла проводить только на надежных подкладках, исключающих возможность соскальзывания металла при ударе.
• Подсобный рабочий должен держать металл при правке только кузнечными клещами.
• При засыпке трубы песком перед гнутьем в торце одной из пробок необходимо сделать отверстие для выхода газов, иначе может произойти разрыв трубы.
• При гнутье труб в горячем состоянии поддерживать их только в рукавицах во избежание ожогов рук.
1.3 Резка металла. Опиливание
Резка - слесарная операция, выполняемая при надрезании, вырезании и разрезании на части металла и различных твердых материалов (текстолита, гетинакса и др.).
В ремонтной практике операции резки выполняют: вручную - с помощью ножниц по металлу и. ножовок; машинным способом т- гильотинными ножницами и на металлорежущих станках. Преимущественным способом резки металла и других твердых материалов является ручная резка ножовкой, при которой необходимо обратить особое внимание на правильное закрепление ножовочного полотна в станке, положение рук на рукоятке и станке ножовки, положение ножовки по отношению к разрезаемому материалу. Ножовочное полотно должно быть закреплено в станке так, чтобы оно не было натянуто слишком туго или слабо, зубья ножовочного полотна должны быть направлены «от себя», т. е. в сторону движения ножовки вперед. Правильные положения рук электрослесаря на рукоятке и станке ножовки при резке показаны на а, б.
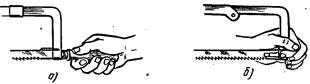
Приемы работы ножовкой при резке металла: а - положение правой руки на рукоятке, 6 - положение левой руки на станке
Во время резки ножовку следует держать в горизонтальном положении; нормальная длина хода ножовки должна быть такой, чтобы в работе участвовало не менее 2/3 длины ее полотна.
Опиливание - наиболее распространенная слесарная операция, заключающаяся в последовательном снятии (срезании) необходимого слоя металла с поверхности обрабатываемой заготовки или детали. Цель опиливания заготовки - придать ей форму и размеры детали; деталь опиливают для достижения заданной шероховатости ее поверхности. Опиливание заготовок и деталей производят вручную или на станках. При ремонте электрооборудования применяется преимущественно ручное опиливание плоскими, трехгранными, круглыми и полукруглыми напильниками. Плоскими напильниками опиливают легко доступные плоские и выпуклые поверхности, а также широкие шпоночные канавки на концах валов электрических машин, трехгранными - внутренние углы, а также плоскости, недоступные для опиливания плоскими
напильниками. Круглыми напильниками распиливают круглые и овальные отверстия, а также опиливают вогнутые поверхности заготовок и деталей. Напильниками двойного применения являются полукруглые, плоской стороной которых можно опиливать прямолинейные поверхности, а полукруглой (выпуклой) - криволинейные (вогнутые) поверхности с различными радиусами кривизны.
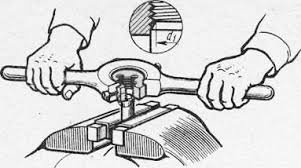
Ручное опиливание заготовок и деталей - самая массовая и трудоемкая слесарная операция, требующая больших затрат физических сил рабочего-электрослесаря. Основными условиями обеспечения производительного труда электрослесаря и сохранения его сил при выполнении операций ручного опиливания являются правильное распределение усилий нажима напильника на обрабатываемую поверхность на начальном, рабочем и конечном пути движения напильника, а также умение выбрать оптимальную для себя частоту движения напильника по обрабатываемой поверхности. При обработке заготовки или детали напильником надо учитывать, что при нажиме на него с постоянным усилием он в начале хода (движение от себя) будет отклоняться рукояткой вниз, а в конце хода - носком вниз, в результате это приведет к бесполезной трате сил и «заваливанию» краев опиливаемой поверхности.
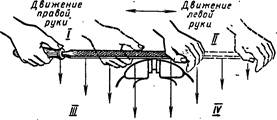
Правильное держание напильника и распределение усилий нажима при обработке поверхности детали опиливанием: 1 - начало конец движения рук, III - постепенно увеличиваемое усилие, создаваемое правой рукой, IV - постепенно уменьшаемое усилие, создаваемое левой рукой
Правильное распределение усилий нажима на. напильник при опиливании схематично (удлиняющимися и укорачивающимися стрелками) показано на. Оптимальной частотой движения напильника при обливании считается 40 -60 двойных движений в минуту.
- Сверление, зенкование, зенкерование.
Сверление — это один из видов получения и обработки отверстий резанием с помощью специального инструмента — сверла.
К
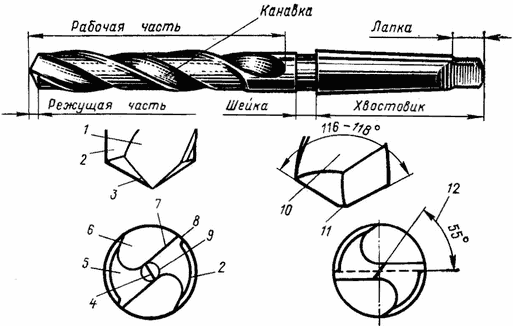
ак и любой другой режущий инструмент, сверло работает по принципу клина. По конструкции и назначению сверла делятся на перовые, спиральные, центровочные и др. В современном производстве применяются преимущественно спиральные сверла и реже специальные виды сверл.
На направляющей части расположены 2 винтовые канавки, по которым отводится стружка в процессе сверления. Направление винтовых канавок обычно правое. Левые сверла применяются очень редко. Узкие полосочки на цилиндрической части сверла называются ленточками. Они служат для уменьшения трения сверла о стенки отверстия (сверла диаметром 0,25–0,5 мм выполняются без ленточек).
 Режущую частьсверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол при вершине). Величина угла зависит от свойств обрабатываемого материала. Для стали и чугуна средней твердости он составляет 116–118°.
Режущую частьсверла образуют 2 кромки, расположенные под определенным углом друг к другу (угол при вершине). Величина угла зависит от свойств обрабатываемого материала. Для стали и чугуна средней твердости он составляет 116–118°. Хвостовик служит для закрепления сверла в шпинделе станка или сверлильном патроне и может быть конической или цилиндрической формы. Конический хвостовик имеет на конце лапку, которая служит упором при выталкивании сверла из гнезда.
Хвостовик служит для закрепления сверла в шпинделе станка или сверлильном патроне и может быть конической или цилиндрической формы. Конический хвостовик имеет на конце лапку, которая служит упором при выталкивании сверла из гнезда.Шейка сверла соединяет рабочую часть и хвостовик и служит для выхода абразивного круга в процессе шлифования сверла при его изготовлении. На шейке обычно проставляется марка сверла.
Изготавливаются сверла преимущественно из быстрорежущей стали или твердых спеченных сплавов марок ВК6, ВК8 и Т15К6. Из таких сплавов делается только рабочая (режущая) часть инструмента.
В процессе работы режущая кромка сверла притупляется, поэтому сверла периодически затачивают.
Сверлами производят не только сверление глухих (засверливание) и сквозных отверстий, т.е. получение этих отверстий в сплошном материале, но и рассверливание — увеличение размера (диаметра) уже полученных отверстий. Перовые сверла являются наиболее простыми по конструкции. Они применяются при обработке твердых поковок, а также ступенчатых и фасонных отверстий.
Особую группу сверл составляют центровочные сверла, предназначенные для обработки центровых отверстий. Они бывают простые, комбинированные, комбинированные с предохранительным конусом. Простые спиральные сверла отличаются от обычных спиральных сверл только меньшей длиной их рабочей части, так как ими производится сверление отверстий небольшой длины. Они применяются при обработке высокопрочных материалов, в то время как комбинированные сверла часто ломаются.
Зенкованием называется обработка верхней части отверстий в целях получения фасок ил цилиндрических углублений, например, под потайную головку винта или заклепки.
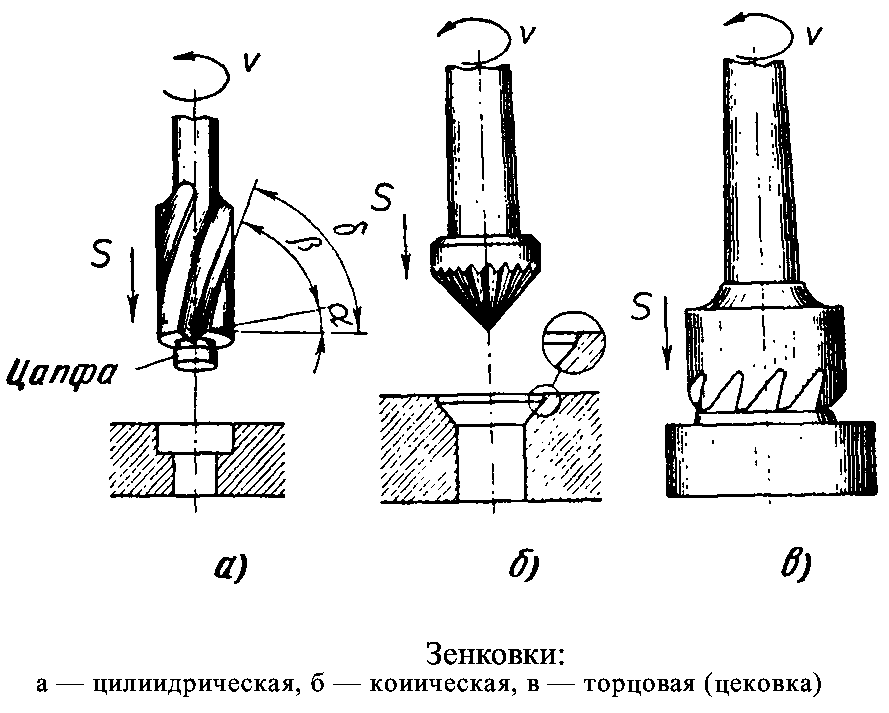
Выполняется зенкование с помощью зенковок или сверлом большего диаметра;
Зенкерование — это обработка отверстий, полученных; литьем, штамповкой или сверлением, для придания им цилиндрической формы, повышения точности и качества поверхности. Зенкерование выполняется специальными инструментами— зенкерами.
 Зенкеры могут быть с режущими кромками на цилиндрической или конической поверхности (цилиндрические и конические зенкеры), а также с режущими кромками, расположенными на торце (торцовые зенкеры). Для обеспечения целостности обрабатываемого отверстия и зенкера на торце зенкера иногда делают гладкую цилиндрическую направляющую часть.
Зенкеры могут быть с режущими кромками на цилиндрической или конической поверхности (цилиндрические и конические зенкеры), а также с режущими кромками, расположенными на торце (торцовые зенкеры). Для обеспечения целостности обрабатываемого отверстия и зенкера на торце зенкера иногда делают гладкую цилиндрическую направляющую часть.Зенкерование может быть процессом окончательной обработки или подготовительным к развертыванию. В последнем случае при зенкеровании оставляют припуск на дальнейшую обработку.
- Нарезание наружной и внутренней резьбы
Нарезание наружной резьбы вручную осуществляется с помощью плашек - круглых (цельных или разрезных) либо призматических. Круглые плашки при нарезании резьбы закрепляют в специальном приспособлении - плашкодержателе, призматические - в клуппе.
П
ри нарезании наружной резьбы, как и внутренней, важно определить диаметр стержня под резьбу, так как и в этом случае происходит некоторое выдавливание металла и увеличение наружного диаметра образовавшейся резьбы по сравнению с диаметром стержня. Последовательность операций при нарезании наружной резьбы плашкой: вертикально закрепляют стержень в тисках, напильником снимают на его конце фаску; устанавливают на конец стержня плашку с плашкодержателем таким образом, чтобы маркировка на плашке была внизу, а плоскость плашки была перпендикулярна оси стержня; правой рукой слегка нажимают на плашкодержатель, а левой поворачивают его до надёжного врезания плашки в металл; смазав стержень и плашку соответствующей смазочно-охлаждающей жидкостью, медленным попеременным вращением (как и при нарезании внутренней резьбы) продолжают нарезание резьбы до тех пор, пока не «прогонят» плашку по требуемой длине стержня; плашку свёртывают со стержня; очищают плашку и стержень от смазочно-охлаждающей жидкости и стружки; нарезанную резьбу проверяют эталонной гайкой.
Внутреннюю резьбу в отверстиях нарезают специальным режущим инструментом - метчиком. Для нарезания резьбы вручную применяют комплекты ручных метчиков, состоящие обычно из трёх или двух метчиков. В комплект из трёх метчиков входят черновой, получистовой (средний) и чистовой метчики. Первым и вторым метчиками нарезают резьбу предварительно, а третьим придают ей окончательный размер и форму.

