Добавлен: 25.04.2024
Просмотров: 34
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Введение
Машиностроение является одной из важных отраслей производства, так как оно создает орудия труда и тем самым определяет типы роста и характер научно-технического процесса.
Основными задачами, стоящими перед машиностроением является повышение технологического уровня, качества и увеличение типов выпускаемой техники на основе широкой автоматизации технологического уровня, применение автоматических станков и механизмов, унифицированных модулей, роботизированных технологических комплексов и вычислительной техники. Особое внимание обращается на бережное использование материальных ресурсов, создание экономических конструкции машин и технологических процессов, а также улучшение технико-экономических показателей машин.
В последнее время бурное развитие технических средств и, прежде всего персональных компьютеров, сетевых технологии, коммуникационных систем, программного обеспечения обусловило углубление и расширение процессов информатизации общества, создание и внедрение на предприятиях современных информационных технологии.
В производстве основной базой является станки с числовым программным управлением и гибкие производственные системы.
Целью моей работы является проектирование технологического процесса технологической обработки детали «Крышка».
1 Общая часть.
1.1 Назначение и описание конструкции изделия, выбор марки материала и сортамента поставки.
1.1.1 Назначение и описание конструкции изделия.
Крышка предназначена для ограничения доступа к движущимся частям узла и их обслуживания, защиты элементов от грязи и повреждений. Механическую нагрузку крышки обычно не несут.
Конструкция детали ‘’Крышка’’ представляет собой диск со ступицей с одной стороны, с отверстием в центре и тремя отверстиями меньшего диаметра в самом диске.
Крышка представляет собой деталь в форме тела вращения с габаритными размерами Ф160*28. Деталь имеет отверстия.
Поверхности детали выполняется по 14 квалитету. После обработки деталь подвергают контролю.
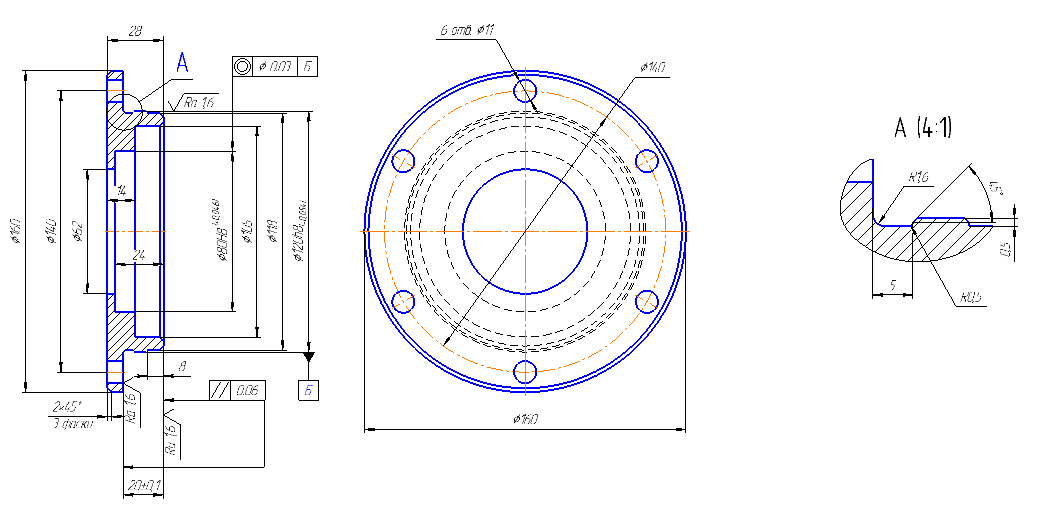
Рисунок 1.1 - Крышка
1.1.2 Выбор марки материала.
Таблица 1.1 - Химический состав в % материала СЧ15
| C | Si | Mn | S | P |
| 3.5 - 3.7 | 2 - 2.4 | 0.5 - 0.8 | до 0.15 | до 0.2 |
Таблица 1.2 - Литейно-технологические свойства материала СЧ15
| Линейная усадка : | 1.1 % |
Таблица 1.3 - Механические свойства при Т=20 o С материала СЧ15
| Сортамент | Размер | Напр. | sв | sT | d5 | y | KCU | Термообр. |
| - | мм | - | МПа | МПа | % | % | кДж / м2 | - |
| Отливки, ГОСТ 1412-85 | | | 150 | | | | | |
Таблица 1.4
| Твердость СЧ15 , ГОСТ 1412-85 | HB 10 -1 = 130 - 241 МПа |
Таблица 1.5 - Физические свойства материала СЧ15
| T | E 10- 5 | a 10 6 | l | r | C | R 10 9 |
| Град | МПа | 1/Град | Вт/(м·град) | кг/м3 | Дж/(кг·град) | Ом·м |
| 20 | 0.9 | | 59 | 7000 | | |
| 100 | | 9 | | | 460 | |

Применяется для изготовления отливок картеров, крышек, тормозных барабанов, коробок скоростей, всасывающих и выхлопных труб, маховиков и других деталей автомобилестроения; барабанов, цапф, корпусов редукторов и других деталей химического машиностроения; деталей работающих при сжатии (башмаков, колонн) в строительстве; мелких и средних неответственных деталей дизелестроения; канализационных труб и радиаторов отопления; отливок 3 группы для паровых стационарных турбин, турбинного оборудования АЭС, элементов паровых котлов и трубопроводов, гидравлических турбин, гидрозатворов и другого оборудования энергомашиностроения, подвергающихся статическим нагрузкам и отливок, работающих в условиях паров воды и масла при температуре до 70 °C (корпуса колонок, корпуса подшипников, крышки-опоры валоповорота, рамы подшипников, рамы фундаментов, вкладыши, втулки, стойки, патрубки, кожуха); отливок деталей трубопроводной арматуры и приводных устройств к ней; неответственных отливок деталей горно-металлургического оборудования; частей литых соединительных для трубопроводов.
1.2 Анализ технологичности изделия, выбор и описание типа производства, расчет такта или партии запуска деталей.
1.2.1 Анализ технологичности детали.
Единым критерием технологичности является ее экономическая целесообразность при заданном качестве и принятых условиях производства, эксплуатации и ремонта.
Производится двумя способами: качественная и количественная оценка технологичности.
Качественная оценка технологичности:
Заключается в визуальном изучении детали. Оценка производится на основании опыта в виде сравнения. Изделие оценивается: технологично, нетехнологично, качественно, некачественно.
– Упростить конструкцию без ухудшения ее рабочих качеств нельзя;
– Возможность замены более дешевым материалом нет. Но можно заменить материалом-заменителем сталь ВСт3пс ГОСТ 4543-71;
– Деталь достаточно проста и не имеется трудностей в ее базировании.
– Обработать деталь полностью за один установ невозможно;
– Ограничить число инструментов ненужно, потому что обработка ведется и так минимальным количеством инструментов;
– Конструкция изделия достаточно унифицирована (см. рис.1.1);
– Одновременную обработку нескольких деталей произвести нельзя, в связи со сложностью конструкции (наличие ступицы);
– Процесс технологической обработки построен по типовому технологическому процессу.
Таблица 1.8 - Анализ технологичности по геометрической форме, конфигурации поверхности, точности размеров и шероховатости, удобству обработки, целесообразности термообработки
| Требования технологичности | Характеристика технологичности |
| 1 | 2 |
| Деталь должна изготавливаться из стандартных или унифицированных заготовок | Нетехнологична, т.к. изготавливается из отливки. |
| Свойства материала детали должны удовлетворять существующей технологии изготовления, хранения и транспортировки | Технологична, т.к. удовлетворительно обрабатывается резанием и пригодна для хранения и транспортировки |
| Возможность применения типовых, групповых или стандартных технологических процессов | Технологична, т.к. геометрическая форма и конфигурация поверхности позволяет применять типовые техпроцессы. |
| Конструкция детали должна обеспечивать возможность многоместной обработки | Технологична, т.к. конструкция детали позволяет производить многоместную обработку |
| Отсутствие глухих глубоких отверстий малого диаметра | Технологична, т.к. таких нет |
| Форма конструктивных элементов инструмента должна обеспечивать удобный подвод инструмента | Технологична, т.к. нет элементов, мешающих удобному подводу инструмента |
| Точность обрабатываемых поверхностей деталей | Технологична, т.к. конструкция имеет не высокую точность поверхностей |
| Шероховатость обрабатываемых поверхностей деталей | Технологична т.к. изделие имеет выполнимую шероховатость большинства поверхностей |
| Наличие термообработки | Технологична, без термической обработки |
Количественная оценка технологичности:
Заключается в расчете основных и вспомогательных коэффициентов на основании которых определяется технологично изделие или нет:
Кт – коэффициент точности,
Кш – коэффициент шероховатости,
Ку – коэффициент унификации,
Ким – коэффициент использования материала.
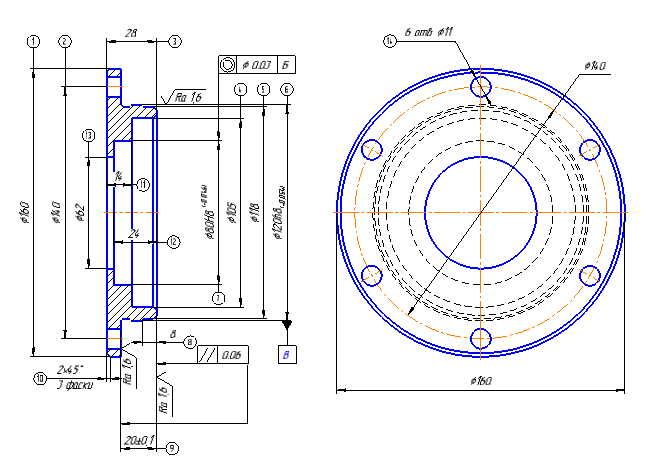
Рисунок 1.2 – Эскиз детали с обозначением всех ее поверхностей
Таблица 1.9 – Характеристики поверхностей изделия
| № | Количество, шт | Размер,мм | Унифицированные элементы | Квалитет | Шероховатость Rа,мкм |
| 1 | 1 | Ø 160 | 1 | 14 | 6,3 |
| 2 | 1 | Ø 140 | 1 | 14 | 6,3 |
| 3 | 1 | 28 | 1 | 14 | 6,3 |
| 4 | 1 | Ø105 | 1 | 14 | 6,3 |
| 5 | 1 | Ø118 | 1 | 14 | 6,3 |
| 6 | 1 | Ø120 | 1 | 8 | 1,6 |
| 7 | 1 | Ø80 | 1 | 8 | 6,3 |
| 8 | 1 | 8 | 1 | 14 | 1,6 |
| 9 | 1 | 20 | 1 | 14 | 1,6 |
| 10 | 2 | 2х450 | 3 | 14 | 6,3 |
| 11 | 1 | 14 | 1 | 14 | 6,3 |
| 12 | 1 | 24 | 1 | 14 | 6,3 |
| 13 | 1 | Ø62 | 1 | 14 | 6,3 |
| 14 | 1 | Ø11 | 6 | 14 | 6,3 |