Добавлен: 25.04.2024
Просмотров: 35
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
– Коэффициент точности Кт , определяется по формуле:
 ; (1)
; (1)где, Аср – средний квалитет обработки, определяется по формуле:
 ; (2)
; (2)где, Ai – квалитет точности;
ni – число размеров соответствующего квалитета;
n – число всех размеров;
 2
2Условие выполнено, следовательно, деталь технологична.
– Коэффициент шероховатости Кш, определяем по формуле:
 ; (3)
; (3)где, Бср – средняя шероховатость обработки, определяется по формуле:
 ; (4)
; (4)где, Rai – шероховатость поверхности;
ni – число поверхностей соответствующей шероховатости;
n – число всех поверхностей;

Условие выполнено, следовательно, деталь технологична.
– Коэффициент унификации Ку, определяется по формуле:
 ; (5)
; (5)где, Qу =21 – число унифицированных поверхностей;
Q =21 – число всех поверхностей;

Условие выполнено, следовательно, деталь унифицирована.
– Коэффициент использования материала Ким, определяется по формуле
 ; (6)
; (6) где, Gд=2,65кг – масса детали;Gз =3,95кг – масса заготовки;
 .
.После расчета можно считать деталь технологичной и унифицированной.
1.2.2 Выбор типа производства
Для того чтобы выбрать тип производства необходимо знать годовую программу выпуска деталей и массы деталей.
Тип производства можно определить, используя табл. 1.10.
Таблица 1.10 – Зависимость типа производства от объема выпуска и массы детали.
| Масса детали, кг | Количество обрабатываемых деталей (шт) и тип производства | ||||
| единичное | мелко-серийное | средне- серийное | крупно- серийное | массовое | |
| 1,0 | 10 | 10-2000 | 1500-100000 | 75000-200000 | 200000 |
| 1,0-2,5 | 10 | 10-1000 | 1000-50000 | 50000-100000 | 100000 |
| 2,5-5,0 | 10 | 10-500 | 500-35000 | 35000-75000 | 75000 |
| 5,0-10 | 10 | 10-300 | 300-25000 | 25000-50000 | 50000 |
| 10 | 10 | 10-200 | 200-10000 | 10000-25000 | 25000 |
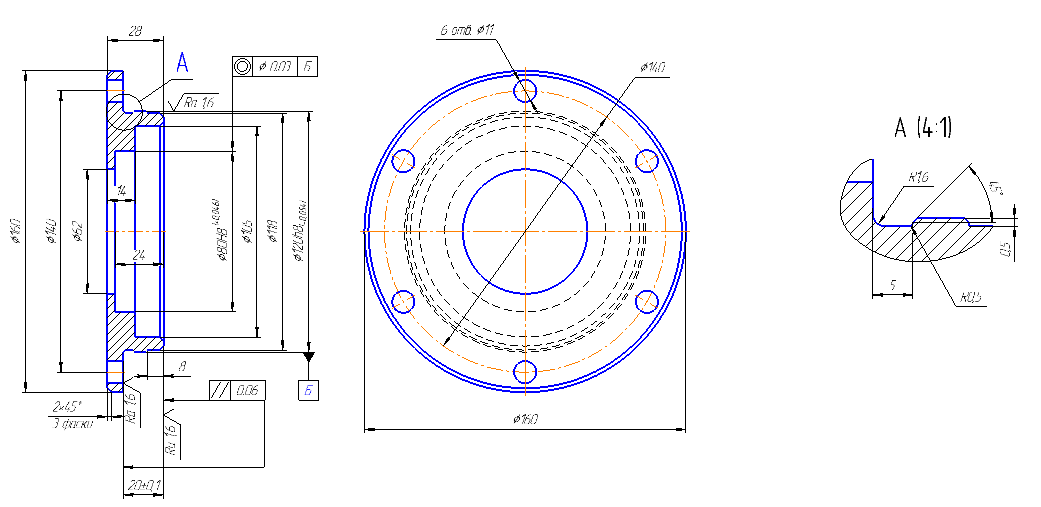
Рисунок 1.3- Эскиз детали
Определяем массу детали.
Gд=y*Vд , (7)
где: у- плотность стали, кг/мм3, у=7,85*10-6кг/мм3 , для чугуна
Vд- объем детали, мм3.
Vобщ=V1+V2+V3-V4- V5-6* V6 (8)
Для расчета объема деталь разбиваем на более мелкие предметы.
V=(π*D2/4)*h (9)
V1=(3,14*1602/4)*8=408690,6 мм3;
V2=(3,14*1202/4)*20=218465,5 мм3;
V3=(3,14*622/4)*4=66489,5 мм3;
V4=(3,14*802/4)*10=146245,5 мм3;
V5=(3,14*1052/4)*14=50240 мм3;
V6=(3,14*112/4)*8=4323,78 мм3;
Vобщ.= 338238,4 мм3;
Вес детали Gд=7,85*10-6* 338238,4=2,65 Кг;
Годовая программа выпуска 3400 шт.
Тип производства – среднесерийный.
В данном случае подходит серийный тип производства, так как объем выпуска деталей составляет 10000 а масса детали
 [3, стр.24];
[3, стр.24];Краткая техническая характеристика:
Серийное производство характеризуется ограниченной номенклатурой изделий, изготовляемых периодически повторяющимися партиями, и сравнительно большим объемом выпуска, чем в единичном типе производства. При серийном производстве используются универсальные, а так же универсально-сборными приспособлениями, что позволяет снизить трудоемкость и себестоимость изготовления изделия. В серийном производстве технологический процесс изготовления изделия расчленен на отдельные самостоятельные операции, выполняемые на определенных станках.

1.2.3 Расчет партии запуска детали.
Изготовление деталей или изделий партиями - характерная особенность серийного типа производства.
Партию запуска n, шт. определяем по формуле:
 ; (10)
; (10)где, N – количество деталей одного наименования и размера в годовом объеме выпуска, шт.;
t – периодичность запуска партии год (t=2…5 дней);
Fд – число рабочих дней в году (Fд=251 день при 2-х днях отдыха в неделю и продолжительности рабочей смены 8 ч);

Полученный размер партии следует корректировать в зависимости от конкретных условий производства.
Принимаем размер партии деталей 194 шт. кратный годовому объему выпуска деталей.
Заготовки в партии запускаются в обработку одновременно или непрерывно в течение определенного интервала времени.
2. Техническая часть
2.1 Выбор и описание вида и метода получения заготовки.
Для выбора вида и метода получения заготовки необходимо произвести технико-экономический расчет двух вариантов получения заготовки из проката.
2.1.1 Определяем массу заготовки полученной из круглого проката, кг
Определяем массу заготовки, полученной методом штамповки Vзш, мм3 по формуле
 ; (12)
; (12)где, Vд – объем заготовки, мм3;
ρ = 7.81·10-4 кг/мм3 – плотность материала;

GЗ=7,85*10-6* 2821054=9,98 Кг;
Определяем коэффициент использования материала Ким, по формуле:
 ; (13)
; (13)
Определяем стоимость заготовки, полученной из проката Сзг, руб. по формуле:
 ; (14)
; (14)где, См=14000 – стоимость одной тонны материала, руб;
Сотх=2500 – стоимость одной тонны отходов, руб;

2.1.2 Получение заготовки методом отливкой , кг
Определяем общий объем заготовки, полученной методом литья Vзш, мм3 по формуле:
 ; (15)
; (15)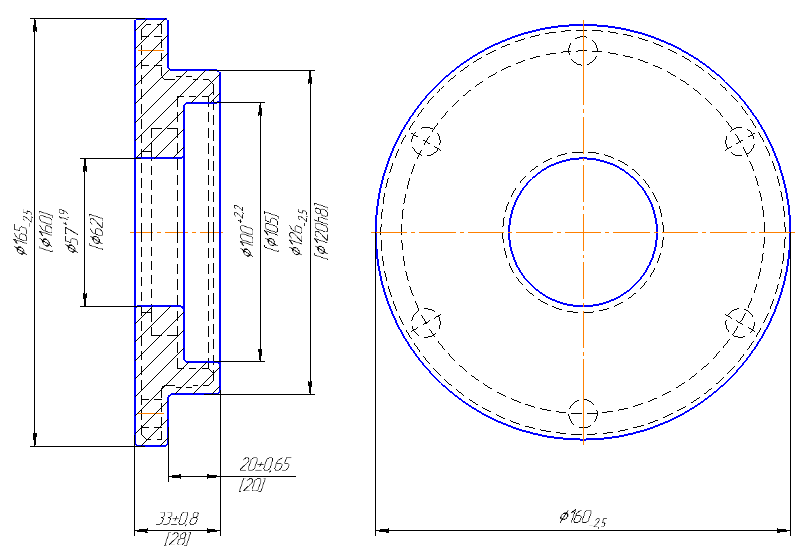
Рисунок 2.1 - Отливка
V1=(3,14*1652/4)*13=559548 мм3;
V2=(3,14*1262/4)*20=226481,9 мм3;
V3=(3,14*572/4)*8=85973,2 мм3;
V4=(3,14*1002/4)*25=196250 мм3;
Vобщ.= 503806,7 мм3;
Вес детали Gд=7,85*10-6* 503806,7=3,95 Кг;
Определяем коэффициент использования материала Ким, по формуле:
 ; (16)
; (16)где, mд=2,62кг – масса детали; (см. лист 13)
mз =3,95кг – масса заготовки;

Определяем стоимость заготовки, полученной методом штамповки Сзш, руб. по формуле:
 (17)
(17)где, См =14000 –стоимость одного килограмма материала,руб.[5,стр.143,таб8]
Сотх =2500 – стоимость одной тонны отходов, руб. [5,стр.143,таб9]

Определить экономический эффект по использованию материала на годовую производственную программу выпуска Эм, кг, по формуле:
 ; (18)
; (18)
Определить экономический эффект Э, руб. по формуле:
 ; (19)
; (19)
Технико-экономические расчеты показывают, что заготовка полученная из отливки экономичнее заготовки из проката.
2.2 Разработка маршрута изготовления детали и выбор оборудования и его техническая характеристика.
2.2.1 Маршрут изготовления детали
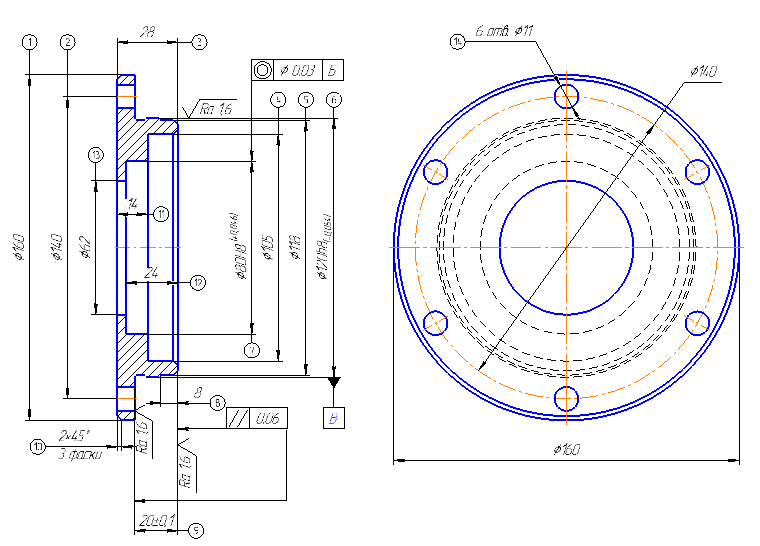
Рисунок 2.2 - Поверхности подлежащие обработки
000 Заготовительная
005 Токарно-винторезная с ЧПУ
Б Токарно-винторезный станок 16К20Т1
Производиться обработка поверхностей 1,2,3,13,10
Обработка производиться за один установ.
Базирование детали производиться по необработанной цилиндрической поверхности с упором в торец.