Файл: Разработка автоматизированного участка для детали вал.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.04.2024
Просмотров: 38
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Аннотация
Курсовой проект на тему: Разработка автоматизированного участка для детали вал.
Курсовой проект состоит из пояснительной записки и графической части.
Графическая часть выполнена на 7 листах форматов А3, А1 и включает чертеж детали, чертеж заготовки, планировку цеха, 3 циклограммы и карту наладок
Пояснительная записка включает разделы – введение, технологический анализ, выбор заготовки, разработка технологического процесса, подготовка производства, планировка цеха, выбор датчиков, описание циклограммы и заключение.
Также был произведен выбор основного и вспомогательного оборудования, для получения партии детали вал.
Содержание
Введение 4
-
Технологический анализ 5-
Анализ чертежа 5 -
Размерный анализ 7 -
Анализ точности формы 9 -
Анализ 14 -
Выбор заготовки 16-
Определение типа производства 16 -
Коэффициент точности обработки 17 -
Коэффициент шероховатости поверхности 19 -
Выбор типа изготовления заготовки 19 -
Назначение припусков 21 -
Коэффициент использования материала 21 -
Чертеж заготовки 22
-
-
Разработка технологического процесса 23
-
-
Подготовка производства 28-
Расчет и назначение режимов резания 28 -
Подбор инструмента 32 -
Выбор основного оборудования 42 -
Выбор вспомогательного оборудования 45
-
-
Планировка цеха 50-
Аналаиз исходных данных 50
-
-
Выбор датчиков 55 -
Описание циклограммы 59
ЗАКЛЮЧЕНИЕ 60
СПИСО К ЛИТЕРАТУРЫ 61
Введение
Автоматизация производства -это процесс в
развитии производства, при котором часть функций управления и контроля, которая ранее выполнялась человеком.
Автоматизация позволяет:
-увеличивать объемы выпускаемой продукции
-осуществлять трудоемкие технические задания
-сокращать расходы сырья и отходов;
-выполнять недоступную человеческим рукам работу.
Основная роль внедрения систем автоматизации – повышение уровня эффективности, мобильности и облегчения труда сотрудников. Благодаря этим изменениям возрастает уровень конкурентоспособности на рынке, идет мощное использование ресурсной базы.
В данной курсовой работе автоматизировали технологический участок согласно выданной детали.
-
Технологический анализ-
Анализ чертежа
-
Конструктивные особенности показывает, из каких элементов состоит данная деталь. Чертеж детали представлен на рисунке 1.1.

Рисунок 1.1- Чертеж втулки
Для рассмотрения элементов, выделили отдельно каждый каждую поверхность.
Выделение элементов детали представлено на рисунке 1.2
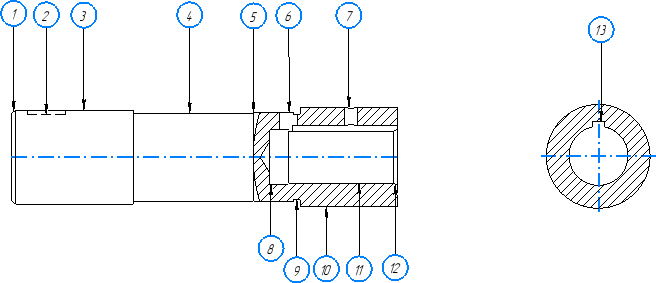
Рисунок 1.2- Конструктивные элементы детали
Исходя из рисунка, выделили следующие поверхности:
Фаска — поверхность, образованная скосом торцевой кромки материала.
Фаски часто используются в различных конструктивных элементах для упрощения последующего монтажа и уменьшения опасности ранения острыми кромками деталей. Так, например в машиностроении
, фаска крепёжного отверстия часто представляет собой коническую поверхность, срезающую кромку, образованную торцевой поверхностью и собственно цилиндрической поверхностью отверстия. Угол скоса фаски выбирается исходя из конструктивных целей, но зачастую устанавливается равным 45°. При посадке с натягом рекомендуемый угол скоса на валу и втулке равен 10°. Шпоночные пазы - относятся к конструктивным элементам. Их обычно выполняют в круглых деталях типа валов, шпинделей и.т.п. В шпоночных пазах устанавливают шпонку – деталь, с помощью которой передается вращающий момент от вала, шпинделя к охватывающим их деталям или
наоборот.
Конструкция шпоночных пазов зависит от конструкции шпонок. Шпоночные пазы под призматическую шпонку представлены на рис 3; а – на конце цилиндрического вала, б – в отверстии охватывающей его детали. Длина паза и его положения показаны с помощью продольных разрезов. На разрезе плоскостью, перпендикулярной оси вала (отверстия), показана поперечная форма паза и его глубина. Форма шпоночного паза на валу изображена на виде сверху (размер R указывают как справочный).
Цилиндр — это геометрическое тело, ограниченное цилиндрической поверхностью и двумя плоскостями
Канавка – это протяженное углубление на поверхности детали различной траектории и, как правило, простого поперечного сечения.
Шпоночный паз - деталь машин и механизмов продолговатой формы, вставляемая в паз соединяемых деталей шпоночного соединения для
передачи крутящего момента или фиксации определенного
взаимного положения при сборке.
-
Размерный анализ
Методы получения размеров приведены в таблице 1.1.
Таблица 1.1 -Назначение и методы их получения конструктивных элементов деталей
| № | Конструкт. элемент | Назначение | Метод получения |
| 1 | Фаска | Облегчают соединение деталей центрируя их во время сборки |
отогнутым с углом 45° |
| 2 | Шпоночный паз | Предназначены для позиционирования детали во время сборки и регулировки |
Ø4 |
| 3 | Цилиндр | Для уменьшения трения | точение проходным резцом |
| 4 | Проточка | Для выхода режущего инструмента | точение проходным упорным резцом |
| 5 | Фаска | Облегчают соединение деталей центрируя их во время сборки |
отогнутым с углом 45° |
| 6 | Отверстие | предназначен для деталей крепежа | Сверло Ø8 |
| 7 | Отверстие | предназначен для деталей крепежа | Сверло Ø5,5 |
| 8 | Канавка | Предназначены для фиксации уплотнений | Точение канавочным резцом |
| 9 | Канавка | Предназначены для фиксации уплотнений | Точение канавочным резцом |
| 10 | Цилиндр | Для уменьшения трения | точение проходным резцом |
| 11 | Отверстие | Предназначен для деталей крепежа | Сверление Ø24 после развертывание Ø25 |
| 12 | Фаска | Облегчение начала соединения деталей |
|
| | | | отогнутым с углом 45° 3) Зенкерование |
| 13 | Шпоночный паз | Для сопряжения деталей | Фрезерование |
Выделение размеров детали представлено на рисунке 1.3.
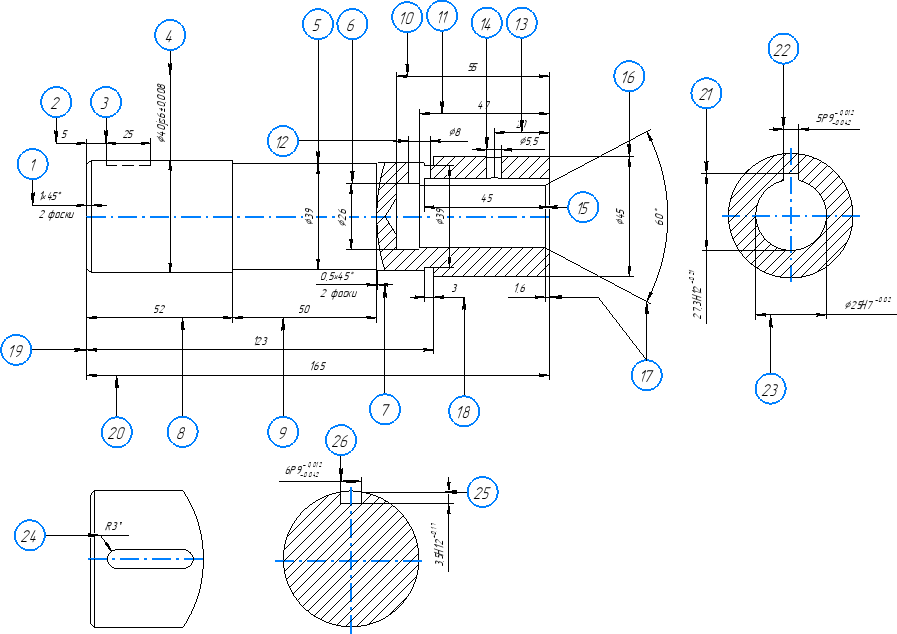
Рисунок 1.3 –Размерный анализ
-
Анализ точности формы
Методы получения точности формы приведены в таблице 1.2.
Таблица 1.2-Допуски на размер, их назначение и методы их получения
| № | Размер | Допуск | Назначение | Метод получения |
| 1 | 1х45° | | Размер фаски |
углом 45° |
| 2 | 5 | | Для | Точение фасочным резцом с |
| | | | обозначения начала шпоночного паза | задним углом 45° точение проходным резцом |
| 3 | 25 | H14+0,25 | Размер шпоночного паза | 1) Фрезерование концевой фрезой Ø4 |
| 4 | Ø40 | js6(±0,008) | Диаметр цилиндра | точение проходным резцом |
| 5 | Ø39 | H14+0,25 | Диаметр проточки | точение проходным упорным резцом |
| 6 | Ø26 | H14+0,25 | Диаметр шпоночного паза | Точение канавочным резцом |
| 7 | 0,5х45° | H14+0,25 | Размер фаски |
углом 45° |
| 8 | 52 | H14+0,25 | Длина цилиндра | точение проходным резцом |
| 9 | 50 | H14+0,25 | Длина проточки | точение проходным упорным резцом |
| 10 | 55 | H14+0,25 | Обозначает размер для канавки | Точение канавочным резцом |
| 11 | 47 | H14+0,25 | Обозначает размер для отверстия Ø8 | Сверление Ø24 после развертывание Ø25 |
| 12 | Ø8 | H14+0,25 | Диаметр | Сверло Ø8 |

