Файл: Разработка автоматизированного участка для детали вал.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.04.2024
Просмотров: 41
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

| Непредвиденные работы и услуги другим цехам | Tдоп | 347,7175 |
| Коэффициент загрузки оборудования во времени, учитывающий неизбежные потери по организационно-техническим причинам | Kв | 0,9 |
| Расчетное количество оборудования по токарной операции | Co1 | 1,91 |
| Принятое количество оборудования по токарной операции | Сп1 | 2 |
| Расчетное количество оборудования по фрезерной операции | Co2 | 1,85 |
| Принятое количество оборудования по фрезернойоперации | Сп2 | 2 |
| Принятое количество оборудования на участке | Сп | 4 |
| Загрузка оборудования по фрезерно- сверлильной операции | Кз1 | 0,96 |
| Коэффициент использования оборудования по времени (фрезерно-сверлильная операция) | Ки1 | 0,77 |
| Загрузка оборудования по фрезерно- сверлильной операции | Кз2 | 0,93 |
| Коэффициент использования оборудования по времени (фрезерно-сверлильная операция) | Ки2 | 0,77 |
| Расчетное количество оборудования на участке | Со | 3,76 |
| Средний коэффициент загрузки оборудования | Кзср | 0,94 |
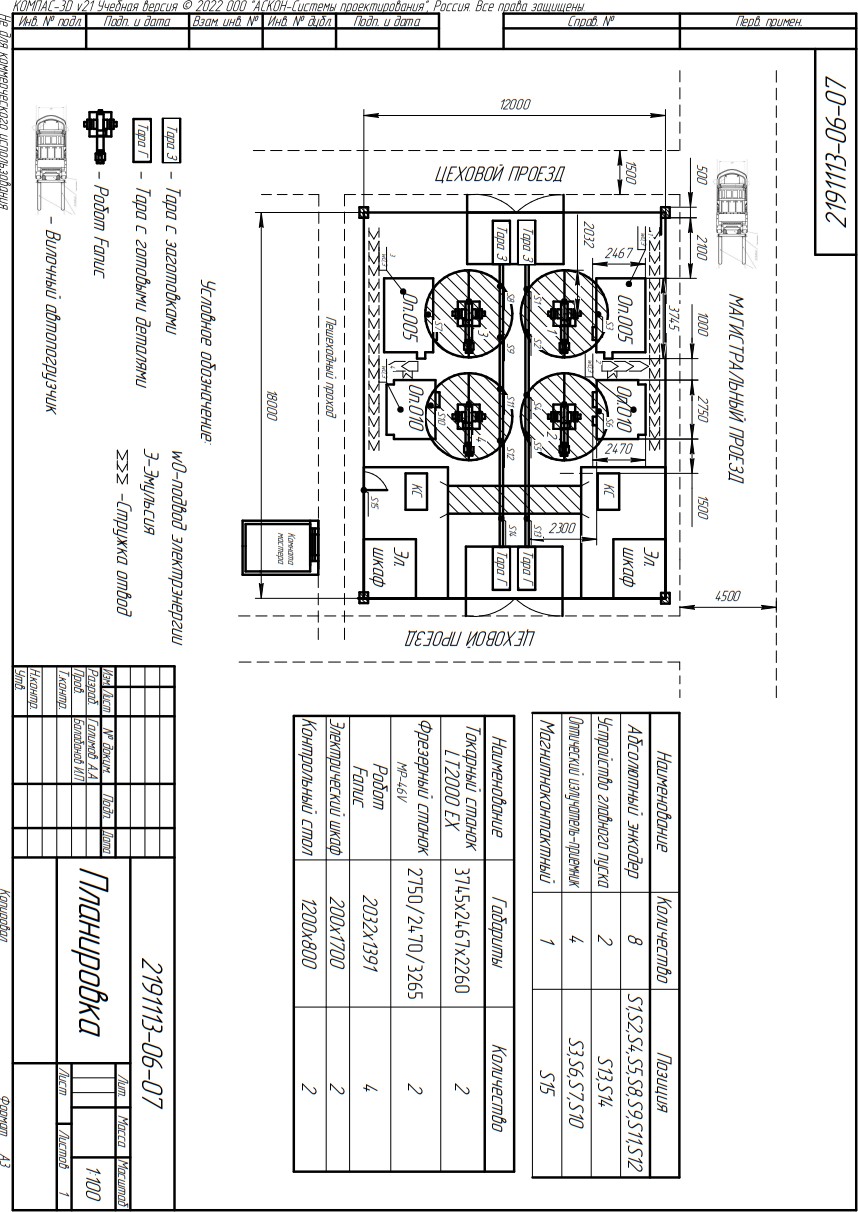
Планировка участка представлен на рисунке 3.1
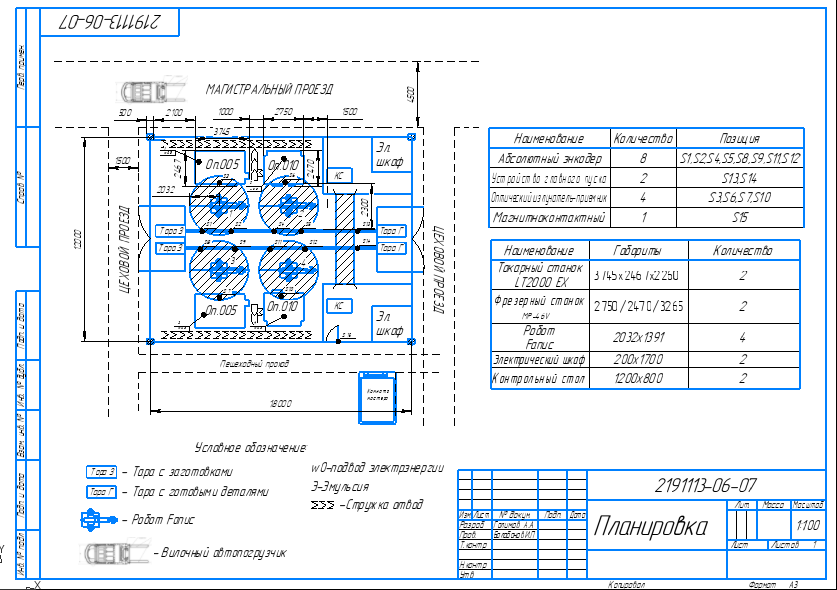
Рисунок 3.1 Планировка участка
-
Выбор датчиков
Датчик для определения наличия заготовки
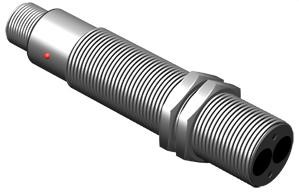
Оптический датчик состоит из источника (излучателя) и приемника оптического излучения, которые могут располагаться в одном корпусе (моноблочные датчики) или в разных корпусах (двухблочные датчики).
Излучатель и приемник датчика расположены в одном корпусе. Приемник воспринимает свет излучателя, диффузно отраженный от контролируемого объекта. Датчик срабатывает при наличии контролируемого предмета в зоне действия датчика. Датчик представлен на рисунке 1.
LZS4
Рисунок 4.1 – Излучатель-приемник ТЕКО OV AC43A5-43P-R400-
Технические характеристики представлены в таблице 4.1.
Таблица 4.1- технические характеристики датчика
| Дальность действия | 400 мм |
| Спектр излучения | инфракрасный |
| Диапазон рабочих напряжений, Uраб | 10...30 В DC |
| Максимальный рабочий ток, Imax | 250 мА |
| Частота циклов оперирования, f | 100 Гц |
| Допустимая освещенность | 2000 Люкс |
| окружающей среды | |
| Собственный ток потребления, Io | <=25 мА |
Датчик положение открытой и закрытой двери в механический участок. Датчик представлен на рисунке 4.2.

Рисунок 4.2-Датчик Ps-link
ИО102-20 Устанавливается на любые металлические элементы для контроля
доступа, защищен от наводок магнитного поля проводимого металлическими конструкциями. Проводной магнитоконтактный датчик предназначен для детектирования открытия металлических ворот/дверей. Комплект состоит из основного блока обработки сигнала, магнитно герконового датчика в изолированном корпусе и магнита. Под влиянием магнитного поля излучаемого постоянным магнитом, замыкается электропроводный контакт в герконе. При отрывании двери и удалении магнита на расстояние более 3 см контакт размыкается, датчик предает сигнал тревоги на центральный блок GSM сигнализации.
Основные характеристики представлены в таблице 2.
Таблица 4.2- характеристики датчика Ps-link ИО102-20
| Коммутируемое напряжение | 0.05 - 72.0 В |
| Выходное сопротивление датчика | 0.5 Ом |
| Вибрационные нагрузки | (10–35 Гц ) 0.5g |
| Рабочая температура,°C | от -50 до +50 |
Устройство плавного пуска (Рисунок 4.3)

Рисунок 4.3- OptiCor S-55К-380-B-0 Основные характеристики представлены в таблице 3.
Таблица 4.3- основные характеристики OptiCor S-55К-380-B-0
| Номинальная мощность электродвигателя, КВт | 55 |
| Количество фаз | 3 |
| Напряжение, В | 380 |
| Номинальный ток,А | 110 |
Применение устройств плавного пуска серии OptiCor S оправдано только в механизмах, работающих с постоянной частотой вращения вала электродвигателя, но имеющие тяжелые режимы пуска.. Момент электродвигателя имеет квадратичную зависимость от напряжения, таким образом пуск электродвигателя не произойдет до тех пор, пока момент нагрузки не станет меньше момента, создаваемого электродвигателем.
Энкодер абсолютный представлен на рисунке 4.4.

Рисунок 4.4- Энкодер абсолютный DVM58N-011AGR0BN-1213 Основные характеристики предоставлены в таблице 4.
Таблица 4.4- Основные характеристики DVM58N-011AGR0BN-1213
| Напряжение питания, В | 55 |
| Количество фаз | 3 |
| Напряжение, В | 380 |
| Номинальный ток,А | 110 |
-
Описание циклограммы
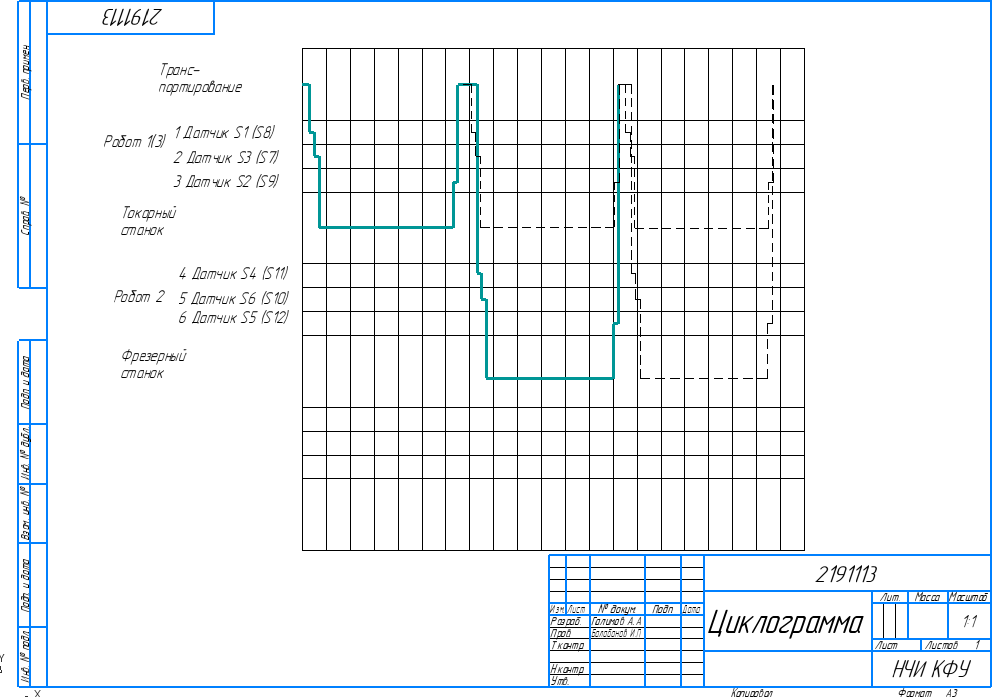 После того, как заготовка попала на конвейер, устройство плавного пуска (S13) включает двигатель и перемешает заготовку до оптического датчика (S1) . Робот 1 берет заготовку и устанавливает в токарный станок (S3) , после завершения механической операции на станке, робот ставит заготовку в конвейер (S2). Конвейер начинает снова двигаться до срабатывания датчика (S4). Робот хватает заготовку и устанавливает на фрезерный станок(S6), после
После того, как заготовка попала на конвейер, устройство плавного пуска (S13) включает двигатель и перемешает заготовку до оптического датчика (S1) . Робот 1 берет заготовку и устанавливает в токарный станок (S3) , после завершения механической операции на станке, робот ставит заготовку в конвейер (S2). Конвейер начинает снова двигаться до срабатывания датчика (S4). Робот хватает заготовку и устанавливает на фрезерный станок(S6), после
завершения механической обработки на фрезерном станке, кладет на конвейер (S5). Устройство плавного пуска срабатывает(S5), конвейер движется до тары с готовыми деталями (S13).
ЗАКЛЮЧЕНИЕ
В результате проделанной работы, был спроектирован механический участок для обработки детали втулка.
Были подобраны основные и вспомогательные оборудования, датчики, роботы. Полностью автоматизировали участок, с минимальным воздействием человека. Так же разработали циклограмму, карту наладок.
Освоили всю информацию по разработке механического участка.
СПИСО К ЛИТЕРАТУРЫ
-
Мельников Г. Н., Вороненко В. П. Проектирование механосборочных цехов; Учебник для студентов машиностроит. Специальностей вузов/Под ред. А. М. Дальского - М.: Машиностроение, 1990. - 352 с.: ил. -
Общемашиностроительные нормативы времени вспомогательного на обслуживание рабочего места и подготовительно- заключительного для технического нормирования работ. -М: Машиностроение, 1967-396с. -
Панков Г.В. Технологическое проектирование цехов машиностроительных заводов. Проектирование цехов и служб завода: Учебное пособие. - Уфа: УАИ, 1982.-68с.
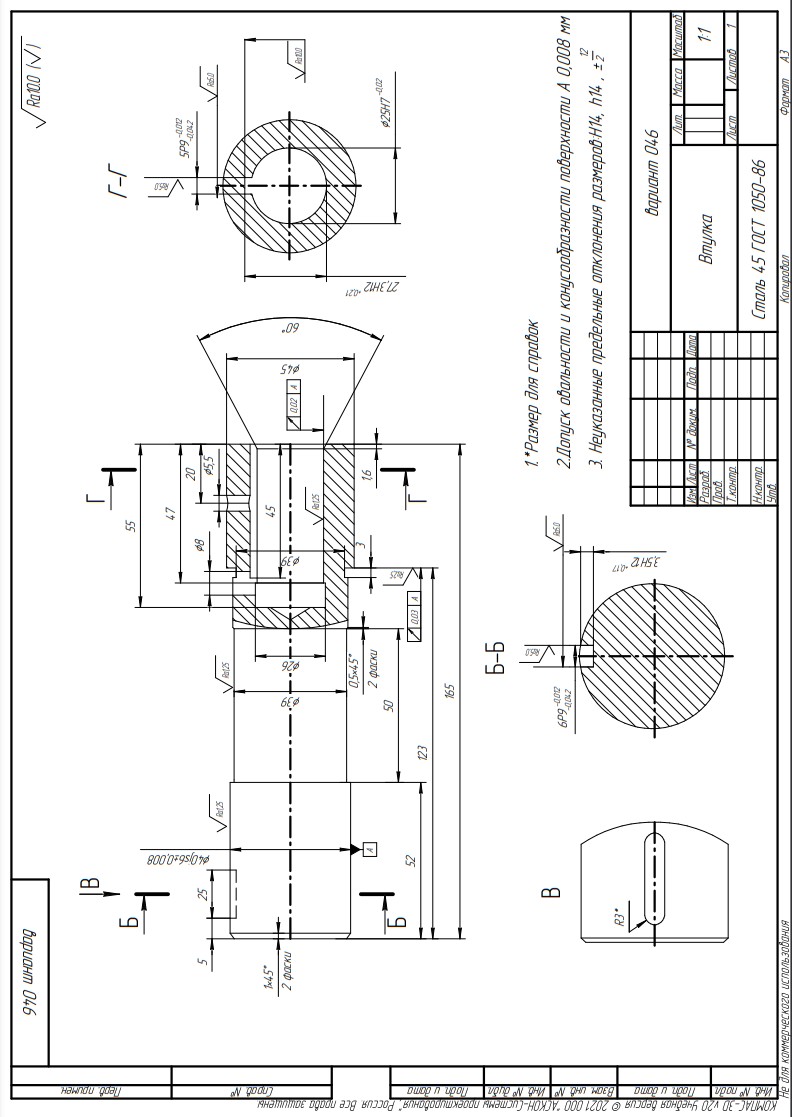
ПРИЛОЖЕНИЕ А
Чертеж детали “Втулка”
ПРИЛОЖЕНИЕ Б
Чертеж заготовки “Втулка”

ПРИЛОЖЕНИЕ В
Планировка автоматизированного цеха