Файл: Разработка автоматизированного участка для детали вал.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 26.04.2024
Просмотров: 42
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

зубчатые ленточные конвейеры. Широкий ассортимент ремней и вариантов покрытия позволяет легко подобрать конвейер к области применения. Они обычно используются для перевозки предметов правильной формы. Исходя из этого я остановился на выборе конвейера ZRF-P 2010(Рисунок 5).
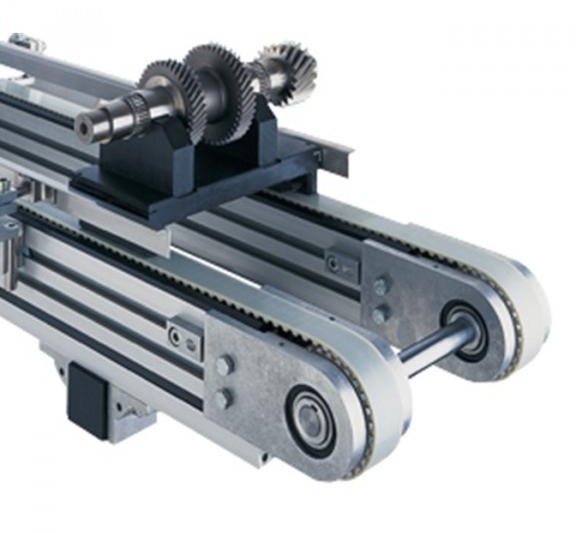
Рисунок 2.17- конвейер зубчатый ленточный ZRF-P 2040 Конструкция рамы обеспечивает высокую грузоподъемность,
возможность монтажа аксессуаров и защищает пассивный ремень от случайного доступа.
Таблица 2.17 – основные характеристики ZRF-P 2040
Для конвейера выбрал привод АИС56C2 (Рисунок 6).

Рисунок 2.18- Привод АИС56С2 Основные характеристики привода указаны в таблице 2.18.
Таблица 2.18-основные характеристики АИС56С2
В таблице 3.1 представлены исходные данные
Таблица 3.1 – Исходные данные
Расчет формул для анализа планируемого цеха: Номинальный фонд времени работы оборудования в год:

 Действительный годовой фонд времени работы оборудования:
Действительный годовой фонд времени работы оборудования:
Такт выпуска:

 Сумма штучного времени по операциям:
Сумма штучного времени по операциям:
Среднее штучное или штучно-калькуляционное время, мин:


 Коэффициент серийности:
Коэффициент серийности:
Трудоемкость годового выпуска для токарной операции, ч/год:

 Трудоемкость годового выпуска для фрезерной операции, ч/год:
Трудоемкость годового выпуска для фрезерной операции, ч/год:

 Расчет потребного оборудования и его загрузка Непредвиденные работы и услуги другим цехам:
Расчет потребного оборудования и его загрузка Непредвиденные работы и услуги другим цехам:
Коэффициент загрузки оборудования во времени, учитывающий неизбежные потери по организационно-техническим причинам:
????b = 0,9
Расчетное количество оборудования по токарной операции:

 Полученное расчетное значение Co1 округляем до ближайшего большего целого числа, получая принятое число станков C для данной операции.
Полученное расчетное значение Co1 округляем до ближайшего большего целого числа, получая принятое число станков C для данной операции.
Принятое количество оборудования по токарной операции:
C 1 = 2
 Расчетное количество оборудования по фрезерной операции:
Расчетное количество оборудования по фрезерной операции:
Полученное расчетное значение Co1 округляем до ближайшего большего целого числа, получая принятое число станков C для данной операции.
Принятое количество оборудования по токарной операции:
C 2 = 2
Принятое количество оборудования на участке:
Загрузка оборудования по токарной операции:

 Загрузка оборудования по фрезерной операции:
Загрузка оборудования по фрезерной операции:
 Коэффициент использования оборудования по времени (фрезерная операция):
Коэффициент использования оборудования по времени (фрезерная операция):
Коэффициент использования оборудования по времени (токарная операция):
Расчетное количество оборудования на участке:
Средний коэффициент загрузки оборудования:
Рисунок 2.17- конвейер зубчатый ленточный ZRF-P 2040 Конструкция рамы обеспечивает высокую грузоподъемность,
возможность монтажа аксессуаров и защищает пассивный ремень от случайного доступа.
Таблица 2.17 – основные характеристики ZRF-P 2040
| длина конвейера | 500-6000 мм |
| ширина конвейера | 160 мм |
| скорость конвейера | 60 м/мин |
| общая загрузка обычная | 250 кг |
| ширина зубчатого ремня | 110 мм |
Для конвейера выбрал привод АИС56C2 (Рисунок 6).
Рисунок 2.18- Привод АИС56С2 Основные характеристики привода указаны в таблице 2.18.
Таблица 2.18-основные характеристики АИС56С2
| Ток,А | 0,53 |
| КПД,% | 63% |
| Мощность, кВт | 0,18 |
| Частота вращения, об/мин | 3000 |
-
Планировка цеха-
Аналаиз исходных данных
-
В таблице 3.1 представлены исходные данные
Таблица 3.1 – Исходные данные
| Наименование величины | Обозначение | Ед.изм. | Значение |
| Количество рабочих дней в году | ???? | | 247 |
| Нормальная продолжительность смены | ???? | час | 8 |
| Количество рабочих смен в сутках при принятом режиме работы | ???? | | 1 |
| Коэффициент, учитывающий пребывание оборудования в ремонте | ???? | % | 3 |
| Основное время (токарная операция) | ????o.1 | мин | 0,5446 |
| Основное время (фрезерная операция) | ????o.2 | мин | 0,5253 |
| Штучное время (токарная операция) | ???? t. .1 | мин | 0,70798 |
| Штучное время (фрезерная операция) | ???? t. .2 | мин | 0,68289 |
| Число операций | | | 2 |
| Программа запуска деталей в производство | ???? | шт | 250 000 |
Расчет формул для анализа планируемого цеха: Номинальный фонд времени работы оборудования в год:
| Φh = ???? * ???? * ???? = 247 * 8 * 1 = 1976 | (1) |
Действительный годовой фонд времени работы оборудования:| ???? − 1 3 − 1 Φдo = 100 * Φh = 100 * 1976 = 1916,72 | (2) |
Такт выпуска:
| Φдo * 60 1916,72 * 60 ????b = ???? = 250 000 = 0,46 | (3) |
Сумма штучного времени по операциям:| ???? t. = 0,70798 0,68289 = 1,39087 | (4) |
Среднее штучное или штучно-калькуляционное время, мин:
| ???? t. 1,39087 ???? t.cp. . = = 2 = 0,695435 | (5) |
Коэффициент серийности:| ???? =b = 0,66 = 0,66 − m ccobo производство c t.cp 0,6 5435 | 6) |
Трудоемкость годового выпуска для токарной операции, ч/год:
| ???? t. * ???? 0,70798 * 250 000 1 = 60 = 60 = 2949,9166 | (7) |
Трудоемкость годового выпуска для фрезерной операции, ч/год:| ???? t. * ???? 0,68289 * 250 000 2 = 60 = 60 = 2845,375 | (8) |
Расчет потребного оборудования и его загрузка Непредвиденные работы и услуги другим цехам:| 1 2 * 6 5795,29 * 6 дo = 100 = 100 = 347,7175 | (9) |
Коэффициент загрузки оборудования во времени, учитывающий неизбежные потери по организационно-техническим причинам:
????b = 0,9
Расчетное количество оборудования по токарной операции:
| 1 дo 2949,9166 347,7175 Co1 = Φ * ???? = 1916,72 * 0,9 = 1,91 дo b | 10) |
Полученное расчетное значение Co1 округляем до ближайшего большего целого числа, получая принятое число станков C для данной операции.Принятое количество оборудования по токарной операции:
C 1 = 2
Расчетное количество оборудования по фрезерной операции:| C = 2 дo = 2845 375 347,7175 = 1,85 o2 Φдo * ????b 1916,72 * 0,9 | (1 1) |
Полученное расчетное значение Co1 округляем до ближайшего большего целого числа, получая принятое число станков C для данной операции.
Принятое количество оборудования по токарной операции:
C 2 = 2
Принятое количество оборудования на участке:
| ∑ C = C 1 + C 2 = 2 + 2 = 4 | (12) |
Загрузка оборудования по токарной операции:
| Co1 1,91 K31 = C = 2 = 0,96 = 96% 1 | (13) |
Загрузка оборудования по фрезерной операции:| Co2 1,85 K32 = C = 2 = 0,93 = 93% 2 | (14) |
Коэффициент использования оборудования по времени (фрезерная операция):| ???? t. .1 0,5446 Kи1 = ???? = 0,70798 = 0,77 o.1 | (15) |
Коэффициент использования оборудования по времени (токарная операция):| ???? t. .2 0,5253 Kи2 = ???? = 0,68289 = 0,77 o.2 | (16) |
Расчетное количество оборудования на участке:
| ∑ Co = K31 + K32 = 1,91 + 1,85 = 3,76 | (17) |
Средний коэффициент загрузки оборудования:| K = 3,76 = 0,94 3.cp. 4 | (18) | |
| Расчет потребного оборудования и его загрузка | ||
| Название величины | Обозначение | Значение |

