Файл: Контрольная работа должна включать Титульный лист Лист задания Содержание Анализ технических требований.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 04.05.2024
Просмотров: 23
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

ЗАДАНИЕ
Предмет : Технологии машиностроения
Преподаватель : Решетникова Ольга Павловна
Задание на контрольную работу
по дисциплине:
«Технология машиностроения»
для студентов заочной формы обучения
При изучении данной дисциплины каждый студент в рамках самостоятельной работы выполняет контрольные работы.
Номер варианта типовой контрольной работы определяется по номеру в журнале.
Контрольная работа должна включать:
Титульный лист
Лист задания
Содержание
1. Анализ технических требований
2. Обоснование методов обработки поверхностей деталей
3. Обоснование выбора баз.
4. Разработка и обоснование маршрутного единичного перспективного технологического процесса механической обработки детали (считаем, что тип производства серийный, заготовка – круглый прокат (необходимо выбрать размеры согласно ГОСТ))
5. Выбор оборудования, приспособлений, режущего и измерительного инструмента.
6. Разработка и обоснование операционного единичного перспективного технологического процесса механической обработки детали (подробно для одной операции технологического процесса)
7. Определение рациональных режимов резания (на одну операцию расчетным методом, для всех остальных по справочной литературе)
8. Нормирование технологических операций (на одну операцию расчетным методом, для всех остальных по справочной литературе)
9. Чертеж детали.
10. Комплект технологической документации: маршрутные карты, операционные карты (на разработанную операцию в п. 6, карты эскизов (на разработанную операцию в п. 6) (согласно ГОСТ).
11. Список литературы (по ГОСТ)
Оглавление
ЗАДАНИЕ 2
1.Анализ технических требований 4
2.Обоснование методов обработки поверхностей деталей 7
3.Обоснование выбора баз 9
4.Разработка и обоснование маршрутного единичного перспективного технологического процесса 12
5.Выбор оборудования, приспособлений, режущего и измерительного инструмента 14
6.Разработка и обоснование операционного единичного перспективного технологического процесса механической обработки 23
7.Определение режимов резания 27
8.Нормирование технологической операции 32
СПИСОК ЛИТЕРАТУРЫ 35
-
Анализ технических требований
Деталь «Вал тихоходный» представляет собой тело ступенчатое вращения, предназначенное для передачи крутящего момента.
На ступени Ø36p6 имеется шпоночный паз. Шероховатость ступени Ra0,8. Допуски параллельности 0,005 мм, симметричности 0,02 мм относительно базы Г.
Поверхность Ø40d9 – база В, шероховатость Ra0,63. Допуск цилиндричности 0,012 мм, соосность относительно баз Б и В 0,008 мм. Поверхность Ø40k6, шероховатость Ra1,25.
Поверхность Ø42u7, шероховатость Ra0,8. Допуски цилиндричности 0,012 мм, соосности относительно баз Б и В 0,05 мм.
Допуски перпендикулярности торцев Ø48 относительно баз Б и В: левый 0,016 мм (шероховатость Ra3,2), правый 0,012 мм (шероховатость Ra2,5).
Вторая поверхность Ø40k6 – база Б, допуск соосности 0,008 мм относительно баз Б и В, допуск цилиндричности 0,01 мм.
Шероховатость остальных поверхностей Ra6,3.
Неуказанные предельные отклонения валов –t2, остальных ±t2/2 (средняя точность) по ГОСТ 25670-83. Твёрдость детали не менее 270 НВ.
Материал детали сталь 45 – сталь конструкционная углеродистая качественная. Использование в промышленности: валы, вал-шестерни, коленчатые и распределительные валы, шестерни, шпиндели, бандажи, цилиндры, кулачки и другие нормализованные, улучшаемые и подвергаемые поверхностной термообработке детали, от которых требуется повышенная прочность.
Таблица 1 – Химический состав стали 45 в %
| C | Si | Mn | Ni | S | P | Cr | Cu | As |
| 0.42 - 0.5 | 0.17 - 0.37 | 0.5 - 0.8 | до 0.3 | до 0.04 | до 0.035 | до 0.25 | до 0.3 | до 0.08 |
Удельный вес: 7826 кг/м3. Обрабатываемость резанием: в горячекатаном состоянии при σв = 640 МПа и HB 170-179: Кυ тв. спл = 1 и Кυ б.ст = 1.
Так как твёрдость стали меньше требуемой по чертежу, то необходима термообработка детали.
Таблица 2 – Механические свойства стали 45 при Т=20°С
| Сортамент | σв | d5 | ψ | Термообр. |
| - | МПа | % | % | - |
| Прокат, ГОСТ 1050-88 | 840 | 12 - 14 | 46-50 | Закалка, отпуск |

Расшифровка обозначений:
σв – Предел кратковременной прочности, [МПа];
d5 – Относительное удлинение при разрыве, [%];
ψ – Относительное сужение, [%].
Выполним анализ технологичности детали.
-
Определяем коэффициент точности обработки по формуле (1):

где АСР – средний квалитет точности обработки;
ni – число размеров соответствующего квалитета.

0,92 > 0,8, следовательно, деталь по данному показателю является технологичной.
-
Определяем коэффициент шероховатости по формуле (3):


где БСР – средняя величина коэффициента приведения,
ni – число поверхностей соответствующего параметра шероховатости.


Т.к. 0,22 > 0,16, то изделие относится к весьма сложным.
- 1 2 3 4 5 6
Обоснование методов обработки поверхностей деталей
Выбор метода обработки поверхностей заготовки производится на основе обеспечения наиболее рационального процесса обработки, служебного назначения детали в целом, функционального назначения каждой поверхностей детали, требований обеспечения размерной и геометрической точности.
Каждый метод обработки обеспечивает свою экономически достижимую точность размеров, формы и расположения поверхностей, и для каждого метода обработки характерны оптимальные режимы и величина припуска.
При выборе методов обработки необходимо стремиться к их унификации – чтобы одним и тем же методом обрабатывалось возможно большее количество поверхностей заготовки. В дальнейшем, при разработке операций, это позволяет совместить наибольшее количество переходов во времени, уменьшить число операций и сократить трудоемкость изготовления детали.
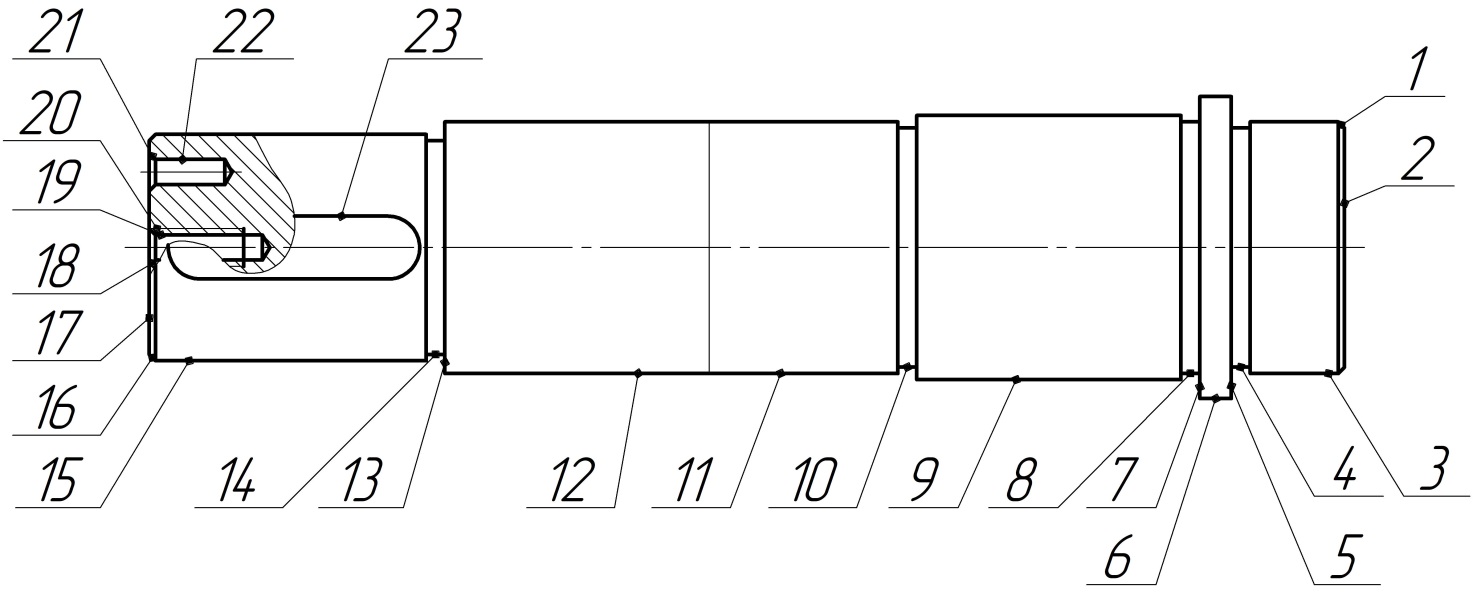
Рисунок 1 – Нумерация поверхностей детали «Вал тихоходный»
Таблица 3 – Методы обработки поверхностей
| Наименование (номер) поверхности | Метод обработки | Квалитет точности | Шероховатость поверхности |
| 3, 11 | Точение черновое Точение чистовое Шлифование черновое Шлифование чистовое | 12 10 8 6 | Ra12,5 Ra3,2 Ra1,6 Ra1,25 |
| 5 | Точение черновое Точение чистовое Шлифование черновое | 14 12 t2 | Ra12,5 Ra3,2 Ra2,5 |
| 6 | Точение черновое Точение чистовое | 12 t2 | Ra12,5 Ra6,3 |
| 9 | Точение черновое Точение чистовое Шлифование черновое Шлифование чистовое | 12 10 8 7 | Ra12,5 Ra3,2 Ra1,6 Ra0,8 |
| 15 | Точение черновое Точение чистовое Шлифование черновое Шлифование чистовое | 12 10 7 6 | Ra12,5 Ra3,2 Ra1,6 Ra0,8 |
| 7, 13 | Точение черновое Точение чистовое | 14 t2 | Ra12,5 Ra3,2 |
| 12 | Точение черновое Точение чистовое Точение тонкое Шлифование черновое Шлифование чистовое | 12 11 10 9 9 | Ra12,5 Ra3,2 Ra1,6 Ra0,8 Ra0,63 |
| 2, 17 | Точение черновое | t2 | Ra12,5 |
| 1, 4, 8, 10, 14, 16, 18, 21 | Точение чистовое | t2 | Ra6,3 |
| 19 | Сверление | 12 | Ra6,3 |
| 20 | Резьбонарезание | - | Ra6,3 |
| 22 | Сверление Развёртывание | 12 7 | Ra12,5 Ra6,3 |
| 23 | Фрезерование | 9 | Ra6,3 |
- 1 2 3 4 5 6