Файл: Задание курсовой нормирование точности гладких соединений.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.02.2024
Просмотров: 25
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Содержание
-
Задание курсовой ……………………………………………………........…2
2. Нормирование точности гладких соединений…………………………..….6
2.1. Соединения гладких валов и отверстий…………………………..….....6
2.2. Контроль размеров гладкими калибрами...............................................15
2.3 Допуски и посадки подшипников качения на вал и в корпус…...........21
2.4. Допуски размеров, входящих в размерные цепи………………….......28
3. Нормирование точности типовых соединений сложного профиля….......33
3.1. Нормирование точности метрической резьбы……………………......33
3.2. Нормирование точности шпоночных соединений……….……….......36
3.3 Нормирование точности шлицевых соединений…….…………….......39
3.4 Нормирование точности цилиндрических зубчатых передач…….......43
4. Выбор универсальных средств измерения……………………………........46
Список используемой литературы.....................................................................49
1. Задание курсовой
На рис. 1.1 показана шпиндельная группа специального станка.
Шпиндель станка 5 установлен на основных подшипниках в гильзе 12.
Гайка 11 с короткой длиной свинчивания регулирует зазор в подшипниках шпинделя. Особый механизм может перемещать гильзу 12 вместе со шпинделем вдоль оси.
По диаметру D3 необходим зазор, предельные значения которого предусмотрены заданием.
Зубчатые колеса 2 и 8 должны быть хорошо сцентрированы на валах. На вал 13 по D2 установлено зубчатое колесо 2. Передача вращения обеспечивается призматическими шпонками.
Зубчатое колесо 8 установлено на шлицевую втулку 9. Шлицевый хвостовик шпинделя 5 должен свободно перемещаться вдоль оси шлицевой втулки 9. Шлицы в отверстии втулки закаливаются.
Зубчатая передача скоростная, испытывает значительные нагрузки и нагревается до +60 ºС. Колёса выполняются из стали, а зубчатые венцы закаливаются и шлифуются. Станина станка (корпус 1) выполняется из чугуна и нагревается не более + 30 ºС.
Промежуточный корпус 4 подшипника 6 монтируется в гнездо корпуса 1 с точным центрированием по диаметру D1, после чего окончательно крепится болтами 7 с нормальной длиной свинчивания.
Концы вала 13 опираются на шариковые подшипники 3 и 14.
Подшипники имеют перегрузку до 150%, толчки и вибрации умеренные, режим работы нормальный.
Между крышкой и подшипником 3 предусмотрен тепловой зазор, величина которого обеспечивается расчетом размерной цепи.
Перечислим звенья размерной цепи:
A1и A5 − высота буртиков крышек;
A2 и A4 − толщина прокладок;
A3 – корпусной размер;
A6 и A10 – ширина подшипников;
A7 − длина ступени вала;
A8 − ширина ступицы зубчатого колеса;
A9 − высота распорной втулки.
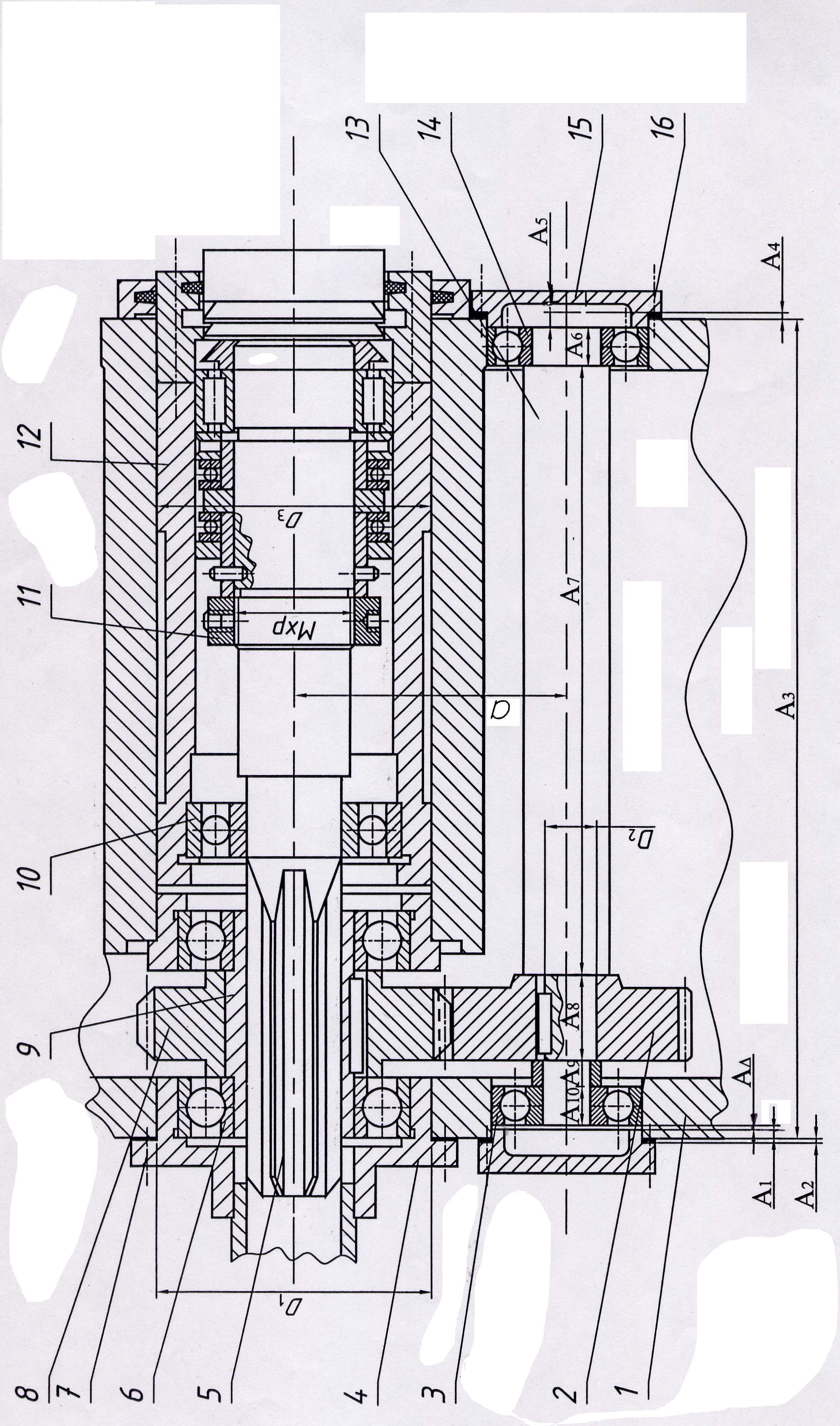
Рис. 1.1 - Шпиндельная группа специального станка
Исходные данные к рисунку
| № варианта | Гладкие цилиндрические соединения | Подшипники качения | Шпоночное соединение | ||||||||||||||||||||||||||||||||
| D1 | D2 | D3 | Smax | Smin | Отв. ITD1 σтех | № поз | Условное обозначение | Радиальная нагрузка, кН | d | b | |||||||||||||||||||||||||
| мм | мкм | мм | |||||||||||||||||||||||||||||||||
| 9 | 190 | 45 | 160 | 125 | 45 | 3,5 | 3 | 80208 | 15 | 45 | 14 | ||||||||||||||||||||||||
| | |||||||||||||||||||||||||||||||||||
| № варианта | Шлицевое соединение | Резьбовое соединение | Зубчатая передача | ||||||||||||||||||||||||||||||||
| Z | d | D | № поз. | Обозн. резьбы | d2 изм | Рп | /2пр | /2лев | № поз. | а | m | Z | V, м/с | ||||||||||||||||||||||
| мм | мм | мкм | мин | мм | |||||||||||||||||||||||||||||||
| 9 | 16 | 52 | 60 | 7 | М8 | 7,12 | 18 | +10 | -5 | 2 | 140 | 4 | 35 | 10 | |||||||||||||||||||||
| | |||||||||||||||||||||||||||||||||||
| № варианта | Размерная цепь, размеры в мм | ||||||||||||||||||||||||||||||||||
| Аmax | Аmin | A1=A5 | A2=A4 | A3 | A6=A10 | A7 | A8 | ||||||||||||||||||||||||||||
| 9 | 2,6 | 0,5 | 5 | 2,0 | 226 | 18-0,12 | 105 | 65 | |||||||||||||||||||||||||||
2. Нормирование точности гладких соединений
2.1. Соединения гладких валов и отверстий
Подбор посадки методом подобия
Таблица 2.1
Карта исходных данных по D1
| Наименования исходных данных | Значения исходных данных |
| Номинальный размер соединения и его значение | D1 = 190 мм |
| Название деталей, входящих в соединение | Промежуточный корпус 4 и корпус 1 |
| Требования, предъявляемые к работе соединения (из описания к рисунку) | Промежуточный корпус 4 подшипника 6 монтируется в гнездо корпуса 1 с точным центрированием по диаметру D1, |
Выбрать систему посадки
В соединение входит промежуточный корпус 4 подшипника 6 и гнездо корпуса 1. Так как внутренние поверхности более сложны в обработке, то выбираем систему отверстия СН с основным отверстием в промежуточном корпусе 4.
Определить тип посадки
Посадки с зазором используются в неподвижных соединениях при невысокой точности центрирования поэтому выбираем скользящую посадку – H/h.
Методом подобия подбираем вид сопряжения, назначаем предпочтительную посадку H7/h6. Наименьший зазор равен нулю, наибольший – сумме допусков вала и отверстия. При L≤3d зазоры не ощущаются. Широко используемая посадка: сменные шестерни на валах металлообрабатывающих станков, фрезы на оправках, центрирующие корпуса (стаканы) под подшипники качения, поршни в цилиндрах пневматических сверлильных машин.
Применяются в посадках с 4-го по 12-й квалитет.
Назначаем посадку Ø 190 H7/h6.
Определить предельные отклонения сопрягаемых деталей
Предельные отклонения отверстия Ø190H7:
верхнее ES = +46 мкм; нижнее EI = 0 мкм.
Предельные отклонения вала Ø190h6:
верхнее es = 0 мкм; нижнее ei = -29 мкм.
Допуски размеров отверстия и вала:
TD = ES - EI = 46 - 0 = 46 мкм;
Td = es - ei = 0 – (-29) = 29 мкм.
Определить предельные размеры отверстия и вала
Предельные размеры отверстия:
Dmax = D + ES = 190,000 + 0,046 = 190,046 мм;
Dmin = D + EI = 190,000 + 0 = 190,000 мм;
Dm = Dmin + TD/2 = 190,000 + 0,023 = 190,023 мм.
Предельные размеры вала:
dmax = d + es = 190,000 + 0 = 190,000 мм;
dmin = d + ei = 190,000 – 0,029 = 189,971 мм;
dm = dmin + Td/2 = 189,971 + 0,0145 = 189,9855 мм.
Выполнить расчет характеристик посадки
Максимальный зазор:
Smax = Dmax - dmin = 190,046 – 189,971 = 0,075 мм;
Минимальный зазор:
Smin = Dmin - dmax = 190,000 – 190,000 = 0 мм;
TS = Smax + Smin = 0,075 + 0 = 0,075 мм.
Проверка: TS = Td + TD = 0,046 + 0,029 = 0,075 мм.
Построить схему расположения полей допусков
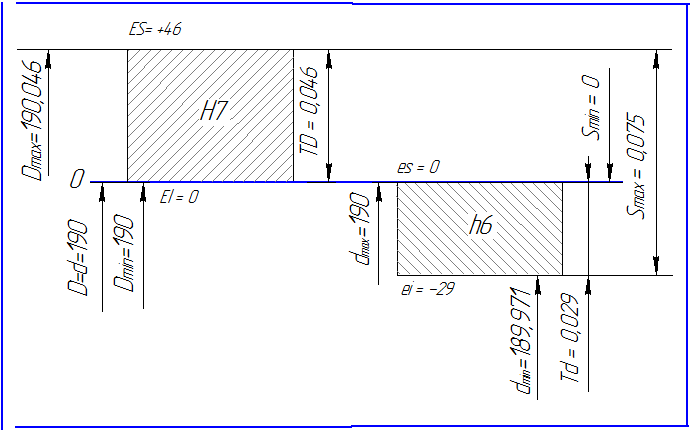
Рис. 2.1 - Схема расположения полей допусков вала и отверстия
посадки по D1
Назначить шероховатость и допуски формы поверхностей.
Технические требования на рабочие чертежи деталей определяем расчетным методом для нормального уровня относительной геометрической точности (А).
Коэффициенты соотношения допусков размеров к допускам шероховатости и формы поверхностей принимаем значения [1, табл. 2.11]: Kr = 0,05;
Kф = 0,3.
Для отверстия и вала допуск размера TD = 46 мкм; Td = 29 мкм.
Ra = Kr·Td = 0,05· 29 = 1,45 мкм, принимаем для вала: 1,6 мкм по [1, табл.
2.2] Ra = Kr·TD = 0,05· 46 = 2,3 мкм, принимаем для отверстия: 1,6 мкм.
Тф = Кф·Тd = 0,3·29 = 8,7 мкм, округляем до Тф =8 мкм (вал) [1, табл. 2.9].
Тф = Кф·ТD = 0,3·46 = 13,8 мкм, округляем до Тф = 12 мкм (отверстие).
Рис. 2.2 - Эскизы: а –стакана 4; б –корпуса 1
Таблица 2.2
Карта исходных данных по D2
| Наименования исходных данных | Значения исходных данных |
| Номинальный размер соединения и его значение | D2 = 45 мм |
| Название деталей, входящих в соединение | Вал 13, зубчатое колесо 2 |
| Требования, предъявляемые к работе соединения (из описания к рисунку) | На вал 13 по D2 установлено зубчатое колесо |
Выбрать систему посадки
В соединение входит вал 13 и зубчатое колесо 2. Так как внутренние поверхности более сложны в обработке, то выбираем систему отверстия CH.
Определить тип посадки
Переходные посадки обеспечивают точное центрирование, поэтому принимаем переходную напряженную посадку – H/k.
Методом подобия подбираем вид сопряжения, назначаем предпочтительную посадку H7/k6 [1, табл. 1.6]. В соединениях по переходной посадке H7/k6, вероятность получения зазоров и натягов одинакова. При L≤3d зазоры не ощущаются. Она применяется для установки зубчатых колес на валах редукторов, в станках других машинах, передача крутящего момента обеспечивается шпонкой.
Назначаем посадку Ø 45H7/k6.
Определить предельные отклонения сопрягаемых деталей
Предельные отклонения отверстия Ø45H7:
верхнее ES = +25 мкм; нижнее EI = 0 мкм.
Предельные отклонения вала Ø45k6:
верхнее es = +18 мкм; нижнее ei = +2 мкм.
Допуски размеров отверстия и вала:
TD = ES - EI = 25 - 0 = 25 мкм;
Td = es - ei = 18 - 2 = 16 мкм.
Определить предельные размеры отверстия и вала
Предельные размеры отверстия:
Dmax = D + ES = 45,000 + 0,025 = 45,025 мм;
Dmin = D + EI = 45,000 + 0 = 45,000 мм;
Dm = Dmin + TD/2 = 45,000 + 0,0125 = 45,0125 мм.
Предельные размеры вала:
dmax = d + es = 45,000 + 0,018 = 45,018 мм;
dmin = d + ei = 45,000 + 0,002 = 45,002 мм;
dm = dmin + Td/2 = 45,002 + 0,008 = 45,010 мм.
Выполнить расчет характеристик посадки
Максимальный зазор:
Smax = Dmax - dmin = 45,025 – 45,002 = 0,023 мм;
Максимальный натяг:
Nmax = dmax - Dmin = 45,018 – 45,000 = 0,018 мм;
TS(N) = Smax + Nmax = 0,023 + 0,018 = 0,041 мм.
Проверка: TS(N) = Td + TD = 0,025 + 0,016 = 0,041 мм
Построить схему расположения полей допусков
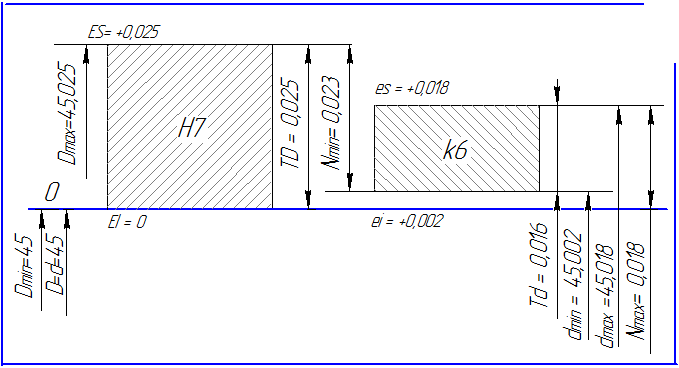
Рис. 2.3 - Схема расположения полей допусков вала и отверстия
посадки по D2
Назначить шероховатость и допуски формы поверхностей
Значение шероховатости поверхностей сопрягаемых деталей определяем методом подобия. Для соответствующих квалитетов при нормальном уровне относительной геометрической точности (А) [1, табл. 2.3 и табл. 2.4]:
- для отверстия 7-го квалитета Ø45 мм: Ra =3,2 мкм.
- для вала 6-го квалитета Ø45 мм: Ra = 1,6 мкм.
Допуск формы поверхности – цилиндричности (круглости и допуск профиля продольного сечения) назначаем по [1, табл. 2.3]; [1, табл. 2.9]:
- для отверстия Ø45Н7 рекомендуется 6- я степень, при относительной геометрической точности А допуск формы имеет значение: Тф = 8 мкм;
- для вала Ø45k6 требуется 5- я степень, при относительной геометрической точности А - Тф = 5 мкм.
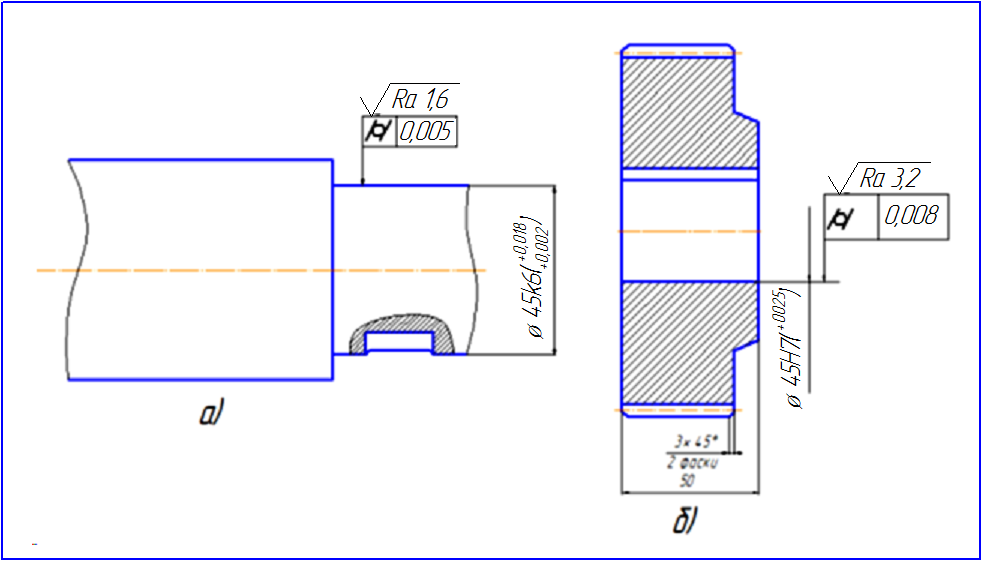
Рис. 2.4 - Эскизы: Эскизы:

