Файл: Задание курсовой нормирование точности гладких соединений.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 08.02.2024
Просмотров: 29
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

а - вала 13; б - зубчатого колеса 2
Назначение посадки расчетным методом
Таблица 2.3
Карта исходных данных по D3
Выбрать систему посадки
В соединение входят корпус 1 и гильза 12, так как внутренние поверхности более сложные в обработке и измерении, выбираем систему отверстия СН.
Рассчитать относительную точность посадки и определить
квалитет
Рассчитать допуск посадки: TS= Smax - Smin= 125 - 45 = 80 мкм
По номинальному размеру Ø160 находим единицу допуска [1, табл. 1.1]:
i= 2,5 мкм.
Средняя точность по числу единиц допуска посадки:
as=TS/ i= 80/2,5 = 32.
Исходя из того, что as= aD+ ad , принимаем aD= ad= 16, что соответствует
7-му квалитету для обеих деталей.
Определить предельные отклонения сопрягаемых деталей
Принята система отверстия, следовательно, отверстие – Ø 160H6 (+0,025).
Верхнее отклонение по модулю для вала равно минимальному зазору что соответствует основному отклонению - f [1, табл. 1.2]
что соответствует основному отклонению - f [1, табл. 1.2]
 -43 мкм, следовательно, вал имеет поле допуска – Ø160f6
-43 мкм, следовательно, вал имеет поле допуска – Ø160f6  .
.
Нижнее отклонение вала определим по формуле:
 мм.
мм.
Посадка будет в следующем виде .
.
Расчет характеристик посадки
Предельные отклонения отверстия Ø160H6:
верхнее ES = +25 мкм; нижнее EI = 0 мкм.
Предельные отклонения вала Ø160f6:
верхнее es = -43 мкм; нижнее ei = -68 мкм.
Допуски размеров отверстия и вала:
TD = ES - EI = 25 - 0 = 25 мкм;
Td = es - ei = 43 – (-68) = 25 мкм.
Предельные размеры отверстия:
Dmax = D + ES = 160,000 + 0,025 = 160,025 мм;
Dmin = D + EI = 160,000 + 0 = 160,000 мм;
Dm = Dmin + TD/2 = 160,000 + 0,0125 = 160,0125 мм.
Предельные размеры вала:
dmax = d + es = 160,000 – 0,043 = 159,957 мм;
dmin = d + ei = 160,000 – 0,068 = 159,932 мм;
dm = dmin + Td/2 = 159,932 + 0,0125 = 159,9445 мм.
Максимальный зазор:
Smax = Dmax - dmin = 160,025 – 159,932 = 0,093 мм;
Минимальный зазор:
Smin = Dmin - dmax = 160,000 – 159,957 = 0,043 мм;
TS = Smax - Smin = 0,093 – 0,043 = 0,050 мм.
Проверка: TS = Td + TD = 0,025 + 0,025 = 0,050 мм
Проверка правильности расчета посадки производится путем сравнения табличных (стандартных) значений предельных зазоров с заданными:
 ,
, 
Условия правильности расчета выполнены.
Схема расположения полей допусков посадки по диаметру D3 представлена на рис. 2.5.
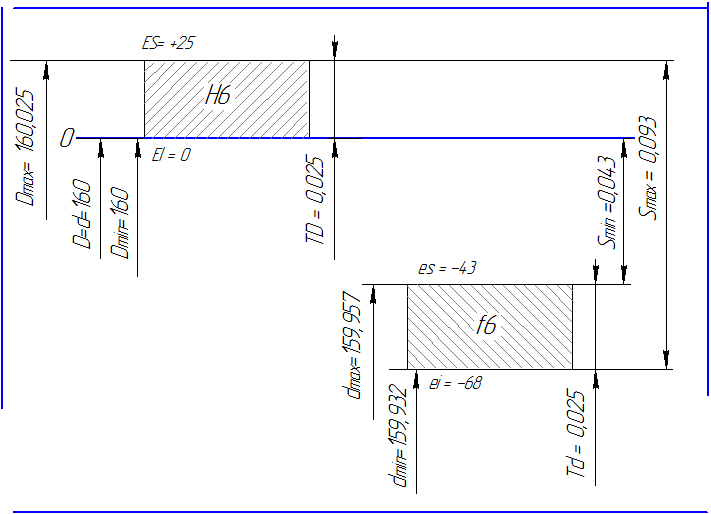
Рис. 2.5 - Схема расположения полей допусков вала и отверстия
посадки по D3
Назначить шероховатость и допуски формы поверхностей
Технические требования на рабочие чертежи деталей определим расчетным методом для нормального уровня относительной геометрической точности (А). Коэффициенты соотношения допусков размеров к допускам шероховатости и формы поверхностей принимаем значения [1, табл. 2.11]: Kr = 0,05; Kф = 0,3.
Для отверстия и вала допуск размера TD =Td = 25 мкм; Ra = Kr·Td = 0,05·25 = 1,25 мкм, принимаем для отверстия и вала: 1,6 мкм по [1, табл. 2.2].
Расчет допуска формы (допуска цилиндричности):
Tф = Кф· Тd = 0,3·25 = 7,5 мкм , округляем до Tф= 8 мкм [1, табл. 2.9].

Ø160H6
Ø160
Рис. 2.6 - Эскизы а) гильзы 12; б) корпуса 1.
2.2. Контроль размеров гладкими калибрами.
Таблица 2.4
Карта исходных данных для проектирования калибров
Определяем допуски и отклонения гладких калибров
По номинальному размеру вала (отверстия) и по квалитету точности выбранной посадки найти отклонения и допуски для калибра – скобы (пробки), а также на контркалибры К-И, К-ПР, К-НЕ. Допуски и отклонения гладких калибров определены по ГОСТ 24853-81. [1, табл. 8.1].
Найденные значения указаны в таблице 2.5
Таблица 2.5
Допуски и отклонения гладких калибров, мкм
Проектирование калибра-пробки
Для калибра-пробки выбираем схему расположения полей допусков для размеров до 180 мм, квалитетов с 6-го по 8-й [4, рис. 1, а] или [1, рис. 8.1, а].
Схема представлена на рис. 2.7.
Расчет исполнительных размеров калибра-пробки
Исполнительные и предельные размеры пробки согласно схеме расположения полей допусков (рис. 2.7), подсчитываются по формулам [1, табл. 8.2]:
 мм,
мм,
 мм,
мм,
 160,0065-0,005 мм,
160,0065-0,005 мм,
 мм,
мм,
 мм,
мм,
 160,0275-0,005 мм.
160,0275-0,005 мм.
Размер предельного износа пробки определяется по следующей формуле:
 мм
мм
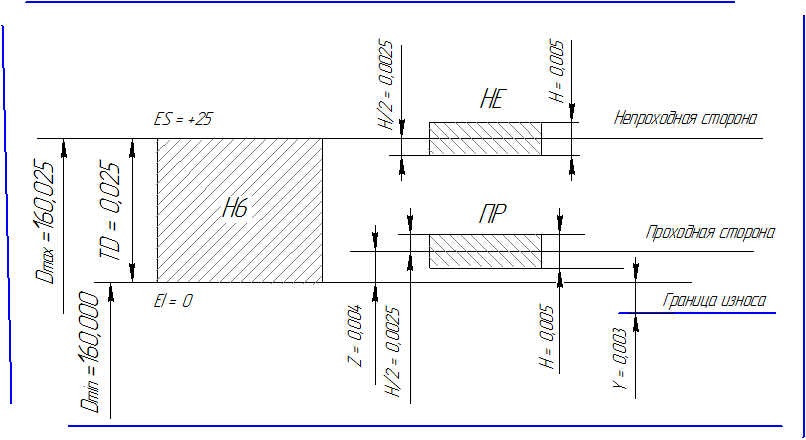
Рис. 2.7. Схема расположения полей допусков отверстия и калибра-пробки
Технические требования к калибрам
Допуск цилиндричности (для круглых пробок) [1, 4]:
 мкм. Округляем до ближайшего числа из ряда чисел:(0,8; 1; 2; 2,5; 3; 4; 5; 6; 8; 10…)
мкм. Округляем до ближайшего числа из ряда чисел:(0,8; 1; 2; 2,5; 3; 4; 5; 6; 8; 10…)  мкм.
мкм.
Шероховатость рабочих поверхностей Raпо ГОСТ 2015-84 [1, табл. 8.3]: пробки и скобы − Ra= 0,05 мкм, контркалибров −Ra= 0,025 мкм.
Шероховатость торцов ― Ra= 1,6 мкм, фасок ― Ra= 0,8 мкм.
Размер контролируемого отверстия свыше 50 мм, поэтому выбираем калибры-пробки с насадками:
проходную по ГОСТ 14822-69,
непроходную по ГОСТ 14823-69.
Таблица 2.6.
Конструктивные размеры калибра-пробки
а) б)
Рис 2.7. Эскизы пробок:
а - пробка проходная -8140-0115 Н6, ГОСТ 14822-69;
б - непроходная - 8140-0165 Н6, ГОСТ 14823-69
Проектирование калибра – скобы
Для калибра-пробки выбираем схему расположения полей допусков для размеров до 180 мм, квалитетов с 6-го по 8-й [4, рис. 2, а] или [1, рис. 8.2, а]
Схема представлена на рис. 2.8.
Расчет исполнительных размеров калибра-скобы
Исполнительные и действительные размеры скобы, согласно схеме расположения полей допусков (рис. 2.8.), подсчитываются по формулам [1, табл. 8.2]:
 мм,
мм, мм,
мм,
 159,947+0,008 мм,
159,947+0,008 мм,
 мм,
мм,
 мм,
мм,
 159,928+0,008 мм.
159,928+0,008 мм.
Размер предельного износа скобы определяется по следующей формуле [1, табл. 8.2; 4, с. 8]: мм.
мм.
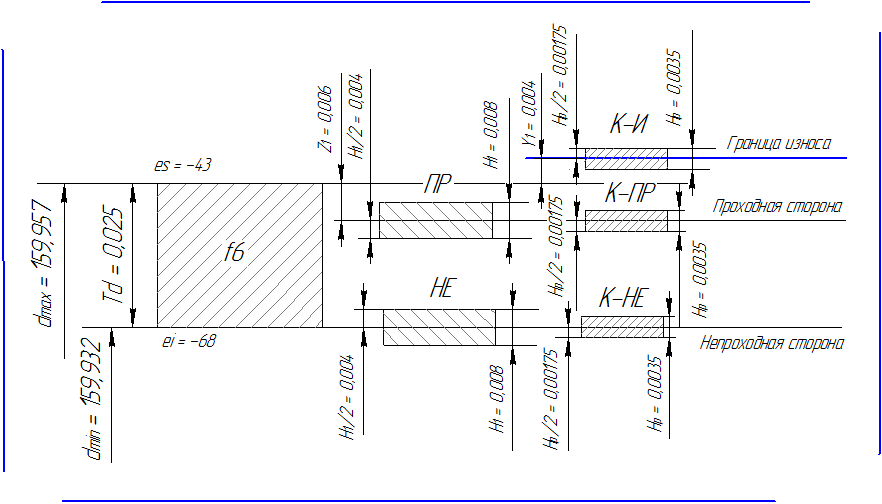
Рис. 2.8. Схема расположения полей допусков вала, калибра-скобы
Назначение посадки расчетным методом
Таблица 2.3
Карта исходных данных по D3
| Наименования исходных данных | Значения исходных данных |
| Номинальный размер соединения и его значение | D3 = 160 мм |
| Название деталей, входящих в соединение | Корпус 1, гильза 12 |
| Заданные характеристики для расчетного метода назначения посадок, мкм: Smax (Nmax); Smin (Nmin) | Smax = 125 Smin = 45 |
Выбрать систему посадки
В соединение входят корпус 1 и гильза 12, так как внутренние поверхности более сложные в обработке и измерении, выбираем систему отверстия СН.
Рассчитать относительную точность посадки и определить
квалитет
Рассчитать допуск посадки: TS= Smax - Smin= 125 - 45 = 80 мкм
По номинальному размеру Ø160 находим единицу допуска [1, табл. 1.1]:
i= 2,5 мкм.
Средняя точность по числу единиц допуска посадки:
as=TS/ i= 80/2,5 = 32.
Исходя из того, что as= aD+ ad , принимаем aD= ad= 16, что соответствует
7-му квалитету для обеих деталей.
Определить предельные отклонения сопрягаемых деталей
Принята система отверстия, следовательно, отверстие – Ø 160H6 (+0,025).
Верхнее отклонение по модулю для вала равно минимальному зазору
что соответствует основному отклонению - f [1, табл. 1.2] -43 мкм, следовательно, вал имеет поле допуска – Ø160f6 .Нижнее отклонение вала определим по формуле:
мм. Посадка будет в следующем виде
. Расчет характеристик посадки
Предельные отклонения отверстия Ø160H6:
верхнее ES = +25 мкм; нижнее EI = 0 мкм.
Предельные отклонения вала Ø160f6:
верхнее es = -43 мкм; нижнее ei = -68 мкм.
Допуски размеров отверстия и вала:
TD = ES - EI = 25 - 0 = 25 мкм;
Td = es - ei = 43 – (-68) = 25 мкм.
Предельные размеры отверстия:
Dmax = D + ES = 160,000 + 0,025 = 160,025 мм;
Dmin = D + EI = 160,000 + 0 = 160,000 мм;
Dm = Dmin + TD/2 = 160,000 + 0,0125 = 160,0125 мм.
Предельные размеры вала:
dmax = d + es = 160,000 – 0,043 = 159,957 мм;
dmin = d + ei = 160,000 – 0,068 = 159,932 мм;
dm = dmin + Td/2 = 159,932 + 0,0125 = 159,9445 мм.
Максимальный зазор:
Smax = Dmax - dmin = 160,025 – 159,932 = 0,093 мм;
Минимальный зазор:
Smin = Dmin - dmax = 160,000 – 159,957 = 0,043 мм;
TS = Smax - Smin = 0,093 – 0,043 = 0,050 мм.
Проверка: TS = Td + TD = 0,025 + 0,025 = 0,050 мм
Проверка правильности расчета посадки производится путем сравнения табличных (стандартных) значений предельных зазоров с заданными:
, Условия правильности расчета выполнены.
Схема расположения полей допусков посадки по диаметру D3 представлена на рис. 2.5.
Рис. 2.5 - Схема расположения полей допусков вала и отверстия
посадки по D3
Назначить шероховатость и допуски формы поверхностей
Технические требования на рабочие чертежи деталей определим расчетным методом для нормального уровня относительной геометрической точности (А). Коэффициенты соотношения допусков размеров к допускам шероховатости и формы поверхностей принимаем значения [1, табл. 2.11]: Kr = 0,05; Kф = 0,3.
Для отверстия и вала допуск размера TD =Td = 25 мкм; Ra = Kr·Td = 0,05·25 = 1,25 мкм, принимаем для отверстия и вала: 1,6 мкм по [1, табл. 2.2].
Расчет допуска формы (допуска цилиндричности):
Tф = Кф· Тd = 0,3·25 = 7,5 мкм , округляем до Tф= 8 мкм [1, табл. 2.9].
Ø160H6
Ø160
Рис. 2.6 - Эскизы а) гильзы 12; б) корпуса 1.
2.2. Контроль размеров гладкими калибрами.
Таблица 2.4
Карта исходных данных для проектирования калибров
| Контролируемая поверхность | Контролируемый размер | Калибр |
| Отверстие | Ø160H6(+0,025) | Пробка |
| Вал | Ø160f6 | Скоба |
Определяем допуски и отклонения гладких калибров
По номинальному размеру вала (отверстия) и по квалитету точности выбранной посадки найти отклонения и допуски для калибра – скобы (пробки), а также на контркалибры К-И, К-ПР, К-НЕ. Допуски и отклонения гладких калибров определены по ГОСТ 24853-81. [1, табл. 8.1].
Найденные значения указаны в таблице 2.5
Таблица 2.5
Допуски и отклонения гладких калибров, мкм
| Наименование параметров | Пробка | Скоба | ||
| Обозначение | Величина | Обозначение | Величина | |
| Размер сдвига поля допуска проходных калибров внутрь поля допуска детали |  | 4 |  | 6 |
| Размер выхода допуска на износ за границу поля допуска детали |  | 3 |  | 4 |
| Допуск на изготовление калибра |  | 5 |  | 8 |
| Допуск на изготовление контркалибра |  | ― | | 3,5 |
Проектирование калибра-пробки
Для калибра-пробки выбираем схему расположения полей допусков для размеров до 180 мм, квалитетов с 6-го по 8-й [4, рис. 1, а] или [1, рис. 8.1, а].
Схема представлена на рис. 2.7.
Расчет исполнительных размеров калибра-пробки
Исполнительные и предельные размеры пробки согласно схеме расположения полей допусков (рис. 2.7), подсчитываются по формулам [1, табл. 8.2]:
мм, мм, 160,0065-0,005 мм, мм, мм, 160,0275-0,005 мм.Размер предельного износа пробки определяется по следующей формуле:
мм Рис. 2.7. Схема расположения полей допусков отверстия и калибра-пробки
Технические требования к калибрам
Допуск цилиндричности (для круглых пробок) [1, 4]:
мкм. Округляем до ближайшего числа из ряда чисел:(0,8; 1; 2; 2,5; 3; 4; 5; 6; 8; 10…) мкм.Шероховатость рабочих поверхностей Raпо ГОСТ 2015-84 [1, табл. 8.3]: пробки и скобы − Ra= 0,05 мкм, контркалибров −Ra= 0,025 мкм.
Шероховатость торцов ― Ra= 1,6 мкм, фасок ― Ra= 0,8 мкм.
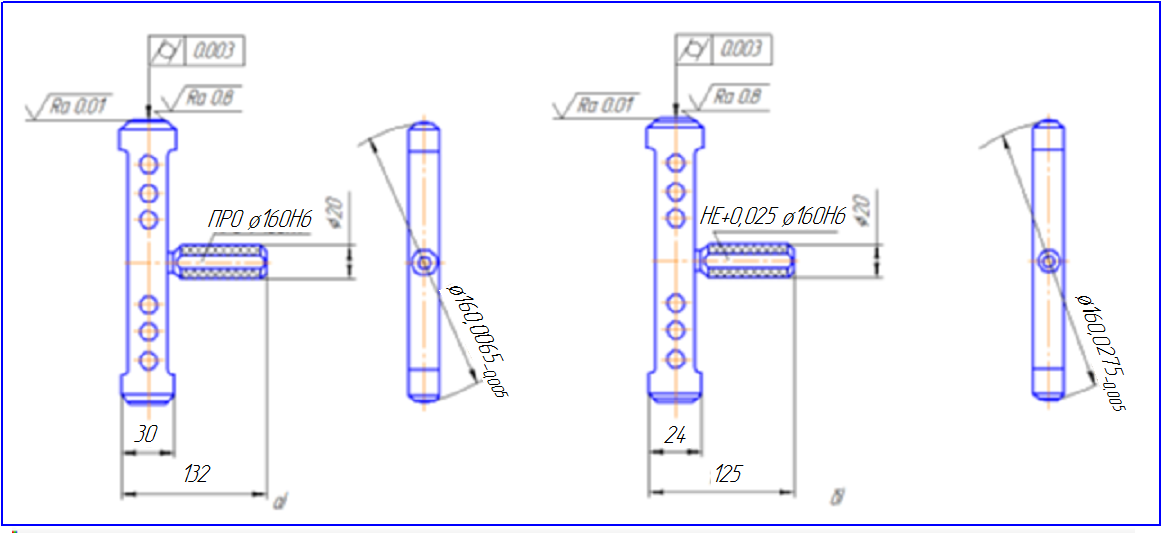
Размер контролируемого отверстия свыше 50 мм, поэтому выбираем калибры-пробки с насадками:
проходную по ГОСТ 14822-69,
непроходную по ГОСТ 14823-69.
Таблица 2.6.
Конструктивные размеры калибра-пробки
| Пробка проходная по ГОСТ 14822 | Пробка непроходная по ГОСТ 14823 | ||||||||
| Обозначение пробки | Dном отв. | L | l | Масса, кг | Обозначение пробки | Dном отв. | L1 | l1 | Масса, кг |
| 8140-0115 | 160 | 132 | 30 | 0,72 | 8140-0115 | 160 | 125 | 24 | 0,53 |
а) б)
Рис 2.7. Эскизы пробок:
а - пробка проходная -8140-0115 Н6, ГОСТ 14822-69;
б - непроходная - 8140-0165 Н6, ГОСТ 14823-69
Проектирование калибра – скобы
Для калибра-пробки выбираем схему расположения полей допусков для размеров до 180 мм, квалитетов с 6-го по 8-й [4, рис. 2, а] или [1, рис. 8.2, а]
Схема представлена на рис. 2.8.
Расчет исполнительных размеров калибра-скобы
Исполнительные и действительные размеры скобы, согласно схеме расположения полей допусков (рис. 2.8.), подсчитываются по формулам [1, табл. 8.2]:
мм, мм, 159,947+0,008 мм, мм, мм, 159,928+0,008 мм.Размер предельного износа скобы определяется по следующей формуле [1, табл. 8.2; 4, с. 8]:
мм. Рис. 2.8. Схема расположения полей допусков вала, калибра-скобы

