Файл: Содержание 1конструкция колёсной пары электровоза вл10 7.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 03.02.2024
Просмотров: 85
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Основными неисправностями являются эксплуатационные дефекты. Их появление может быть связано с неправильной регулировкой тормозной рычажной передачи или с неправильным управлением торможением и тягой. Риски возникновения данных неисправностей возможно уменьшить, повышая квалификацию и замотивированность работников эксплуатационных депо и ремонтных бригад. Также уменьшить риски возникновения наваров и наплывов и снизить уровень вибрации может внедрение прорезиненных колёс, однако это довольно сложный узел, который в основном применяется на пассажирских скоростных и высокоскоростных поездах или поездах метро.
Появление дефектов, которые возникают из-за некачественной отливки деталей колёсной пары, возможно устранить обточкой, если это незначительный дефект (например, раковина небольших размеров). Значительные дефекты и неудовлетворительное качество литья являются основанием для списания колёсной пары полностью, либо отдельных деталей.
Неисправности, связанные с некачественной сборкой, зачастую являются критическими, поэтому их возникновение на производстве является браком. Снизить брак при сборке возможно повышением квалификации сотрудников и повышением качества технической оснастки и оснащения. Особое внимание при этом нужно уделить различным измерительным инструментам и приборам, чтобы обеспечить повышение качества операционного и предварительного контроля.
- 1 2 3 4 5 6
Способы очистки, осмотра и контроля деталей колёсной пары
Колёсная пара может быть очищена различными способами, в том числе вручную или с помощью определённых механизированных приспособлений. Помимо использования механизированного труда, могут использоваться различные средства автоматизации: устройства для очистки колёсных пар. Согласно одному из патентов устройства для очистки колёсных пар, их очистка и мойка производится в автоматическом режиме при вращении самой колёсной пары.
При этом колёсная пара может очищаться металлическими щётками и раствором каустической соды и горячей воды. В таком устройстве два комплекта щёток: активной и пассивной очистки. Щётки активной очистки представляют собой вращающиеся металлические щётки с дополнительным возвратно-поступательным механизмом. Щётки пассивной очистки – профильные щётки с механизмами качения.
Существует и аналогичное устройство, в котором мойка колёсных пар проводится с помощью горячей воды, подаваемой программируемыми форсунками на поверхности под высоким давлением.
В самом патенте зарегистрировано устройство мойки колёсных пар раствором каустической соды в горячей воде. Моющая смесь подаётся из баков с жидкостью с помощью насоса, который создаёт водо-воздушную смесь и подаёт её в моющую камеру. Сама мойка производится форсунками плоской формы под высоким давлением. Устройство, указанное в патенте представлено на рисунках 2.8 и 2.9.
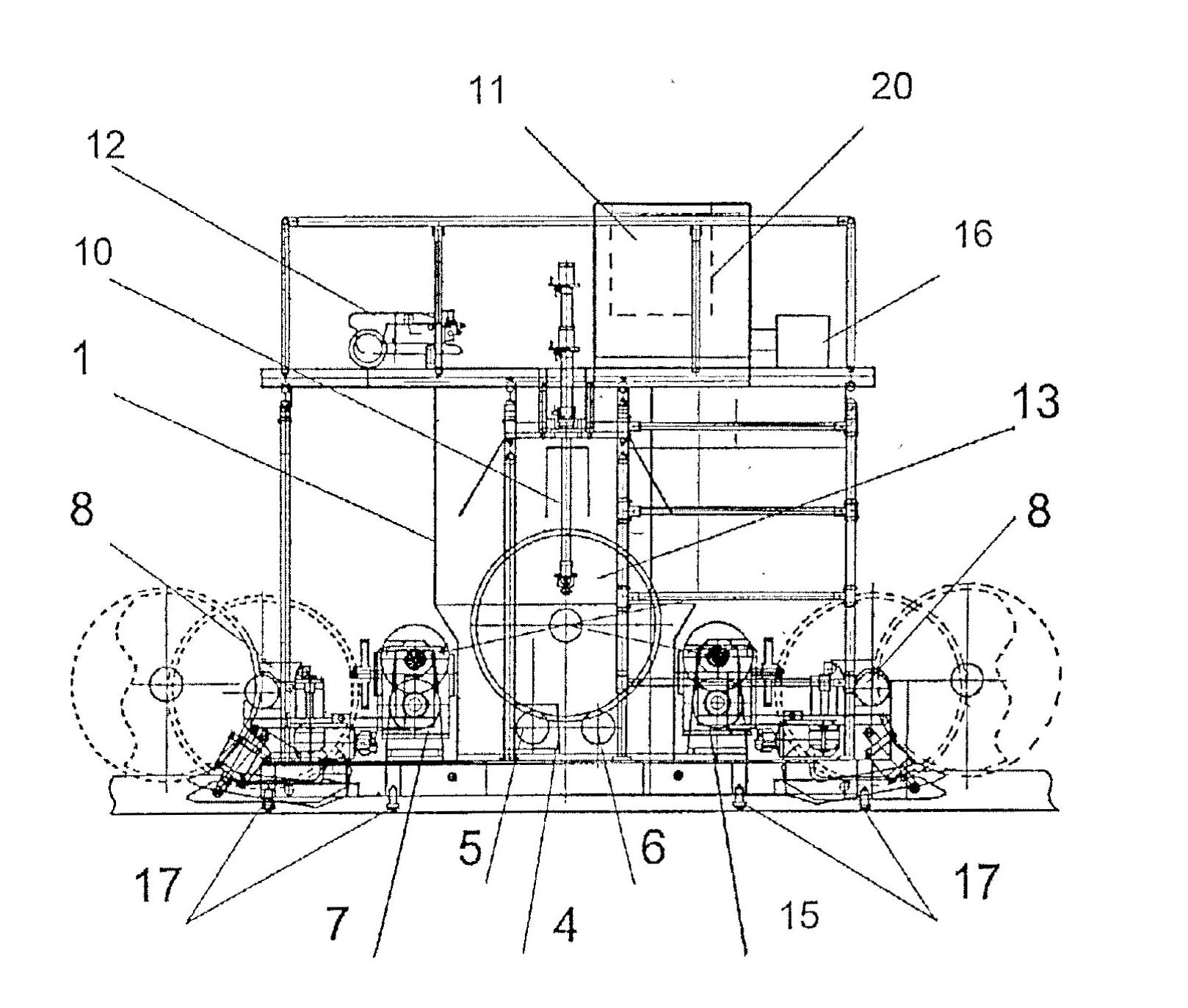
Рисунок 2.8 – Схема работы и общий вид устройства для очистки колёсных пар
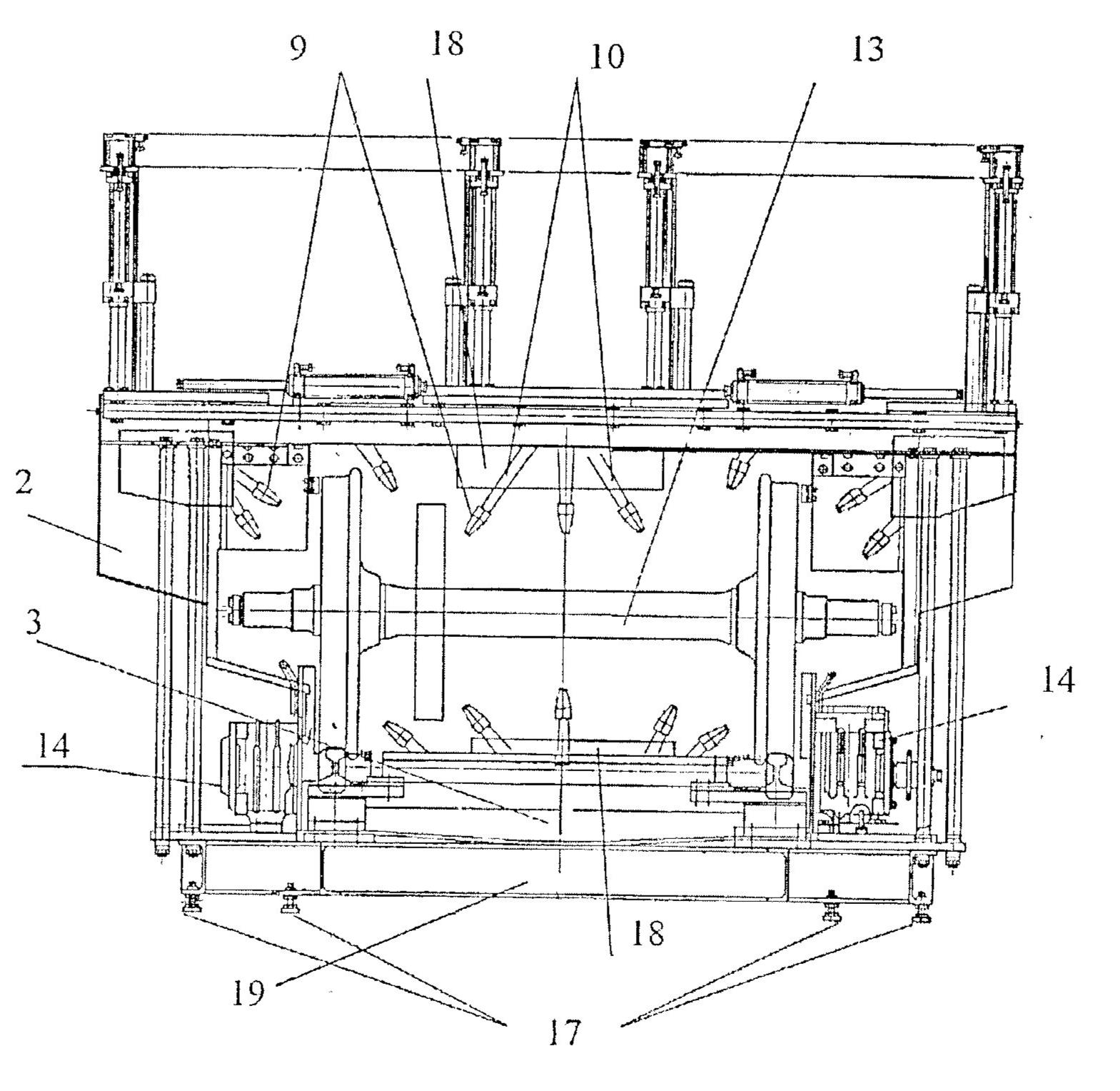
Рисунок 2.9 – Устройство для очистки колёсных пар (вид спереди)
После чистки проводится осмотр колёсной пары. Осмотр включает в себя общий визуальный осмотр деталей колёсной пары, её обстукивание, измерение геометрических параметров профиля катания колёсной пары и других её частей. При обстукивании проверяют, есть ли риск ослабления бандажа и бандажного кольца. Если звук при обстукивании не соответствует звуку исправного колеса, то проверяется визуально, с помощью фонарика и, при необходимости, лупы. При наличии следов ржавчины

, грязи, металлического блеска на одной из поверхностей колёсного центра, либо сдвига бандажной метки, колёсная пара считается неисправной в связи с ослаблением бандажа. При наличии тех же следов на внутренней грани колёсного центра измеряется суммарная длина ослабленного места: допускается ослабление бандажного кольца, не более чем в трёх местах, суммарной длиной ослабленного места не более 30% и не ближе 100 мм к замку кольца. Помимо стандартных проверок, бандажи могут проверяться щупом на наличие внутренних трещин.
Ось колёсной пары проверяют на наличие трещин и протёртых мест. Трещины и протёртые места на оси являются критическими неисправностями, поэтому такая ось подлежит замене.
Помимо визуального осмотра, при полном освидетельствовании колёсная пара подлежит и неразрушающему контролю, чтобы убедиться в отсутствии напряжений в основном металле новых деталей и исправном состоянии старых.
Согласно ГОСТ 34650-2020 неразрушающий контроль (далее – НК) бандажей и цельнокатаных колёс проводят акустическим (ультразвуковым), оптическим, магнитным, радиационным (рентгеновским) видами НК. По согласованию изготовителя и заказчика могут применяться и другие виды НК, верифицированные в ГОСТ 33514. При этом, магнитопорошковый вид НК может использоваться только для чистового контроля
Для ультразвукового контроля осей колесных пар. Сущность: заключается в том, что вводят ультразвуковые колебаний под разными углами во вращающуюся ось с помощью преобразователей ультразвуковых колебаний, принимают эхо-сигналы, по параметрам которых определяют качество оси, при этом преобразователи устанавливают на предподступичную часть и разворачивают их относительно геометрической оси таким образом, что излучение первого преобразователя направляют в часть шейки оси, расположенную в зоне нахождения промежутка между двумя подшипниками, излучение второго преобразователя направляют в область галтели между предподступичной частью и шейкой оси, а отраженный сигнал принимают третьим преобразователем, излучение четвертого - в часть оси, расположенную в зоне расположения внешней кромки ступицы, излучение пятого - в часть оси, расположенную в зоне расположения внутренней кромки ступицы, излучение шестого направляют перпендикулярно геометрической оси, причем первый и четвертый - шестой преобразователи выполнены в виде приемоизлучающих преобразователей, углы ввода преобразователей изменяют в диапазоне 0-65°, а углы разворота изменяют в диапазоне 0-60°. Схематичное изображение того, каким образом проводится НК колёсной пары, приведено на рисунке 2.10.
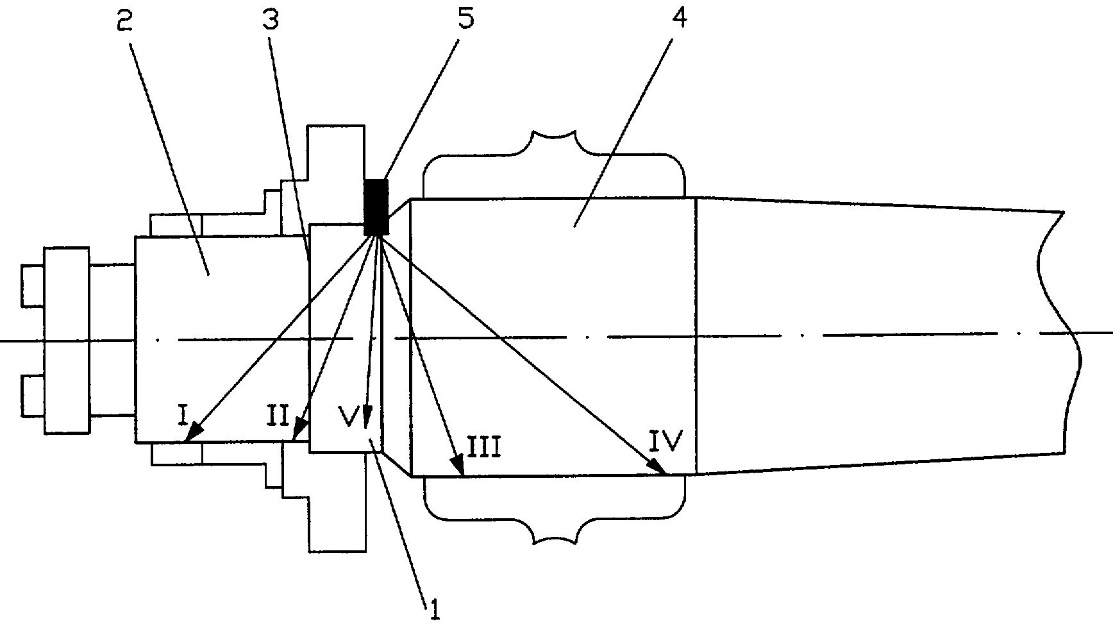
Рисунок 2.10 – Схематичное изображение метода ультразвукового контроля колёсной пары электровоза
Согласно технологической инструкции, разработанной Научно-исследовательским институтом мостов и дефектоскопии, перед проведением магнитопорошкового контроля колёсной пары, её проверяют визуально. На поверхности колёсной пары не должно быть глубоких задиров и особо явных дефектов, а также загрязнений, которые будут мешать проведению дальнейшему контролю. После этого проверяется оборудование. Затем колёсная пара намагничивается, наносится магнитопорошковая суспензия на контролируемую поверхность и после выдержки поверхность проверяется визуально под естественным или дополнительным светом, либо с использованием синего и ультрафиолетового света.
Помимо ультразвукового и магнитопорошкового видов контроля, согласно Инструкции 2631р при полном освидетельствовании применяется вихретоковый контроль зубчатого колеса и нового бандажа.
Приспособления, технологическая оснастка, средства механизации и оборудование, применяемое при ремонте колёсных пар
При снятии бандажа с колёсного центра его нагревают до 300 С, предварительно вырезав бандажного кольца и спрессовывают с колёсного центра. Если снять бандаж таким способом не удаётся, то допускается его разрезание газовой горелкой с особой осторожностью, чтобы не повредить обод колёсного центра. Оборудование и оснастка, которые применяются при полном освидетельствовании указаны в таблицах 3.1 и 3.2
Таблица 2 – Оборудование, применяемая при полном освидетельствовании
| Наименование | Тип |
| Карусельный станок | Оборудование, предназначенное для обработки крупных деталей колёсной пары, например бандажа |
| Колёсотокарный станок | Оборудование, предназначенное для обточки колёсной пары |
| Центровочный станок | Оборудование, предназначенное для обточки круговых деталей (валов) |
| Токарные станки | Оборудование, предназначенное для чернового и чистового точения цилиндрических заготовок |
| Продолжение таблицы 2 | |
| Название | Тип |
| Стенд для балансировки колёсных пар | Оборудование, на котором проводят балансировку вибраций колёсной пары в целом и каждого колеса в частности |
| Установка индукционного нагрева | Оборудование, необходимое для нагрева бандажа до необходимой температуры, чтобы выполнить запрессовку или спрессовку бандажа |
| Комплект для магнитопорошкового контроля | Оборудование, позволяющее совершить соответствующий вид неразрушающего контроля качества изготовленных или обработанных деталей колёсной пары |
| Ультразвуковой дефектоскоп | Оборудование для ультразвуковой дефектоскопии колёсной пары |
| Вихретоковый дефектоскоп | Оборудование, с помощью которого проводится вихретоковый контроль наружной поверхности колёсной пары |
| Гидравлический пресс с самопишущим прибором для записи диаграмм запрессовки и проверки на сдвиг | Оборудование, позволяющее организовать запрессовку бандажа с одновременным операционным контролем |
| Установка для очистки колёсных пар | Оборудование предварительной подготовки колёсной пары к освидетельствованию |
| Станок или приспособление для накатки осей | Оборудование, которое позволяет упрочнить ось колёсной пары накаткой |
| Гидравлический пресс для накатки бандажного кольца | Оборудование, которое позволяет упрочнить поверхности бандажа накаткой |
| Приспособление для гибки бандажных колец | Оборудование, позволяющее произвести бандажное кольцо и установить его на колесо |
| | |
| Продолжение таблицы 2 | |
| Название | Тип |
| Кран-балка | Оборудование для перемещения колёсной пары и её деталей в пределах цеха |
| Шеечные и шеечно-шлифовальные станки | Оборудование, которое позволяет обточить шейки оси и упрочнить их накаткой |