ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.04.2024
Просмотров: 55
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Подвеска, прошедшая контроль, подлежит клеймению. Клеймо должно быть нанесено на внешней поверхности проушины изогнутой ветви подвески. При постановке нового клейма ранее поставленное клеймо необходимо зачистить, при этом маркировка и клеймо завода-изготовителя должны быть сохранены.
Дефектоскопирование подвесок, подлежащих ремонту, необходимо производить после их ремонта.
В подвеску тормозного башмака, прошедшую контроль и клеймение, устанавливаются полимерные втулки по чертежу Т258.00.02 или 194.40.035-0.
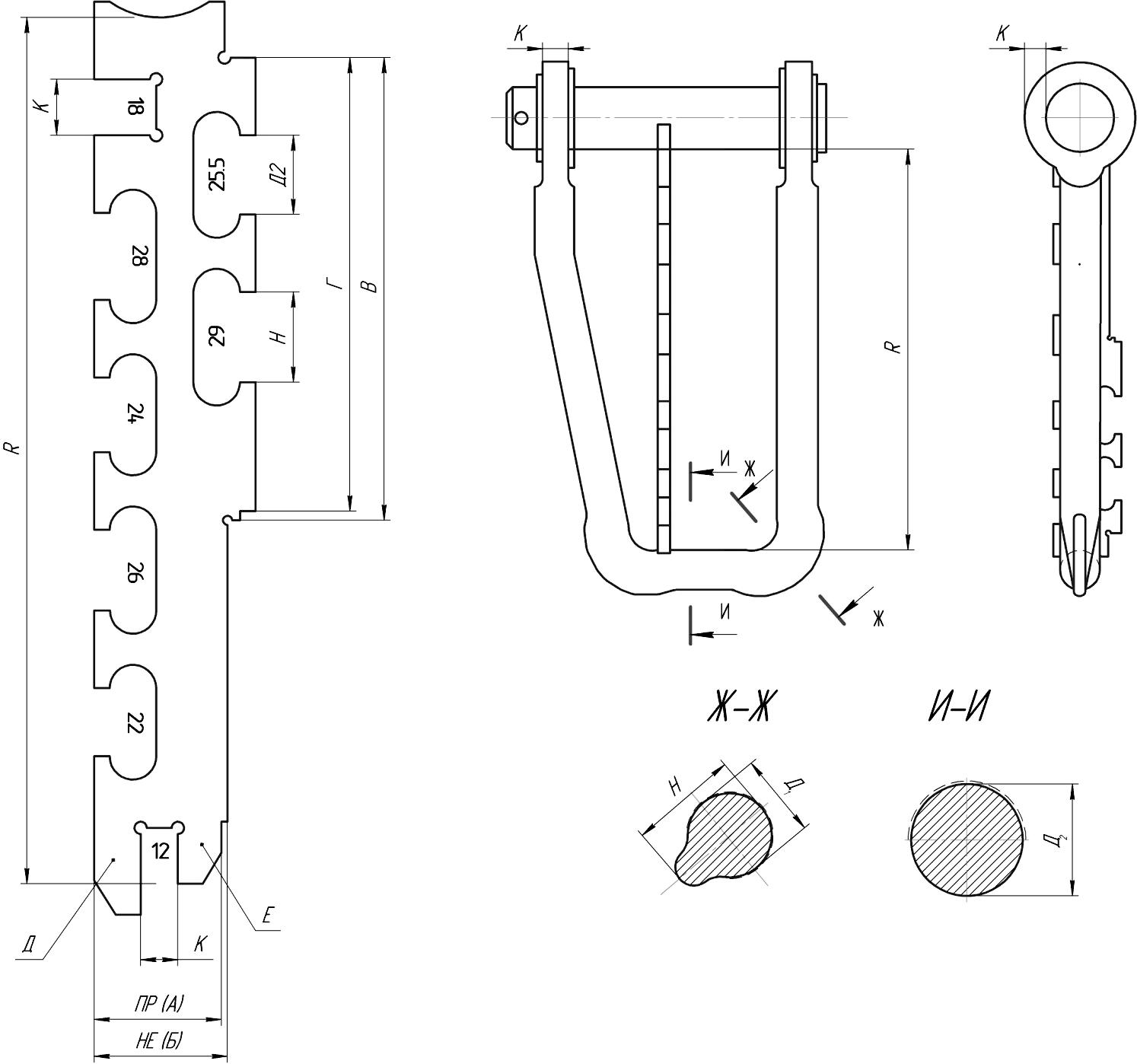
Рисунок 13.3 – Шаблон № 4
Таблица 13.2
-
Наименование
Размер Н, мм
Размер Д2, мм
Подвеска подлежит
ремонту
менее 28, но
более 26
менее 24, но
более 22
Подвеска ремонту
не подлежит - брак
менее 26
менее 22
Дефектация и ремонт башмака неповоротного
Дефектацию тормозного башмака провести в соответствии с таблицей 14.1, рисунок 14.1.
Таблица 14.1
-
Возможный дефект
Метод установления дефекта, средство контроля
Заключение и рекомендуемые методы ремонта
1
2
3
Трещины
Визуальный осмотр
Заменить
И знос поверхности перемычки окна для чеки:
знос поверхности перемычки окна для чеки:
р азмер 1 менее нормы, размер 2 более нормы
П роконтролировать размеры 1 и 2
П ри деповском ремонте:
размер 1 менее 5,5 мм не допускается;
р азмер 2 более 19 мм не допускается.
П ри капитальном ремонте:
р азмер 1 менее 6,5 мм не допускается;
размер 2 более 18 мм не допускается.
Штангенциркуль
ШЦ-I-125-0,1 ГОСТ 166
или шаблон № 5
(Т 542.00.002)
в соответствии с
Т 542.00.000РЭ
Заменить или ремонтировать в соответствии с
п .6.7.2
Износ поверхностей В
Проконтролировать в соответствии с
Т 542.00.000РЭ
Шаблон № 2 (Т 542.02.000)
Щупы
ТУ-034-0221197-011
Заменить или ремонтировать в соответствии с
п. 6.7.3
Износ поверхности паза башмака в зоне контакта с подвеской:
Р азмер 3 более
39 мм
П роконтролировать размер 3
Штангенциркуль
ШЦ-I-125-0,1 ГОСТ 166
или проконтролировать в соответствии с
Т 542.00.000РЭ
шаблон №1 (Т 542.01.000)
Заменить или ремонтировать в соответствии с
п. 6.7.4

Продолжение таблицы 14.1
-
1
2
3
И знос поверхностей паза башмака под ушко колодки:
размеры 4 и 5 более нормы
П роконтролировать размеры 4 и 5
При деповском ремонте:
Р азмер 4 более 50 мм не допускается;
Размер 5 более 45 мм не допускается.
П ри капитальном ремонте:
Размер 4 более
49 мм не допускается;
Р азмер 5 более
44 мм не допускается.
Шаблон № 2 (Т 542.02.000)
в соответствии с
Т 542.00.000РЭ
Щупы ТУ-034-0221197-011
Заменить или ремонтировать в соответствии с
п. 6.7.5
Износ поверхностей Г
Проконтролировать в
соответствии с
Т 542.00.000РЭ
Шаблон № 2 (Т542.02.000)
Щупы ТУ-034-0221197-011
Линейка 150 ГОСТ 427
Заменить или ремонтировать в соответствии с
п. 6.7.6
И знос поверхностей Д:
Размер 6 более 43 мм
П роконтролировать размер 6
Штангенциркуль
ШЦ-I-125-0,1 ГОСТ 166
Или проконтролировать в соответствии с
Т 542.00.000РЭ
Шаблон №2 (Т 542.02.000)
Заменить или ремонтировать в соответствии с
п. 6.7.7
Износ поверхностей отверстия Е:
Р азмеры 7 и 8 более нормы
П роконтролировать размеры 7 и 8
Р азмер 7 более 48 мм не допускается.
Р азмер 8 более 83 мм не допускается
Штангенциркуль
ШЦ-I-125-0,1
ГОСТ 166
Заменить или ремонтировать в соответствии с
п. 6.7.8

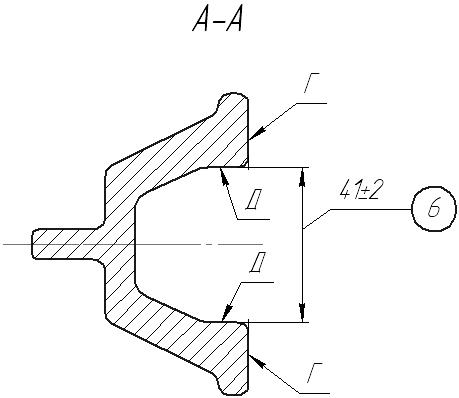

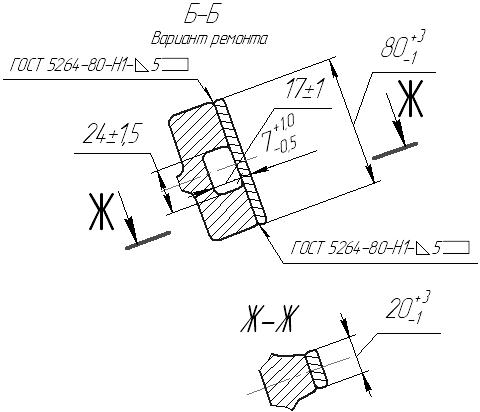
Рисунок 14.1 – Башмак неповоротный 100.40.016-2
Допускается производить ремонт путем приварки стальных пластин с соблюдением следующих требований:
-
изношенная перемычка должна быть удалена таким образом, чтобы после приварки пластины размер 2 был выдержан в допускаемых пределах;- размеры пластины должны соответствовать размерам, приведенным на рисунке 12 (сечения Б-Б и Ж-Ж);
- сварной шов должен быть зачищен – наплывы металла на боковые поверхности башмака не допускаются;
- после приварки поверхности В должны быть обработаны до чертежных размеров.
Запрещается приварка пластин с загибом их на боковые поверхности башмака!
Допускается производить наплавку изношенных поверхностей В с последующей обработкой их до чертежных размеров.
Допускается производить наплавку изношенной поверхности паза башмака в зоне контакта с подвеской с последующей обработкой паза до чертежных размеров.
Допускается производить наплавку изношенных поверхностей паза башмака под ушко колодки с последующей обработкой паза до чертежных размеров.
Допускается производить наплавку изношенных поверхностей Г с последующей обработкой их до чертежных размеров.
Допускается производить наплавку поверхностей Д с последующей обработкой их до чертежных размеров.
При глубине износа не более 5 мм на сторону допускается производить наплавку изношенных поверхностей отверстия Е с последующей обработкой его до чертежных размеров.
При глубине износа более 5 мм на сторону башмак ремонту не подлежит – его следует заменить.
Сборка тормозной рычажной передачи тележек
Сборка производится в обратной последовательности:
- в пазы тормозных башмаков 17 необходимо установить отремонтированные подвески 3, подвесить триангель 1 на раму тележки;
-
установить скобы, поставить валики 11, 14, 16, на них установить шайбы, валики зашплинтовать новыми типовыми по ГОСТ 397-79, предусмотренными конструкцией шплинтами 13, 15, концы шплинтов развести под углом 90°; -
установить вертикальные рычаги 5 и соединить их с триангелями 1, валиками 11 с шайбами и шплинтами, устанавливать только вертикальные рычаги, в конструкции которых предусмотрен предохранитель от завала шарнирного соединения вертикального рычага с серьгой мертвой точки; -
соединить вертикальные рычаги с серьгой мертвой точки, вставив валик и установив шайбу и шплинт. Концы шплинта развести под углом 90°; -
установить тормозные колодки 17, вставить чеки тормозных колодок соответствующие ГОСТ 1203-75 в перемычки тормозных башмаков и колодок; -
установить скобу РИК на распорку триангеля, обжать ее замком; -
установить распорную тягу, продев ее через скобу РИК триангелей; -
соединить вертикальные рычаги с распорной тягой, поставить валики, шайбы, шплинты; -
установить балку опорную 34 на резинометаллические комплекты 26, планки регулировочную 28 и контактную 27, установить болт 25, шайбу 24, гайку 23.
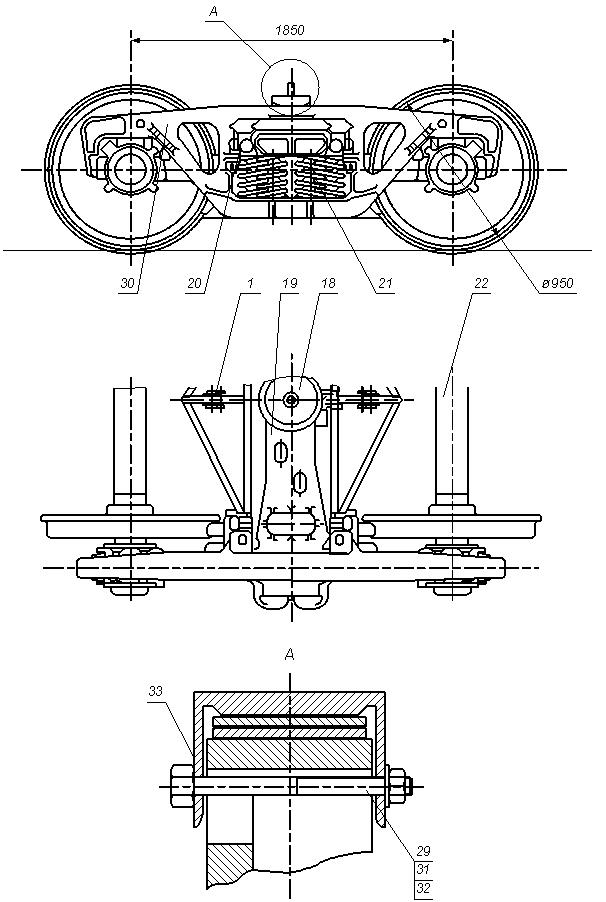
Рисунок 15.1 – Сборка после ремонта
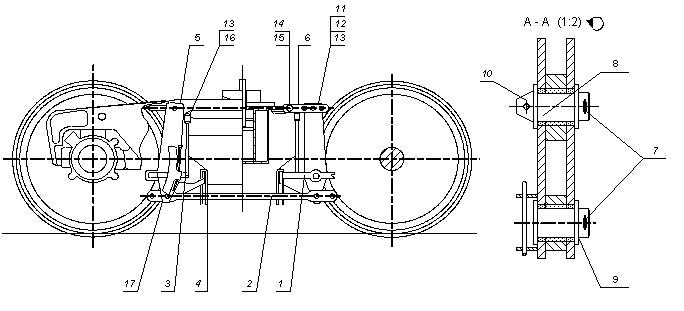
Рисунок 15.2 – Сборка после ремонта
Балка опорная после установки на тележку должна свободно перемещаться в пазах боковых рам. Допускается постановка планок регулировочных поз. 28 для регулировки зазора между контактной планкой поз. 27 и упором авторежима при подкатке тележки под вагон. Постановку шплинтов поз. 23 производить после сдачи автоматического тормоза.
Рисунок 15.3 – Опорная балка авторежима
Опорная балка должна крепиться на специальных полках боковых рам через резинометаллические элементы в зависимости от её конструкции:
- болтами М 20, шайбами увеличенного диаметра,