Файл: Заданием для дипломного проектирования является разработка программы контроля партии деталей Стакан.docx
Добавлен: 03.05.2024
Просмотров: 63
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Особое значение вычислительная техника имеет для новых разрабатываемых средств, что позволяет автоматизировать наиболее сложный и ответственный этап контроля - принятие достоверного решения.
В рамках работы получены навыки проектирования разработки и применения калибра и основ статистического регулирования..
Дипломный проект выполнен в соответствии с заданием на дипломное проектирование, оформление соответствует методическим указаниям.
Считаю, что цель дипломного проекта достигнута, разработанные мероприятия могут иметь практическое применение при контроле и оценке качества партии деталей «Стакан» и оценке технического состояния.
СПИСОК ИСПОЛЬЗОВАННЫХ ИСТОЧНИКОВ
Законодательные акты (Федеральные законы)
Государственные стандарты, технические регламенты
все стандарты на СИ, которые назначили, на поверку, нормы точности станка и пр
Методические указания
17. Методические рекомендации по выполнению курсового проекта по МДК.01.01 / Е. В. Шиллинг., 2020. -63 с.
18. Методические рекомендации по выполнению дипломного проекта / Е. В. Шиллинг., 2021. -63 с.
19. Методические требования для написания и защиты курсовых и ди-пломных работ (проектов) / КУРТ., 2019.-31 c.
Государственные стандарты
-
ГОСТ 17763-72 Кольца Резьбовые С Полным Профилем Резьбы
Диаметром от 1 до 100 мм Конструкция и основные размеры
-
ГОСТ 15.005-86 Межгосударственный Стандарт Система Разработки И Постановки Продукции На Производство
Создание Изделий Единичного И Мелкосерийного Производства, Собираемых На Месте Эксплуатации
-
Гост 6507-90 Межгосударственный Стандарт Микрометры
-
Гост 162-90 Группа П53 Государственный Стандарт Союза СССР Штангенглубиномеры
-
Государственная Система Обеспечения Единства Измерений Штангенглубиномеры Методика Поверки Ми 2196-92
-
Гост 164-90 Межгосударственный Стандарт Штангенрейсмасы
-
Гост Р 8.677-2009 Национальный Стандарт Российской Федерации Государственная Система Обеспечения Единства Измерений Калибры Резьбовые Цилиндрические Методика Поверки
-
Гост 7661-67 Межгосударственный Стандарт Глубиномеры Индикаторные Технические Условия
Интернет-ресурсы
Система качества https://studopedia.ru/21_35692_chto-takoe-sistema-kachestva.html
Статистические методы https://studopedia.ru/19_6292_statisticheskie-metodi.html
Статистические методы контроль качества https://studref.com/703577/menedzhment/statisticheskie_metody_kontrolya_kachestva
Методы анализа https://4brain.ru/blog/методы-статистического-анализа/
Статистика https://einsteins.ru/subjects/statistika/teoriya-statistika/ponyatie-o-statistike
Общая характеристика детали Служебное назначение деталиhttps://studwood.net/1788669/tovarovedenie/obschaya_harakteristika_detali
Глубиномер микрометрический
https://stankiexpert.ru/tehnologicheskaya-osnastka/instrument/glubinomer-mikrometricheskijj.html#Устройство_и_принцип_работы
МЕТОД ГИСТОГРАММ https://elar.urfu.ru/bitstream/10995/36132/1/solonin_2_2014.pdf#:
:text=Метод%20гистограмм%20–%20это%20метод,задан-ных%20требований%20в%20области%20качеств
ГОСТ 17763-72 Кольца Резьбовые С Полным Профилем Резьбы
Диаметром от 1 до 100 мм Конструкция и основные размеры
ГОСТ 15.005-86 Межгосударственный Стандарт Система Разработки И Постановки Продукции На Производство
Создание Изделий Единичного И Мелкосерийного Производства, Собираемых На Месте Эксплуатации
Гост 6507-90 Межгосударственный Стандарт Микрометры
Гост 162-90 Группа П53 Государственный Стандарт Союза СССР Штангенглубиномеры
Государственная Система Обеспечения Единства Измерений Штангенглубиномеры Методика Поверки Ми 2196-92
Гост 164-90 Межгосударственный Стандарт Штангенрейсмасы
Гост Р 8.677-2009 Национальный Стандарт Российской Федерации Государственная Система Обеспечения Единства Измерений Калибры Резьбовые Цилиндрические Методика Поверки
Гост 7661-67 Межгосударственный Стандарт Глубиномеры Индикаторные Технические Условия

Углеродистая качественная сталь марки 45https://spb-stal.ru/stati/uglerodistaya-kachestvennaya-stal-marki-45/
Типы производства: единичное, серийное, массовое
https://tehpis.ru/info/articles/tipy-proizvodstva-edinichnoe-seriinoe-massovoe/
https://orgstanki.ru/vertikalno-sverlilnyj-stanok-2s125-i-ego-modifikacii.html
http://stanki-katalog.ru/sprav_2s125.htm
http://kniga.lib-i.ru/26tehnicheskie/597807-1-stanok-vertikalno-sverlilniy-modeli-2s125-04-rukovodstvo-ekspluatacii-chast-2s125-0400000re-rukovodstvo-ekspluataci.php
http://stanki-katalog.ru/sprav_2s125.htm
https://elar.rsvpu.ru/bitstream/123456789/25985/1/978-5-8050-0657-0_2018
https://docs.cntd.ru/document/1200108842
https://docs.cntd.ru/document/1200020107
ГОСТ 22267-76 (разд.4, методы 3 или 6)
ГОСТ 22267, разд.4, метод 3 (рисунки 2 и 3).
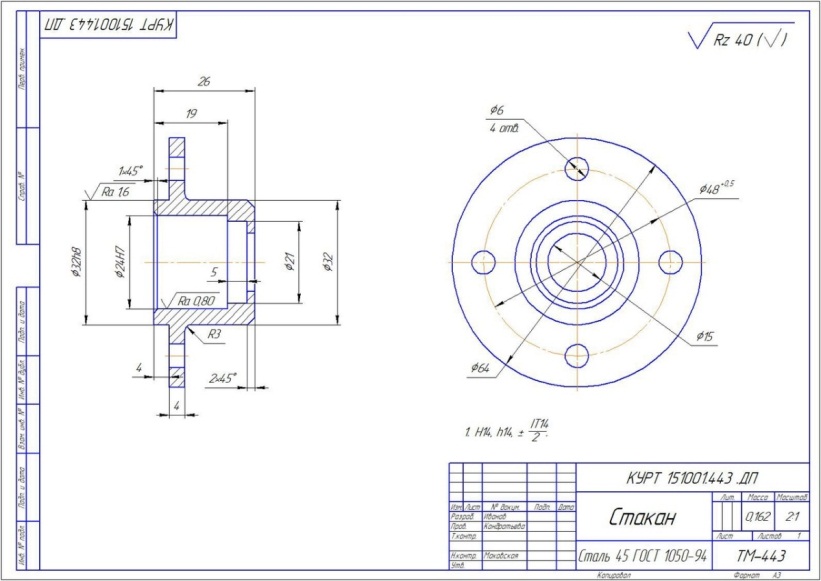
ПРИЛОЖЕНИЕ А
Чертёж детали
ПРИЛОЖЕНИЕ Б
Технологический процесс изготовления детали “Стакан”
| № | Наименование и содержание операции | Оборудование |
| 005 | Заготовительная По технологии штампового производства. | ГКМ |
| 010 | Транспортная | Электрокар |
| 015 | Токарно-револьверная 1. Установить и закрепить заготовку. 2.Точить торец, выдерживая размер 26,8-0,21 мм. 3. Точить Ø 32-0,25 мм с подрезкой торца. 4. Точить радиусную поверхность R3. 4. Точить фаску 2×45° и зенкеровать отверстие Ø 15+0,18 мм одновременно. 5. Контроль. | Токарно-револьверный станок HRD-42PF |
| 020 | Токарно-револьверная 1. Установить и закрепить заготовку. 2. Точить торец, выдерживая размер 26-0,21 мм 3. Точить Ø 37,9-0,25 с подрезкой торца, выдерживая размер 4-0,12 мм. 4. Точить Ø 64-0,3 на проход и растачивать отверстие Ø 18,7+0,21, выдерживая размер 19-0,21 мм одновременно. 5. Точить Ø 35,7-0,1 , выдерживая размер 4-0,12 мм и растачивать отверстие Ø 20,7+0,084, выдерживая размер 19-0,21 мм одновременно. 6. Точить Ø 33,5-0,062 , выдерживая размер 4-0,12 мм и растачивать отверстие Ø 22,2+0,052, выдерживая размер 19-0,21 мм одновременно. 7. Точить фаску 1×45° и растачивать отверстие Ø 21+0,21, выдерживая размер 5-0,12 мм одновременно. 8. Контроль. | Токарно-револьверный станок HRD-42PF |
| 025 | Вертикально-сверлильная. 1. Установить и закрепить заготовку. 2. Сверлить 4 отверстия Ø 6+0,12 мм. 3. Контроль. | Вертикально-сверлильный станок 2С125 |
| 030 | Круглошлифовальная 1. Установить и закрепить заготовку. 2. Шлифовать Ø 32-0,039 мм. 3. Контроль. | Круглошлифо- вальный станок 3У12РА |
| 035 | Внутришлифовальная 1. Установить и закрепить заготовку. 2. Шлифовать отверстие Ø 24+0,033 мм, предварительно. 3. Контроль. | Внутришлифо- вальный станок 3К228 |
| 040 | Внутришлифовальная 1. Установить и закрепить заготовку. 2. Шлифовать отверстие Ø 24+0,021 мм. 3. Контроль. | Внутришлифо- вальный станок 3К228 |
| 045 | Промывка | Механизированная ванна |
| 050 | Транспортная | Электрокар |
| 055 | Контрольная | Контрольный стол |
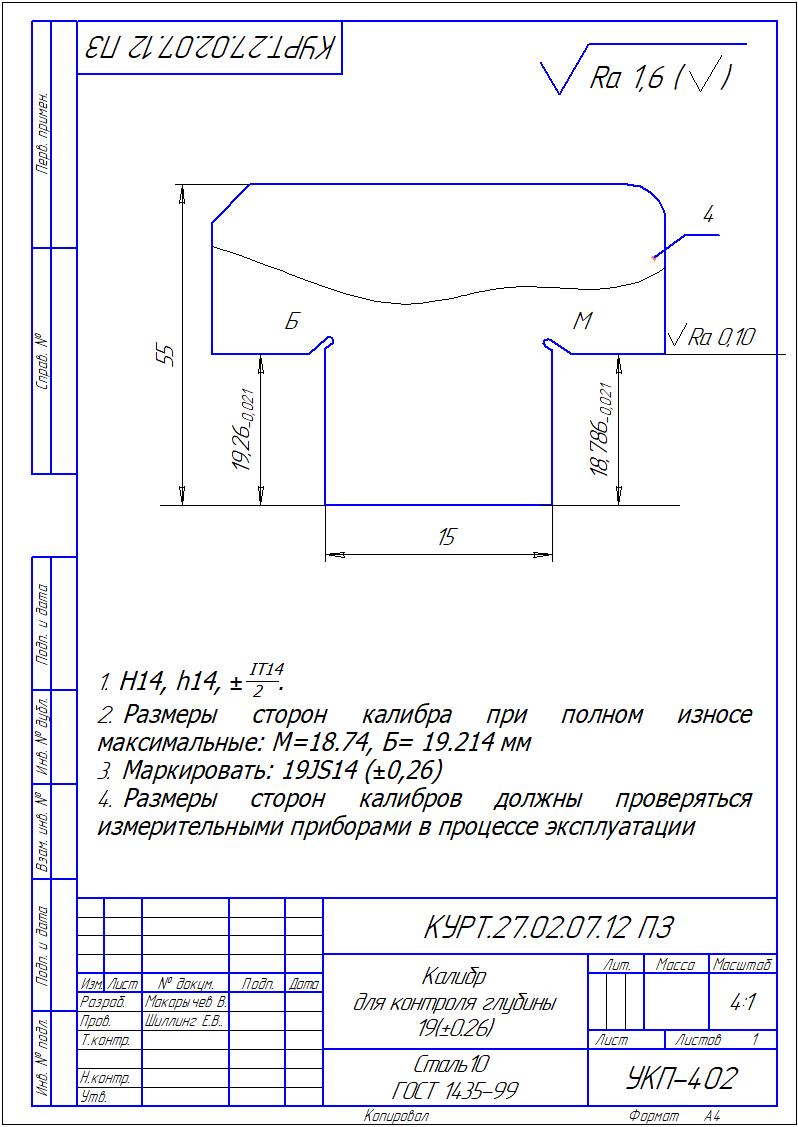
ПРИЛОЖЕНИЕ Г
Чертёж калибра
ПРИЛОЖЕНИЕ Д
ПРИЛОЖЕНИЕ Е
Контрольный лист дефектов
Наименование детали «стакан» Дата: 27.03.2022 – 23.05.2022.
Производственная операция: 025 Вертикально-сверлильная
Станок: Вертикально-сверлильный станок 2С125
Контролируемый размер: Ø 6+0,12
ФИО рабочего: Теребенин Вячеслав Яковлевич
| Тип дефекта | Результат контроля | Итого |
| Размер | | |
| Размер | | |
| Ra не | | |
| Риски | | |
| Царапины | | |