Файл: Заданием для дипломного проектирования является разработка программы контроля партии деталей Стакан.docx
Добавлен: 03.05.2024
Просмотров: 68
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Преимуществами калибра являются экономичность и высокая производительность контроля изделий при массовом и серийном производстве. Гладкие калибры для валов: ПР – проходной калибр-скоба (контролирует годность наибольшего предельного размера вала); НЕ – непроходной калибр-скоба (контролирует годность наименьшего предельного размера вала). Эти калибры, как уже говорилось, называются рабочими. Далее перечислены калибры для контроля рабочих калибров: К-ПР – контрольный проходной калибр-пробка для нового гладкого проходного калибра-скобы (должен проходить в калибр-скобу ПР); К-НЕ – контрольный проходной калибр-пробка для нового гладкого непроходного калибра-скобы (должен проходить в калибр-скобу НЕ); К-И – контрольный калибр-пробка для контроля износа гладкого проходного калибра-скобы (не должен входить в рабочий калибр-скобу). Величина износа нормируется государственными стандартами. Гладкие калибры для отверстий: ПР – проходной калибр-пробка (контролирует годность наибольшего предельного размера отверстия); НЕ – непроходной калибр-пробка (контролирует годность наименьшего предельного размера отверстия). Виды гладких калибров для цилиндрических валов и отверстий устанавливает ГОСТ 24851–81, для контроля отверстий применяют предельные калибры-пробки различных конструкций по ГОСТ 14807–69 – ГОСТ 14827–69; для контроля валов – предельные калибры-скобы по ГОСТ 18358–93 – ГОСТ 18369–93. Листовые скобы и пробки, оснащенные твердым сплавом, выполняют по ГОСТ 16775–93 – ГОСТ 16780–71.
Виды гладких калибров для цилиндрических валов и отверстий устанавливает ГОСТ 24851–81, для контроля отверстий применяют предельные калибры-пробки различных конструкций по ГОСТ 14807–69 – ГОСТ 14827–69; для контроля валов – предельные калибры-скобы по ГОСТ 18358–93 – ГОСТ 18369–93. Листовые скобы и пробки, оснащенные твердым сплавом, выполняют по ГОСТ 16775–93 – ГОСТ 16780–71
В зависимости от типа производства применяют: в единичном – универсальные СК, в серийном – универсальные и специальные СК, в массовом – преимущественно специальные СК. Применение специальных СК целесообразно при отсутствии стандартизованных и универсальных СК и в случаях, если использование специальных средств оправдано экономически, а также из-за преимуществ в точности, надежности и производительности.
Разрабатываем калибр для контроля глубины 19 , это глубина отверстия диаметра 24H7 мм. (рисунок 1) Разработку ведём по ГОСТ 2534-77.
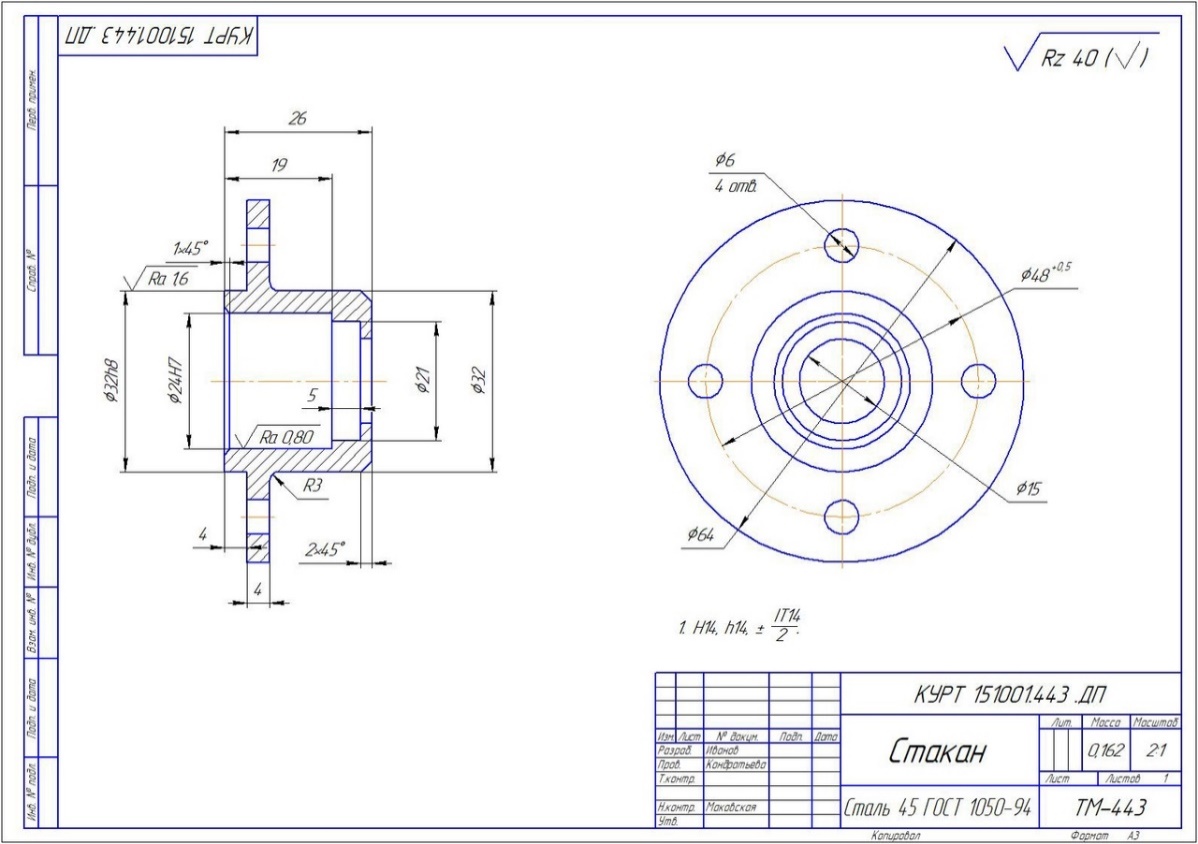
Рисунок 1-Контролируемый параметр
1.Применяем тип калибра, чертёж 3. Схема измерения 1.(рисунок 2)
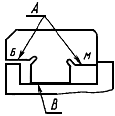
Рисунок 2-Схема измерения
Обозначения на рисунке:
- А измерительные плоскости;
- В направляющие плоскости.
2.Предельные отклонения и допуски на изготовлении принимаем по таблице 4 (схема 1) (квалитет 19JS14).
3. Отклонение размеров изделия 19JS14:
Верхние + 0,26 мм,
Нижние - 0.26 мм.
(определяем по таблице ГОСТ 25347-2013)
Наибольший предельный размер изделия (Б) 19+0,26=19.26 мм
Наименьший предельный размер изделия (М) 19-0.26=18.74 мм
Предельное отклонение стороны Б
Нового калибра
Верхнее: 0
Нижнее: -0,021
Изношенного калибра: -0,046
Предельные отклонения стороны М. мкм
Нового калибра
Верхнее: +0,046
Нижнее: +0,025
Изношенного калибра: 0
Б наибольшее =19,26+0 =19,26 мм.
Б наименьшее = 19,26-0,021=19,239 мм.
Наибольший размер изношенной стороны Б при полном износе.
19.26-0,046 = 19.214 мм
М наибольшее = 18.74+0,046 = 18.786 мм.
М наименьшее = 18.74+0,025 = 18.765 мм
Изношенного калибра 18.74+0=18,74 мм
Допуск изготовления: 0,021 мм
Не указанные предельные отклонения:
H14;h14; IT14/2
2.Маркировать 19JS14
3. Размер сторон при полном износе Max: М=18.74, Б= 19.214 мм
4. Размеры сторон калибров должны проверятся измерительными приборами в процессе эксплуатации.
Глубины и высоты уступов с размерами 1 - 500 мм и допусками 11-17 квалитетов контролируют предельными калибрами, предельные отклонения которых предусмотрены по ГОСТ 25344 - 77.
Калибры предельные для глубин и высот уступов конструктивно представляют собой ступенчатые пластины различной формой.
Сторону рабочего калибра для наибольшего предельного размера обозначают буквой Б, сторону наименьшего предельного размера - буквой М.
- Проходная сторона калибра должна входить в отверстие только под действием собственного веса.
- Запрещено применять силу при измерении деталей.
-Перед проверкой деталь необходимо очистить от грязи и следов обработки.
-В ходе проверки нельзя вращать калибр относительно детали.
Проводить проверку можно только при комнатной температуре.
-Необходимо соблюдать периодичность проверок и заносить результаты в документы.
-Каждый калибр должен храниться надлежащим образом (не соприкасаться с другими деталями и инструментами и не подвергаться внешним воздействиям).

Процесс измерения разработанным калибром.
Калибр накладывается внутренней поверхностью на торец детали со стороны резьбовой поверхности, а стороны «Б» и «М» направлены к бурту детали диаметром 53 мм. При наложении калибра на контролируемую поверхность сторона с маркировкой «Б» не должна проходить, а между стороной «М» и торцом шейки со стороны резьбовой поверхности должен оставаться небольшой зазор, либо отсутствие зазора (рисунок 2). В этом случае размер считается выполненным в рамках требуемых допусков
Чертёж разработанного калибра в приложении Б.
2.4 Обеспечение процесса оценки необходимыми ресурсами в соответствии с выбранными методами и способами проведения оценки.
Статистическое наблюдение является планомерным, организованным и в большинстве случаев систематическим сбором информации, направленным, главным образом, на явления социальной жизни. Реализуется данный метод через регистрацию предварительно определенных наиболее ярких признаков, цель которой состоит в последующем получении характеристик изучаемых явлений.
Статистическое наблюдение должно выполняться с учетом некоторых важных требований:
Оно должно полностью охватывать изучаемые явления;
Получаемые данные должны быть точными и достоверными;
Получаемые данные должны быть однообразными и легко сопоставимыми.
Также статистическое наблюдение может иметь две формы:
Отчетность – это такая форма статистического наблюдения, где информация поступает в конкретные статистические подразделения организаций, учреждений или предприятий. В этом случае данные вносятся в специальные отчеты.
Специально организованное наблюдение – наблюдение, которое организуется с определенной целью, чтобы получить сведения, которых не имеется в отчетах, или же для уточнения и установления достоверности информации отчетов. К этой форме относятся опросы (например, опросы мнений людей), перепись населения и т.п.
Кроме того, статистическое наблюдение может быть категорировано на основе двух признаков: либо на основе характера регистрации данных, либо на основе охвата единиц наблюдения. К первой категории относятся опросы, документирование и прямое наблюдение, а ко второй – наблюдение сплошное и не сплошное, т.е. выборочное.
Для получения данных при помощи статистического наблюдения можно применять такие способы как анкетирование, корреспондентская деятельность, само исчисление (когда наблюдаемые, например, сами заполняют соответствующие документы), экспедиции и составление отчетов.
Сводка и группировка материалов статистического наблюдения
Говоря о втором методе, в первую очередь следует сказать о сводке. Сводка представляет собой процесс обработки определенных единичных фактов, которые образуют общую совокупность данных, собранных при наблюдении. Если сводка проводится грамотно, огромное количество единичных данных об отдельных объектах наблюдения может превратиться в целый комплекс статистических таблиц и результатов. Также такое исследование способствует определению общих черт и закономерностей исследуемых явлений.
С учетом показателей точности и глубины изучения можно выделить простую и сложную сводку, но любая из них должна основываться на конкретных этапах:
Выбирается группированный признак;
Определяется порядок формирования групп;
Разрабатывается система показателей, позволяющих охарактеризовать группу и объект или явление в целом;
Разрабатываются макеты таблиц, где будут представлены результаты сводки.
Важно заметить, что есть и разные формы сводки:
Централизованная сводка, требующая передачи полученного первичного материала в вышестоящий центр для последующей обработки;
Децентрализованная сводка, где изучение данных происходит на нескольких ступенях по восходящей.
Выполняться же сводка может при помощи специализированного оборудования, например, с использованием компьютерного ПО или вручную.
Что же касается группировки, то этот процесс отличается разделением исследуемых данных на группы по признакам. Особенности поставленных статистическим анализом задач влияют на то, какой именно будет группировка: типологической, структурной или аналитической. Именно поэтому для сводки и группировки либо прибегают к услугам узкопрофильных специалистов, либо применяют конкретные техники мышления.
Контрольный листок— это форма для систематического сбора данных и автоматического их упорядочения с целью облегчения дальнейшего использования собранной информации.
Контрольный листок— это бумажный бланк, на котором заранее напечатаны названия и диапазоны контролируемых показателей, с тем, чтобы можно было легко и точно записать данные измерений и упорядочить их для дальнейшего использования. Этот инструмент (контрольный листок) служит средством для сбора и упорядочения первичных данных. Он используется для получения ответа на вопрос «Как часто встречаются изучаемые события?».