Файл: 2. Operatsiyon eskizlardan foydalanib 10tokarlik, qora ishlov berishda Zagotovka ornatilsin. Cheti 70 mm olchamga kesilsin. D62mm ni bir necha otishda yonilsin va 58 mm li olchamga rioya qilinsin.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 17.03.2024
Просмотров: 262
Скачиваний: 0

СОДЕРЖАНИЕ
Тест с ответами: “Токарное дело”
Теория резания и режущий инструмент тесты с ответами
Тест по технологии Резание металла слесарной ножовкой 6 класс
ТЕСТОВЫЕ ЗАДАНИЯ ДЛЯ САМОКОНТРОЛЯ. 1. Назовите обозначение скорости резания.
Тест по технологии Резание металла слесарной ножовкой 6 класс
Тесты по ТКМ. 1) выплавку чугуна из железосодержащих материалов в специальных шахтных печах (домнах)
Тест по технологии Обработка металлов 6 класс
Қалинлиги 40 ммгача бўлган листланган металлопрокатни плазмали кесиш
Металлопрокатни плазмали кесишда ускуналарнинг қўлланилиши
Ya.A.Komenskiyning pedagogik nazariyasi.
Тесты для текущего контроля знаний по Резанию
Тесты для текущего контроля знаний по технологии сварочного производства
4) около 2500 °С;
5) 5000 – 6000 °С.
17. При возникновении электрического разряда (при зажигании дуги) с ростом тока наблюдается:
1) стабилизация напряжения между электродами;
2) увеличение напряжения между электродами;
3) уменьшение напряжения между электродами;
4) крутопадающая характеристика.
| 18. Кривая 1 на рисунке изображает: | 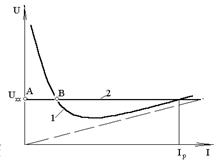 |
| 1) статическую вольтамперную характеристику электрической дуги при ручной дуговой сварке; 2) внешнюю характеристику источника сварочного тока при ручной дуговой сварке; 3) статическую вольтамперную характеристику электрической дуги при автоматической дуговой сварке под флюсом; 4) внешнюю характеристику источника сварочного тока при автоматической дуговой сварке под флюсом. | |
| 19. Режиму короткого замыкания на рисунке соответствует: | |
| 1) точка А; 2) точка В; 3) точка С; 4) точка Д. | 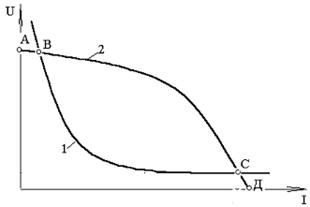 |
| 20. Режиму холостого хода на рисунке соответствует: | |
| 1) точка А; 2) точка В; 3) точка С; 4) точка Д. | |
| 21. Зажиганию дуги на рисунке соответствует: | |
| 1) точка А; 2) точка В; 3) точка С; 4) точка Д. | |
| 22. На рисунке изображена: | 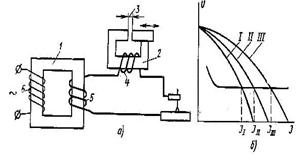 |
| 1) схема сварочного генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения; 2) схема трехфазного выпрямителя; 3) схема сварочного трансформатора с последовательно включенным дросселем; 4) электрическая схема контактной машины. | |
| 23. На рисунке изображена: | 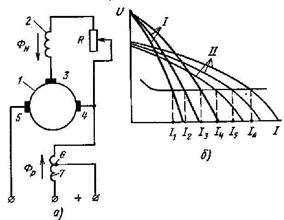 |
| 1) схема сварочного генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения; 2) схема трехфазного выпрямителя; 3) схема сварочного трансформатора с последовательно включенным дросселем; 4) электрическая схема контактной машины. | |
24. Разновидность контактной сварки, позволяющая получать прочное и плотное соединение листовых заготовок в виде сплошного герметичного шва – это:
1) контактная стыковая сварка;
2) контактная стыковая сварка оплавлением;
3) контактная стыковая сварка сопротивлением;
4) контактная точечная сварка;
5) шовная сварка.
| 25. На рисунке изображена: | 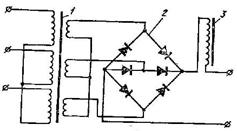 |
| 1) схема сварочного генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения; 2) схема трехфазного выпрямителя; 3) схема сварочного трансформатора с последовательно включенным дросселем; 4) электрическая схема контактной машины. | |
| 26. На рисунке изображена: | 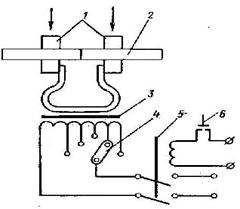 |
| 1) схема сварочного генератора с параллельной намагничивающей и последовательной размагничивающей обмотками возбуждения; 2) схема трехфазного выпрямителя; 3) схема сварочного трансформатора с последовательно включенным дросселем; 4) электрическая схема контактной машины. | |
| 27. На рисунке изображена схема: | 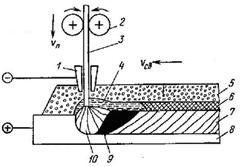 |
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. | |
| | |

28. Разновидность контактной сварки, при которой заготовки соединяются в отдельных точках – это:
1) контактная стыковая сварка;
2) контактная стыковая сварка оплавлением;
3) контактная стыковая сварка сопротивлением;
4) контактная точечная сварка;
5) шовная сварка.
| 29. На рисунке изображена схема: |  |
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. | |
| 30. На рисунке изображена схема: | 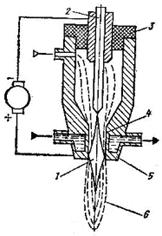 |
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. | |
| 31. На рисунке изображена схема: | 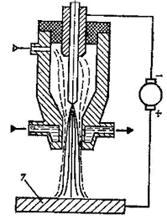 |
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. | |
| 32. На рисунке изображена схема: | 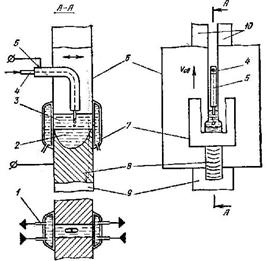 |
| 1) получения плазменной струи, выделенной из дуги; 2) сварки в защитных газах неплавящимся электродом при прямой полярности; 3) автоматической дуговой сварки; 4) получения плазменной струи, совмещенной с плазменной струей; 5) электрошлаковой сварки. | |
33. Какие из способов изготовления металлических порошков относятся к физико-механическим:
1) размол;
2) распыление;
3) восстановление окислов;
4) электролиз металлов;
5) термическая диссоциация карбонильных соединений.
34. Какие из способов изготовления металлических порошков относятся к химико-металлургическим:
1) размол;
2) распыление;
3) восстановление окислов;
4) граннуляция;
5) термическая диссоциация карбонильных соединений.
35. Какие из перечисленных ниже свойств порошков относятся к технологическим:
1) насыпная плотность;
2) действительная плотность;
3) микротвердость;
4) уплотняемость,
5) текучесть.
36. Какие из перечисленных ниже свойств порошков относятся к физическим:
1) насыпная плотность;
2) действительная плотность;
3) микротвердость;
4) уплотняемость,
5) текучесть.
37. Порошки из каких перечисленных ниже металлов и химических соединений получают методом электролиза:
1) карбиды титана, вольфрама, тантала;
2) медь, кобальт, серебро, никель;
3) титан, вольфрам, цирконий, молибден;
4) легированные стали;
5) железо, хром, вольфрам.
38. Порошки из каких перечисленных ниже металлов и химических соединений получают синтезом карбонилов:
1) карбиды титана, вольфрама, тантала;
2) медь, кобальт, серебро, никель;
3) титан, вольфрам, цирконий, молибден;
4) легированные стали;
5) железо, хром, вольфрам.
39. Порошки из каких перечисленных ниже металлов и химических соединений получают восстановлением окислов:
1) карбиды титана, вольфрама, тантала;
2) медь, кобальт, серебро, никель;
3) титан, вольфрам, цирконий, молибден;
4) легированные стали;
5) железо, хром, вольфрам.
40. Порошки из каких перечисленных ниже металлов и химических соединений получают с помощью вихревых и вибрационных мельниц:
1) карбиды титана, вольфрама, тантала;
2) медь, кобальт, серебро, никель;
3) титан, вольфрам, цирконий, молибден;
4) легированные стали;
5) железо, хром, вольфрам.
41. Формование заготовок из смеси порошка в эластичной или деформируемой оболочке в условиях всестороннего сжатия называется:
1) импульсным способом;
2) изостатическим способом;
3) шликерным способом;
4) мундштучным способом;
5) экструзией.
42. Формование заготовок из смеси порошка, при котором уплотнение производится волнами в интервале, не превышающем 1 сек, называется:
1) импульсным способом;
2) изостатическим способом;
3) шликерным способом;
4) мундштучным способом;
5) экструзией.
43. Формование заготовок из смеси порошка с пластификатором, продавливанием через отверстие в матрице, называется
1) импульсным способом;
2) изостатическим способом;
3) шликерным способом;
4) мундштучным способом;
5) экструзией.
44. Формование заготовок, заполнением суспензии металлических порошков пористой формы, обеспечивающей удаление жидкости, называется:
1) импульсным способом;
2) изостатическим способом;
3) шликерным способом;
4) мундштучным способом;
5) экструзией.
45. Спекание изделий производится при температуре:
1) плавления шихты;
2) 0,7–0,9 от температуры плавления основного компонента;
3) порога рекристаллизации основного компонента;
4) 0,3–0,4 от температуры плавления основного компонента.
46. Для обеспечения требуемой точности размеров спеченные заготовки из порошковых сталей подвергают:
1) ковке;
2) доуплотнению;
3) калиброванию;
4) допрессовке.
47. Какие из ниже перечисленных методов обработки полимерных материалов проводятся в вязкотекучем состоянии:
1) прессование;
2) штампование;
3) литье под давлением;
4) обработка резанием;
5) сварка.
48. Какие из ниже перечисленных методов обработки полимерных материалов проводятся в высокоэластичном состоянии:
1) прессование;
2) сварка;
3) литье под давлением;
4) обработка резанием;
5) формование сжатым воздухом.
49. На рисунке изображена схема:
| 1) компрессионного прессования; 2) экструзионного выдавливания; 3) литьевого прессования; 4) прессования под низким давлением. | 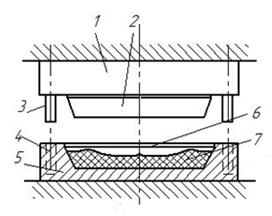 |
50. На рисунке изображена схема:
| 1) компрессионного прессования; 2) экструзионного выдавливания; 3) литьевого прессования; 4) прессования под низким давлением. | 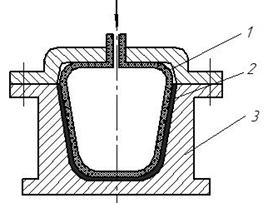 |