Файл: Методические указания для выполнения курсовой работы вопросы для контроля знаний студентов вопросы для государственного междисциплинарного экзамена.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.03.2024
Просмотров: 43
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Эта величина показывает, насколько больших отклонений от среднего значения следует ожидать при хронической (естественной) вариации
Разброс значений параметров в процессе производства обычно имеет колоколообразную форму “нормального” закона распределения
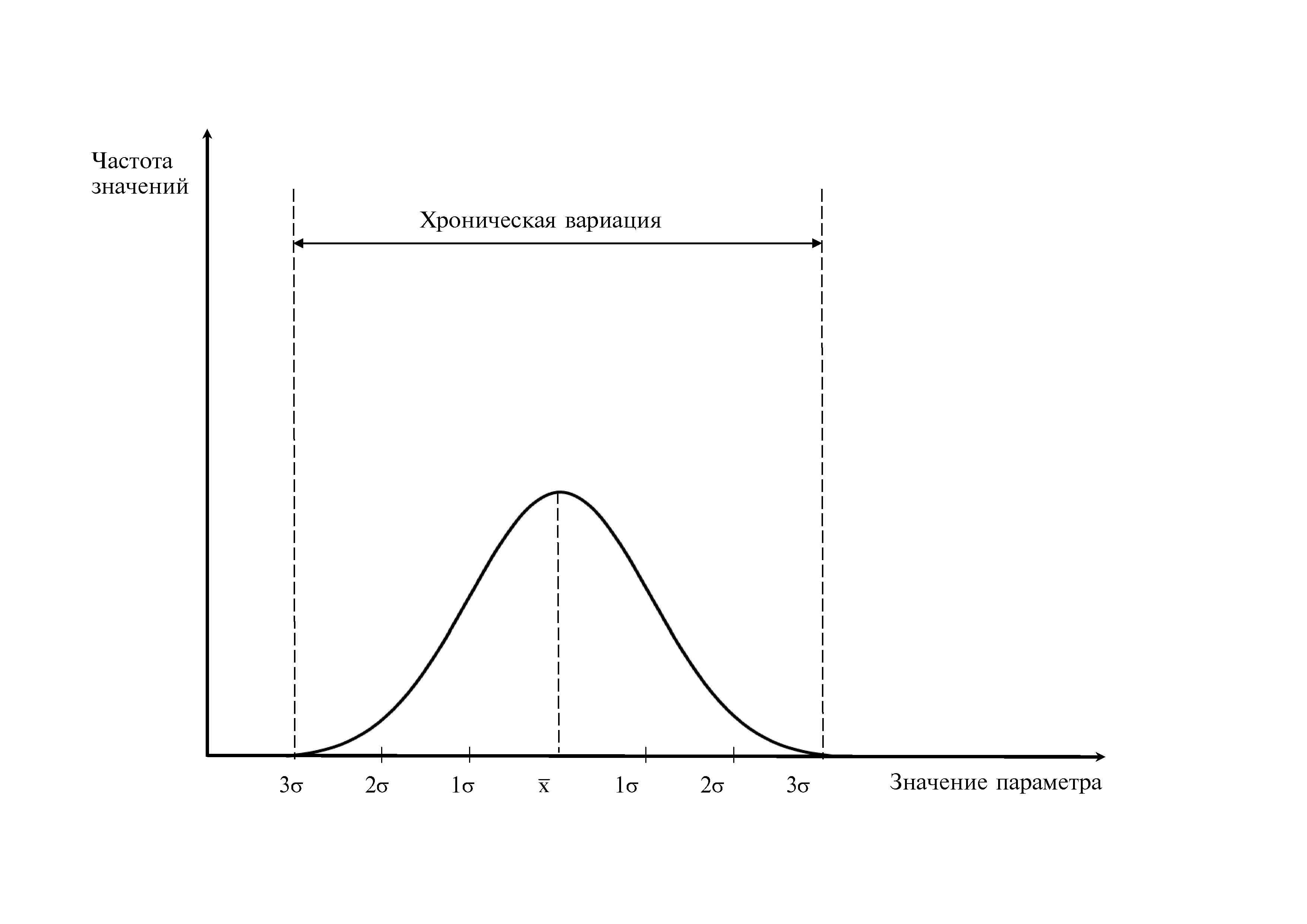
Рисунок 12 – Закон «нормального» распределения
Свойство нормального распределения означает, что максимальное отклонение значений измеряемого параметра от среднего значения не превышает утроенного стандартного отклонения в каждую сторону. То есть все результаты процесса, подчиняющегося нормальному распределению, должны лежать внутри интервала, равного шести стандартным отклонениям, а результаты, которые выпадают из этого интервала, представляют собой неестественные отклонения, возникающие вследствие особых причин.
Контрольная карта состоит из центральной линии (CL), верхнего (UCL) и нижнего (LCL) контрольных пределов, расположенных над и под центральной линией и равных трем сигма в каждую сторону, и значений контролируемого параметра, нанесенных на карту в виде точек. Для управления процессом используют так называемый “коридор” контрольной карты, равный шести сигма. Если все значения контролируемого показателя оказываются внутри контрольных пределов, не проявляя никаких тенденций, то процесс считается находящимся в контролируемом состоянии. Если же значения попадают за контрольные пределы или принимают неестественную форму, то процесс считается вышедшим из-под контроля.
Значение параметра

Рисунок 13 – Общий вид контрольной карты
С помощью контрольных карт можно выполнить статистическое управление следующими показателями процесса:
1) физическими величинами параметров (масса, температура, влажность, плотность, давление, мощность, сила тока и др.);
2) геометрическими размерами (длина, ширина, высота, диаметр и др.);
3) скоростью процесса или операции;
4) затратами, связанными с процессом;
5) числом ошибок, дефектов
Для построения контрольной карты процесса необходимо выявить хроническую вариацию, обусловленную случайными причинами. Для этого нужно собрать 100-125 данных (измерений) в стандартных условиях.
Целями контрольных карт являются:
1) контроль над значением определенной характеристики (параметра)
2) проверка стабильности процессов
3) немедленное проведение корректирующих мер
4) проверка эффективности принятых мер
2. Типы контрольных карт
(ГОСТ Р 50779-42)
Существует несколько типов (видов) контрольных карт. Тип контрольной карты зависит от типа измеряемых данных и числа имеющихся значений.
Различают два основных типа данных:
А) Количественные данные.Они основаны на измерениях (в метрах, часах, вольтах и т. д.) и измеряются в непрерывных шкалах с довольно высокой точностью.
Для количественных данных используют следующие карты:
1) -карта используется, если можно провести группировку данных на однородные логические подгруппы.
-карта используется, если можно провести группировку данных на однородные логические подгруппы.
При этом -карта строится для контроля среднего значения параметра в группе, а R-карта – для контроля диапазона внутригрупповой вариации.
-карта строится для контроля среднего значения параметра в группе, а R-карта – для контроля диапазона внутригрупповой вариации.
2) -карта применяется, если данные о процессе поступают через большие и неравномерные интервалы времени и их нельзя сгруппировать на однородные подгруппы
-карта применяется, если данные о процессе поступают через большие и неравномерные интервалы времени и их нельзя сгруппировать на однородные подгруппы
При этом -карта строится по мере поступления значений контролируемого параметра, а R-карта – для контроля диапазона вариации между настоящим и предшествующим значениями параметра
-карта строится по мере поступления значений контролируемого параметра, а R-карта – для контроля диапазона вариации между настоящим и предшествующим значениями параметра
Б) Качественные данныеизмеряются как результат натурального счёта (0,1,2,3, и т.д.) или как классификация неизмеримых характеристик по типу “да” или “нет”, “приемлемо” или “неприемлемо”, “годно” или “не годно”. Качественные данные принимают целочисленные значения.
Для качественных данных используют 4 типа контрольных карт:
1) np-карта используется для мониторинга числа дефектных изделий при выборках постоянного объёма.
2) p-карта используется для мониторинга числа дефектных изделий при выборках меняющегося
объёма
3) с-карта используется для мониторинга числа дефектов в изделиях при выборках постоянного объёма
4) u-карта используется для мониторинга числа дефектов в изделиях при выборках меняющегося объёма
Для второго типа данных (качественных) достаточно одной карты.
Таким образом, в зависимости от типа измеряемых переменных и числа имеющихся измерений, выделяют шесть основных типов контрольных карт.
Для каждого типа карты существуют формулы для расчёта центральной линии, верхнего и нижнего контрольных пределов. Чтобы рассчитать эти значения необходимо собрать 125 и более измерений (данных) в стандартных условиях.
3. Интерпретация контрольных карт
В основном на контрольной карте видны естественные вариации показателя процесса, значения которых находятся внутри контрольных пределов, их наличие не требует никаких корректировок или вмешательств в процесс.
Если одна точка вышла за контрольные пределы, вмешательств в процесс также не требуется, это маловероятно статистически.
На наличие неестественной вариации, вызванной особыми причинами, которые следует выявить и устранить, а также на выход процесса из управляемого состояния указывают следующие ситуации:
Эти ситуации изображены ниже на трёх рисунках
Значение
Значение
Значение
Рисунок 14 – Сигнальные признаки выхода процесса из управляемого состояния
4) И другие специфические ситуации
Контрольные карты – инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него, предупреждая его отклонения от предъявляемых к процессу требований.
Задание 21. Выберите подходящие типы контрольных карт для управления следующими показателями качества:
а) вес пакетов с пищевыми продуктами;
б) число дефектов в 1000 деталей;
в) процент дефектных изделий в партии, объем которой может меняться;
г) прочность пяти образцов, отбираемых ежедневно;
д) число царапин на 1м² стального листа;
е) выход химического продукта.
Задание 22. Исправьте ошибки (если они есть) в следующих высказываниях:
1) в некоторой ( -
- )-карте
)-карте  -карта указывает на изменения в групповых средних, а -карта – на изменения во внутригрупповой вариации;
-карта указывает на изменения в групповых средних, а -карта – на изменения во внутригрупповой вариации;
2) когда все точки, нанесенные на контрольную карту, оказываются между контрольными пределами, мы считаем, что процесс находится в контролируемом состоянии;
3) в контрольной карте, где желательно малое значение показателя качества, нижний контрольный предел на практике не используется;
Задание 23. По данным таблицы постройте контрольную карту управляемости числа дефектных единиц продукции (pn-карту). Сделайте вывод.
Таблица 6 – Данные для построения pn-карты
Для построения pn-карты определите:
1) среднюю долю дефектов , деля общее количество дефектных изделий во всех подгруппах на общее количество подгрупп:
, деля общее количество дефектных изделий во всех подгруппах на общее количество подгрупп:
=  ;
;
2) контрольные линии:
а) центральную линию CL =
 ;
;
б) верхний контрольный предел UCL = ;
;
в) нижний контрольный предел LCL = .
.
Нижний предел не рассматривается, если его значение – отрицательное число.
Проведите горизонтальную ось с номерами подгрупп и вертикальную ось с количеством дефектных изделий. Сплошной линией обозначьте центральное значение , а пунктирными линиями – верхний и нижний пределы. Нанесите на график количество дефектных изделий для каждой подгруппы.
, а пунктирными линиями – верхний и нижний пределы. Нанесите на график количество дефектных изделий для каждой подгруппы.
ТЕМА 4. АНАЛИЗ И СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССОВ
1. Виды показателей процессов
Группы показателей, характеризующих процесс, можно классифицировать следующим образом:
1) показатели выполнения, примеры: время выполнения процесса в целом и по операциям, количество произведенных процессом продуктов или оказанных услуг, количество задействованных сотрудников и др.
2) показатели стоимости, они включают в себя все виды издержек, например, затраты на материалы, энергообеспечение, оплату труда рабочих и другие издержки
3) показатели эффективности, примеры: процент отходов, процент переделок, время простоя оборудования, время задержек процесса, степень автоматизации
4) показатели качества, они формируются на основе требований стандартов и других нормативных документов, их можно разделить на функциональные, эстетические, эргономические, надёжность и др.. К ним также можно отнести степень удовлетворенности потребителей, количество претензий, возвратов, % постоянных клиентов
Разброс значений параметров в процессе производства обычно имеет колоколообразную форму “нормального” закона распределения
Рисунок 12 – Закон «нормального» распределения
Свойство нормального распределения означает, что максимальное отклонение значений измеряемого параметра от среднего значения не превышает утроенного стандартного отклонения в каждую сторону. То есть все результаты процесса, подчиняющегося нормальному распределению, должны лежать внутри интервала, равного шести стандартным отклонениям, а результаты, которые выпадают из этого интервала, представляют собой неестественные отклонения, возникающие вследствие особых причин.
Контрольная карта состоит из центральной линии (CL), верхнего (UCL) и нижнего (LCL) контрольных пределов, расположенных над и под центральной линией и равных трем сигма в каждую сторону, и значений контролируемого параметра, нанесенных на карту в виде точек. Для управления процессом используют так называемый “коридор” контрольной карты, равный шести сигма. Если все значения контролируемого показателя оказываются внутри контрольных пределов, не проявляя никаких тенденций, то процесс считается находящимся в контролируемом состоянии. Если же значения попадают за контрольные пределы или принимают неестественную форму, то процесс считается вышедшим из-под контроля.
Значение параметра
Рисунок 13 – Общий вид контрольной карты
С помощью контрольных карт можно выполнить статистическое управление следующими показателями процесса:
1) физическими величинами параметров (масса, температура, влажность, плотность, давление, мощность, сила тока и др.);
2) геометрическими размерами (длина, ширина, высота, диаметр и др.);
3) скоростью процесса или операции;
4) затратами, связанными с процессом;
5) числом ошибок, дефектов
Для построения контрольной карты процесса необходимо выявить хроническую вариацию, обусловленную случайными причинами. Для этого нужно собрать 100-125 данных (измерений) в стандартных условиях.
Целями контрольных карт являются:
1) контроль над значением определенной характеристики (параметра)
2) проверка стабильности процессов
3) немедленное проведение корректирующих мер
4) проверка эффективности принятых мер
2. Типы контрольных карт
(ГОСТ Р 50779-42)
Существует несколько типов (видов) контрольных карт. Тип контрольной карты зависит от типа измеряемых данных и числа имеющихся значений.
Различают два основных типа данных:
А) Количественные данные.Они основаны на измерениях (в метрах, часах, вольтах и т. д.) и измеряются в непрерывных шкалах с довольно высокой точностью.
Для количественных данных используют следующие карты:
1)
При этом
2)
При этом
Б) Качественные данныеизмеряются как результат натурального счёта (0,1,2,3, и т.д.) или как классификация неизмеримых характеристик по типу “да” или “нет”, “приемлемо” или “неприемлемо”, “годно” или “не годно”. Качественные данные принимают целочисленные значения.
Для качественных данных используют 4 типа контрольных карт:
1) np-карта используется для мониторинга числа дефектных изделий при выборках постоянного объёма.
2) p-карта используется для мониторинга числа дефектных изделий при выборках меняющегося
объёма
3) с-карта используется для мониторинга числа дефектов в изделиях при выборках постоянного объёма
4) u-карта используется для мониторинга числа дефектов в изделиях при выборках меняющегося объёма
Для второго типа данных (качественных) достаточно одной карты.
Таким образом, в зависимости от типа измеряемых переменных и числа имеющихся измерений, выделяют шесть основных типов контрольных карт.
Для каждого типа карты существуют формулы для расчёта центральной линии, верхнего и нижнего контрольных пределов. Чтобы рассчитать эти значения необходимо собрать 125 и более измерений (данных) в стандартных условиях.
3. Интерпретация контрольных карт
В основном на контрольной карте видны естественные вариации показателя процесса, значения которых находятся внутри контрольных пределов, их наличие не требует никаких корректировок или вмешательств в процесс.
Если одна точка вышла за контрольные пределы, вмешательств в процесс также не требуется, это маловероятно статистически.
На наличие неестественной вариации, вызванной особыми причинами, которые следует выявить и устранить, а также на выход процесса из управляемого состояния указывают следующие ситуации:
-
Выход двух и более точек за контрольные пределы; -
Наличие шести и более точек подряд над или под центральной линией; -
Если шесть и более точек подряд последовательно возрастают или убывают.
Эти ситуации изображены ниже на трёх рисунках
Значение
Значение
Значение
Рисунок 14 – Сигнальные признаки выхода процесса из управляемого состояния
4) И другие специфические ситуации
Контрольные карты – инструмент, позволяющий отслеживать ход протекания процесса и воздействовать на него, предупреждая его отклонения от предъявляемых к процессу требований.
Задание 21. Выберите подходящие типы контрольных карт для управления следующими показателями качества:
а) вес пакетов с пищевыми продуктами;
б) число дефектов в 1000 деталей;
в) процент дефектных изделий в партии, объем которой может меняться;
г) прочность пяти образцов, отбираемых ежедневно;
д) число царапин на 1м² стального листа;
е) выход химического продукта.
Задание 22. Исправьте ошибки (если они есть) в следующих высказываниях:
1) в некоторой (
2) когда все точки, нанесенные на контрольную карту, оказываются между контрольными пределами, мы считаем, что процесс находится в контролируемом состоянии;
3) в контрольной карте, где желательно малое значение показателя качества, нижний контрольный предел на практике не используется;
Задание 23. По данным таблицы постройте контрольную карту управляемости числа дефектных единиц продукции (pn-карту). Сделайте вывод.
Таблица 6 – Данные для построения pn-карты
| Номер подгруппы | Объем подгруппы, n | Количество дефектных изделий, pn |
| 1 | 100 | 4 |
| 2 | 100 | 2 |
| 3 | 100 | 0 |
| 4 | 100 | 5 |
| 5 | 100 | 3 |
| 6 | 100 | 2 |
| 7 | 100 | 4 |
| 8 | 100 | 3 |
| 9 | 100 | 2 |
| 10 | 100 | 6 |
| 11 | 100 | 1 |
| 12 | 100 | 4 |
| 13 | 100 | 1 |
| 14 | 100 | 0 |
| 15 | 100 | 2 |
| 16 | 100 | 3 |
| 17 | 100 | 1 |
| 18 | 100 | 6 |
| 19 | 100 | 1 |
| 20 | 100 | 3 |
| 21 | 100 | 3 |
| 22 | 100 | 2 |
| 23 | 100 | 0 |
| 24 | 100 | 7 |
| 25 | 100 | 3 |
| Итого | | |
Для построения pn-карты определите:
1) среднюю долю дефектов
2) контрольные линии:
а) центральную линию CL =
б) верхний контрольный предел UCL =
в) нижний контрольный предел LCL =
Нижний предел не рассматривается, если его значение – отрицательное число.
Проведите горизонтальную ось с номерами подгрупп и вертикальную ось с количеством дефектных изделий. Сплошной линией обозначьте центральное значение
ТЕМА 4. АНАЛИЗ И СОВЕРШЕНСТВОВАНИЕ ПРОЦЕССОВ
1. Виды показателей процессов
Группы показателей, характеризующих процесс, можно классифицировать следующим образом:
1) показатели выполнения, примеры: время выполнения процесса в целом и по операциям, количество произведенных процессом продуктов или оказанных услуг, количество задействованных сотрудников и др.
2) показатели стоимости, они включают в себя все виды издержек, например, затраты на материалы, энергообеспечение, оплату труда рабочих и другие издержки
3) показатели эффективности, примеры: процент отходов, процент переделок, время простоя оборудования, время задержек процесса, степень автоматизации
4) показатели качества, они формируются на основе требований стандартов и других нормативных документов, их можно разделить на функциональные, эстетические, эргономические, надёжность и др.. К ним также можно отнести степень удовлетворенности потребителей, количество претензий, возвратов, % постоянных клиентов

