Файл: Инструкция по эксплуатации приспособления. 19 Заключениевыводы.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 11.04.2024
Просмотров: 21
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

ОГЛАВЛЕННЕ
-
Введение 6 -
Условия производства. 7 -
Технологический маршрут обработки детали 7 -
Анализ конструктивно технологических особенностей детали. 7 -
Установка детали в приспособление и на станок 8-
Базирование и закрепление детали. 8 -
Базирование и закрепление приспособления 9
-
-
Расчет погрешность установки детали в приспособлении и приспособления на станок. 10 -
Расчет придельных значений усилий закрепления детали в приспособлении. 13 -
Инструкция по эксплуатации приспособления. 19 -
Заключение/выводы 19 -
Список использованных источников. 19 -
Приложения. 19 -
Сведения о самостоятельности выполнения работы 20
-
ВВЕДЕННЕ
Курсовая работа выполнена в соответствии с ...
Актуальность темы курсовой работы состоит в необходимости обеспечения требований эффективности, безопасности, и качества обработки изделия в заданных производственных условиях, в том числе за счет применения современных средств технологического оснащения
Цель работы — спроектировать приспособление, удовлетворяющее требованиям качества и эффективности обработки изделия в определенных заданием условиях производства.
Для достижения указанной цели необходимо было решить следующие задачи:
-
Проанализировать условия производства и требования задания. -
Обосновать технологический план обработки детали. -
Разработать технологическую операцию обработки заданной поверхности. -
Провести анализ конструктивно-технологических особенностей детали и сформулировать общие требования к приспособлению. -
Разработать схему установки детали в приспособление и приспособления на станок. -
Рассчитать погрешность установки детали в приспособление и приспособления на станок. -
Рассчитать предельные значения силы закрепления детали в приспособлении. -
Разработать комплект конструкторской документации на изготовление приспособления. -
Разработать инструкцию по эксплуатации приспособления.
-
УСЛОВНЯ ЯРОНЗВОДСТВА
Годовая программа выпуска задана в исходных данных и равна N = 3000 шт. Macca детали определялась по 3D модели детали, созданной в системе Компас 3 D v. 17.0, m = 4,2 кг. По массе и годовой программе выпуска детали тип производства можно ориентировочно определить [0] как среднесерийное.
- 1 2 3 4 5 6

ТЕХНОЛОГВЧЕСКВЇЇ ЯЛАН ОБРАБОТКИ ДЕТАЛВ
Заготовку получаем методом литья по выплавляемым моделям, данный метод позволяет получить торцы, внешнюю цилиндрическую поверхность и осевое отверстие в окончательном состоянии [1]. Так же на местах будущих сквозных отверстий со стороны торца, где располагаются отверстия диаметром 10 мм, следует предусмотреть полусферические углубления радиусом 8 мм. (OCT 3-1686-90, ТУ 14-1-4944-90)
Далее следует произвести термообработку заготовки. Закалка при 850 °С с охлаждением в масле и отпуск при 200 °С, с остыванием в воздухе. Это позволит получить требуемую поверхностную твердость.
Затем следует вертикально-фрезерная операция обработки 6 ступенчатых сквозных отверстий сверлением комбинированным инструментов (сверло-цековка) и последующем развертывании отверстия диаметром 12 мм.
-
АВАЛВЗ KOHCTPУKTBBHO ТЕХНОЛОГВЧЕСКВХ ОСОБЕННОСТЕЇЇ
ДЕТАЛВ
Деталь "Шайба косая" является телом вращения типа диск (фланец) с одной плоскостью симметрии (разрез на главном виде чертежа). Основная конструкторская база — ось центрального отверстия. Оси обрабатываемых отверстий связаны между собой угловыми размерами 30°, а относительно оси центрального отверстия — диаметральным размером Ф60. Оси двух отверстий массива лежат в плоскости симметрии детали. Глубина ступени отверстий задана относительно точек пересечения их осей и базы — верхнего плоского торца детали.
Для обеспечения отмеченных размерных связей (положения отверстий в пространстве) приспособление должно обеспечивать полное базирование детали, лишающее ее всех
6 степеней свободы. Так же само приспособление должно иметь поворотно-
делительный механизм, направляющие втулки для направления движения и ограничитель вертикального перемещения комбинированного сверла.
-
УCTAHOBKA ДЕТАЛВ В ЯРВСЯОСОБЛЕНВЕ В ВА CTAHOK
-
Базирование и закрепление детали
Поскольку основной конструкторской и измерительной базой является центральная ось детали, то выберем ее же за технологическую, используя принцип единства баз, для исключения методической погрешности базирования. Она является двойной направляющей базой, и лишает заготовку 4-х степеней свободы. Так же придется использовать 2 опорные базы, лишающие заотовку по одной степени свободы. Одна расположена на торце и лишает заготовку поступательного движения вдоль оси, вторая для предотвращения проворота заготовки относительно оси вращения. Таким образом, обеспечим полное базирование заготовки относительно приспособления.
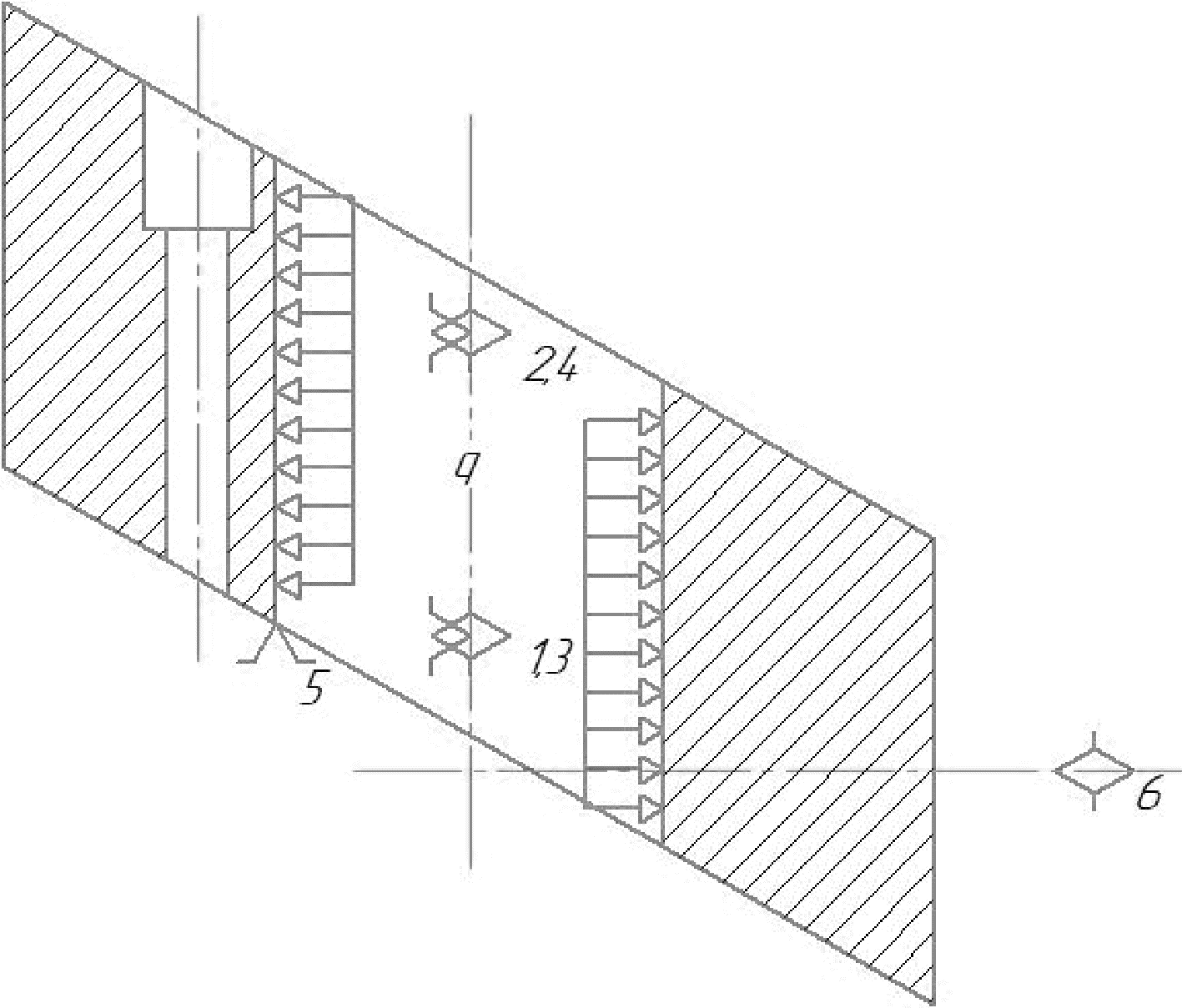 Закрепление детали реализуем с использованием самоцентрирующего элемента (цанговой оправки) для равномерного распределения сил закрепления (рис.1), что позволит исключить методическую погрешность закрепления.
Закрепление детали реализуем с использованием самоцентрирующего элемента (цанговой оправки) для равномерного распределения сил закрепления (рис.1), что позволит исключить методическую погрешность закрепления.Рисунок 1 — Схема установки детали в приспособлении
-
Базирование и закрепление приспособления на станке
Установка приспособления на станок выполнена с неполным базированием по установочной базе, так как вследствие принятой схемы обработки на радиально-сверлильном
станке определенное положение приспособления на столе станка не требуется. Закрепление приспособления осуществляется при помощи стандартных Т-образных болтов, шайб и гаек (рис.2).
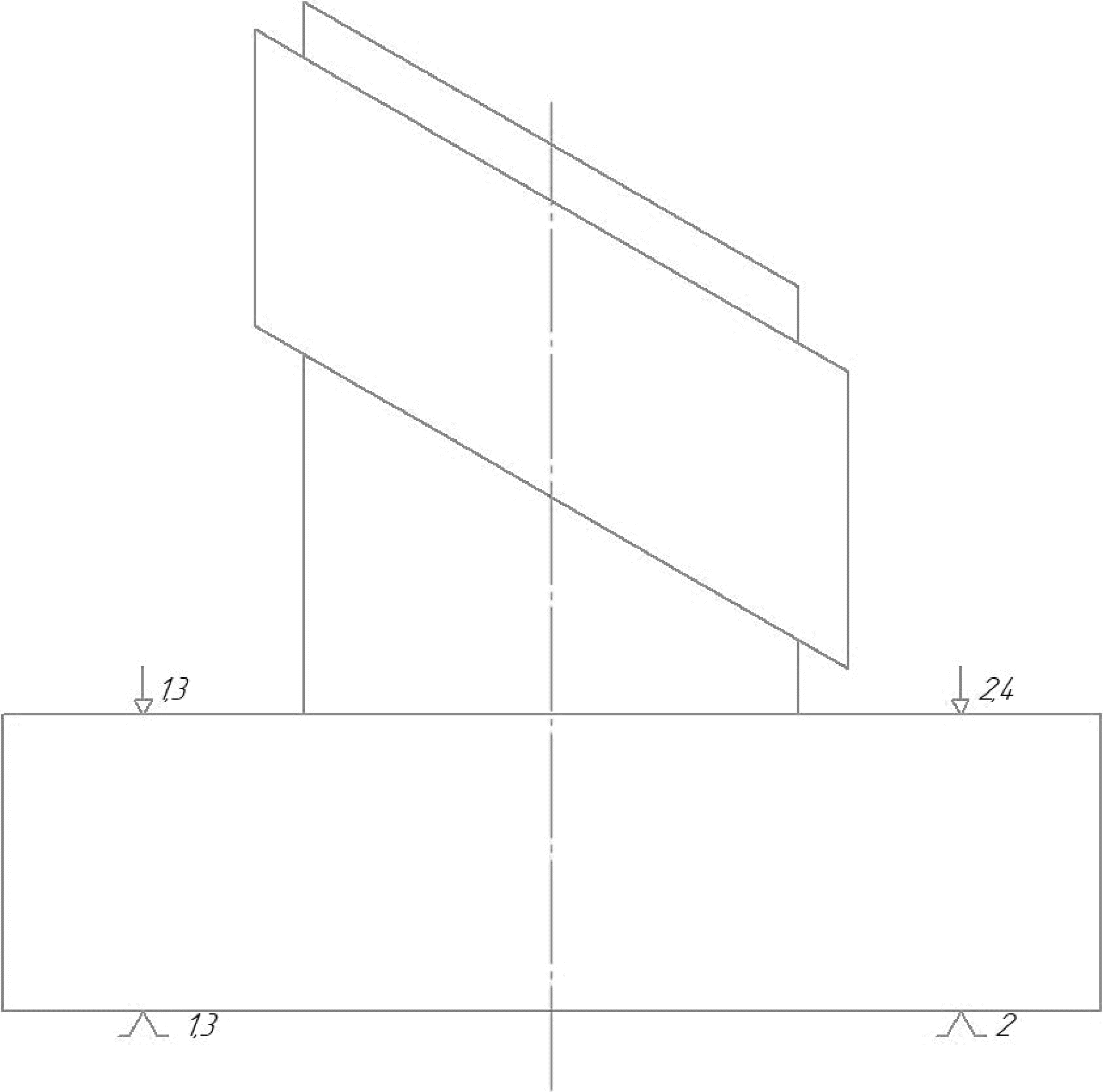
Рисунок 2 — Установка приспособления на столе станка
- 1 2 3 4 5 6