Файл: Наоказахский национальный медицинский университет имени с. Д. Асфендиярова.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 27.04.2024
Просмотров: 24
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Көп станциялы қызмет көрсету кезінде жабдық жұмыс орындары арасындағы қашықтықты барынша қысқартуды ескере отырып орналастырылады. Егер технологиялық процестің шарттарына сәйкес дайындамалар мен дайын өнімдерге арналған сөрелер немесе үстелдер қарастырылуы керек болса, онда бұл үшін өндіріс ерекшеліктеріне сәйкес қосымша алаң бөлінеді.
Суық өңдеу цехтарында металл кесетін станоктарды, Слесарлық жұмыс орындарын және басқа жабдықтарды орналастыру жекелеген станоктар немесе станоктар топтары арасындағы қашықтық оларға қызмет көрсетумен және жөндеумен айналысатын жұмысшылардың еркін өтуі үшін жеткілікті болатындай етіп қабылданады. Барлық жағдайларда жабдықты орналастыру адамдар үшін жеткілікті өткелдерді және хабарламаның қауіпсіздігін қамтамасыз ететін көлік өткелдерін қамтамасыз етуі керек. Өткелдер мен өткелдердің ені жабдықтың орналасуына, қозғалыс сипатына, тасымалдау әдісіне және бөлшектердің мөлшеріне байланысты тағайындалады, бірақ барлық жағдайларда кем дегенде 1 м қабылданады.жүктерді автомобильдермен тасымалдау үшін ені 3,5 м болатын жолдар орнатылады. өткелдер мен өткелдерді, сондай-ақ жұмыс орындарын әртүрлі заттармен толтыруға рұқсат етілмейді.
Жолдар мен өткелдерді таза және ұқыпты ұстау керек, олардың шекаралары әдетте ақ бояумен немесе металл Жарық түймелерімен белгіленеді. Жұмыс аймағының ені кемінде 0,8 м болып қабылданады.ғимараттардың жабдықтары мен элементтері арасындағы қашықтық, сондай-ақ өткелдер мен өткелдердің өлшемдері машина жасау зауыттарының механикалық және құрастыру цехтарының технологиялық жобалау нормаларымен анықталады.
Бір және кішігірім өндірісте жабдықтар көбінесе станоктар тобына орналастырылады (токарлық, фрезерлік, бұрғылау, тегістеу және т.б. станоктар); дегенмен, жабдықтың орналасуы жұмыс процесінде материалдардың, жартылай фабрикаттардың және адамдардың қарсы ағындарының пайда болу мүмкіндігін болдырмауға тырысу керек. Жабдықтар арасындағы аралықтарда бір жақты қозғалысты ұйымдастырған жөн. Әртүрлі дайындамаларды өткелдерде (әсіресе үлкен ұзындықтағы дайындамаларды) тасымалдау кезінде көлік құралдары мен дайындамалардың жұмыс аймағын қысуына немесе жолдың, өткелдің шекарасынан шығуына жол берілмеуі керек.
4. Технологиялық процестің аппараттық схемасы нені қамтиды?
Аппаратуралық схема технологиялық процестің графикалық көрінісі болып табылады және технологиялық процестің барысы бойынша қатаң реттілікте орналасқан және тиісті (құбырлар, көлік құралдары және т.б.) өзара байланысты.
Аппараттық схеманы әзірлеу алгоритмі принципті болып табылады (кейіннен есептеу үшін объектілер ретінде негізгі және қосалқы жабдықты алдын-ала таңдау, схеманы материалдық және энергия ресурстарымен, Автоматтандыру және басқару құралдарымен жабдықтау).
Технохимиялық есептеулер кешені (шикізат пен қалдықтардың саны, аппараттардың түрі мен негізгі параметрлері, олардың саны, энергияның барлық түрлерінің шығыны). есептік деректерді ескере отырып, аппаратуралық схеманы (нақтылау).
Есептік деректерді ескере отырып, аппаратуралық схеманы пысықтау (нақтылау).
Аппаратуралық схеманы жасауға қойылатын негізгі талаптар схемада жабдық бірліктерінің орналасуы өндірістік үй-жайларда жабдықтың орналасуына қарамастан технологиялық процестің реттілігіне сәйкес келуі тиіс; схемада жабдықтың орналасу деңгейі көрсетіледі; жабдықтың барлық позициялары технологиялық процестің барысы бойынша нөмірленеді. Жабдықтың спецификациясында және түсіндірме жазбада бұл нөмірлеу қатаң сақталуы керек. Схемада технологиялық процестің оңтайлы жүруін және оның қауіпсіздігін қамтамасыз ететін қондырғының жұмыс істейтін дизайны көрсетілуі керек;
Аппаратуралық схемада: негізгі және қосалқы жабдықтардың (қойма-жинақтар, өлшеуіштер, авариялық сыйымдылықтар, сорғылар және т. б.), технологиялық процесті қамтамасыз ететін негізгі және қосалқы құбырлар мен құбыр арматураларының шартты және әріптік-цифрлық бейнелері; негізгі және қосалқы жабдықтардың шартты және әріптік-цифрлық бейнелері (қойма-жинақтар, өлшеуіштер, авариялық сыйымдылықтар, сорғылар және т. б.), технологиялық процесті қамтамасыз ететін негізгі және қосалқы құбырлар мен құбыр арматурасы; шартты белгілермен бейнеленетін аспаптар, Автоматтандыру және басқару құралдары, сондай-ақ олардың арасындағы байланыс желілері; шартты белгілермен бейнеленетін аспаптар, Автоматтандыру және басқару құралдары, сондай-ақ олардың арасындағы байланыс желілері; қондырғының техникалық сипаттамалары; қондырғының техникалық сипаттамалары; жабдықтың экспликациясы және құбырлардың шартты белгілері бар кесте; жабдықтың экспликациясы және шартты белгілері бар кесте негізгі жазу. негізгі жазу.
5. Таблеткаларды өндірудің аппараттық схемасының бөліктерін қандай ретпен орналастырғанымызды сипаттаңыз: қалай өлшеу – ұнтақтау - елеу.
Таблеткалар-құрамында қосымша заттар қосылған немесе қосылмаған бір немесе одан да көп дәрілік заттар бар ұнтақтар мен түйіршіктерді басу арқылы алынатын қатты дозаланған дәрілік нысан.
Таблеткалар арасында:
* таблеткалардың өзі (престелген)
* тритурациялық таблеткалар (қалыпталған; микро таблеткалар)
* жабылмаған, жабылған
* көпіршікті
* асқазанға төзімді (ішекте еритін)
* модификацияланған босату
* ауыз қуысында қолдану үшін
* ерітінді немесе суспензия дайындау үшін және т. б.
Таблеткаларды дайындау технологиясы дәрі-дәрмектерді қажетті мөлшерде көмекші заттармен араластырып, таблетка престерінде басудан тұрады.
ЛВ-ның көпшілігінде оларды тікелей басуды қамтамасыз ететін қасиеттер жоқ: кристалдардың изодиаметриялық пішіні, жақсы ағындылығы (сұйықтығы) және сығымдау қабілеті, таблетка прессінің пресс-құралына адгезия қабілеті төмен. Тікелей престеу: әрекет етуші заттардың технологиялық қасиеттерін жақсартатын қосалқы заттарды қосумен; таблетка машинасының тиеу шұңқырынан таблетка материалын матрицаға мәжбүрлеп беру жолымен; престелетін заттың алдын ала бағытталған кристалдануымен жүзеге асырылады.
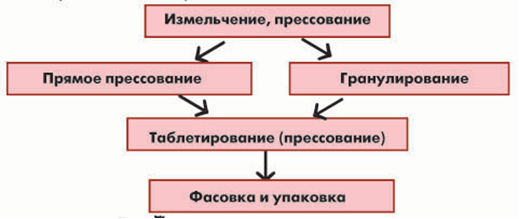
Ұнтақтау араластырудың біркелкілігіне қол жеткізу, жиналмалы және желімделген материалдардағы үлкен агрегаттарды жою, технологиялық және биологиялық әсерлерді арттыру үшін қолданылады. Ұнтақтарды ұнтақтау бөлшектер арасындағы беріктік пен байланыс санының артуына және нәтижесінде күшті конгломераттардың пайда болуына әкеледі.
Елеу арқылы ұнтақтардың кейбір жұмсақ конгломераттары жойылады немесе тесіктердің белгілі бір мөлшері бар Перфорацияланған тақтайшалар немесе електер арқылы сүртіледі. Басқа жағдайларда, елеу белгілі бір гранулометриялық құрамы бар қоспаны алу үшін ұнтақтаудың ажырамас бөлігі болып табылады.
Ұнтақтау араластырудың біркелкілігіне қол жеткізу, жиналмалы және желімделген материалдардағы үлкен агрегаттарды жою, технологиялық және биологиялық әсерлерді арттыру үшін қолданылады. Ұнтақтарды ұнтақтау бөлшектер арасындағы беріктік пен байланыс санының артуына және нәтижесінде күшті конгломераттардың пайда болуына әкеледі.
Түйіршіктеу - бөлшектерді үлкейтуге бағытталған-ұнтақты заттарды белгілі бір мөлшердегі дәндерге айналдыру процесі
Қазіргі уақытта түйіршіктеудің үш негізгі әдісі бар:
- құрғақ түйіршіктеу немесе ұнтақтау түйіршіктері - құрғақ өнімді қысу, қажетті мөлшердегі түйіршіктерге ұсақталған табақ немесе брикет қалыптастыру. Судың қатысуымен ыдырайтын, өзара әрекеттесудің химиялық реакцияларына енетін LV үшін қолданылады;
- ылғалды түйіршіктеу-бөлшектердің, байланыстырғыш заттардың ерітіндісі мен ылғалды массаның түйіршіктелуі арасындағы нашар сусымалы және адгезия қабілеті жеткіліксіз ұнтақтарды ылғалдандыру. Ең тиімді және тығыз байланыстыратын заттар-целлюлоза туындылары, поливинил спирті, поливинилпирролидон; желатин мен крахмал аз тиімді болып саналады.
Таблетка (престеу) матрицадағы материалды жоғарғы және төменгі соққылармен екі жақты қысудан тұрады. Таблетка машиналарында престеу матрицадан және екі соққыдан тұратын пресс-құралмен жүзеге асырылады. Қазіргі уақытта айналмалы таблетка машиналары (РТМ) қолданылады. RTM-де матрицалық үстелге орнатылған көптеген матрицалар мен соққылар бар, бұл таблетка престерінің жоғары өнімділігін қамтамасыз етеді. РТМ қысымы біртіндеп жоғарылайды, бұл таблеткалардың жұмсақ және біркелкі басылуын қамтамасыз етеді.
6. Жабдықтың схемаларын жоспарлы әзірлеу және жобалау ережелері не үшін қажет?
7. Материалдық-технологиялық ағындар мен өзара әрекеттесулердің технологиялық процестерінің реттілігін жазыңыз, әр белгілеу әрпі қолданыстағы технологиялық схеманың векторларының параметрлеріне сәйкес келеді.
Материалды ағым түсінігі логистикада негізгі болып табылады.Материалды ағымдар шикізаттың алғашқы көзінен бастап соңғы тұтынушыға дейін шикізаттарды, жартылай фабрикаттарды және дайын бұйымдарды тасымалдау, қоймалау және олармен басқа да материалды операциялар жүргізу нәтижесінде пайда болады.
Материалды ағымдар түрлі кәсіпорындар арасында немесе бір кәсіпорынның ішінде жүруі мүмкін.
Материалды ағымдар дегеніміз – логистикалық операцияларды жүргізу барысында қарастырылатын және мерзімдік интервалға жатқызылатын жүктер, бөлшектер, тауарлы материалды құндылықтар
Технологиялық ағын-бұл технологиялық операциялардың жиынтығы және оны құрайтын элементтер жоқ жаңа, жүйелік сапаға ие. Технологиялық желіні құру кезінде жүйенің жаңа сапасы пайда болады, бастапқы элементтердің қасиеттері өзгереді және белгілі жағдайларда оның жаңа бөліктері пайда болады. Процестердің технологиялық жүйесі өз элементтеріне белсенді әсер етеді және оларды өзгертеді, нәтижесінде жүйе бастапқыда құрылған бастапқы элементтер өзгереді, технологиялық режимдер мен жабдықтар жетілдіріледі, еңбек жағдайлары жақсарады. Тұтас технологиялық жүйеде оның бөліктері арасындағы байланыс тығыз және органикалық. Кейбір бөліктердің өзгеруі жүйенің басқа бөліктерінің өзгеруіне әкеледі. Қоршаған ортамен өзара әрекеттесу кезінде технологиялық жүйе біртұтас жүйе ретінде әрекет етеді, өйткені тұтас жүйе элементтерінің байланысы оның элементтерінің жүйеден тыс түзілімдермен байланысына қарағанда едәуір тұрақты. Технологиялық жүйеде оның ішкі жүйелері арасындағы ішкі байланыстарды және ол кіретін үлкен жүйенің басқа жүйелерімен орнатылған сыртқы байланыстарды ажыратуға болады. Ұйымның төмен деңгейінде технологиялық жүйе өзінің қасиеттері бойынша бөліктердің қосындысына жақындайды, ал жоғары деңгейде-оның қасиеттері бойынша элементтердің қарапайым қосындысынан күрт ерекшеленеді. Технологиялық жүйенің тұтастығы оның құрамдас бөліктеріне тән емес жүйенің жаңа, интегративті қасиеттерін анықтайтын өзара әрекеттесуге ену қабілетін көрсетеді.
8. Химиялық-технологиялық процесс пен химиялық-технологиялық жүйеге жалпы талдау қалай жүргізіледі? Процестің технологиялық схемасы.
ХТС (химиялық-технологиялық система) талдауы күрделі ХТС зерттеу әдістері мен құралдарының жиынтығын қамтиды және ағындардың картасы (кестесі) болып табылады. ХТС талдау кезеңдерінің реттілігі:
технологиялық процесті зерттеу мен дамытудың жүргізіліп жатқан кезеңінде зерттелетін ХТС қасиеттерін анықтайтын элементтерді оқшаулау;
әр элемент үшін Шығыс ағындарының кіріс ағындарына тәуелділігін анықтау;
химиялық-технологиялық жүйенің қажетті қасиеттерін көрсетуге жауапты элементтер арасындағы байланыстарды бөліп көрсету;
ХТС зерттеу, яғни көрсеткіштерді есептеу, қасиеттерді анықтау, дамуды зерттеу, оның көрсеткіштері мен қасиеттерін жақсарту үшін ХТС өзгерістері.

