ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 16.03.2024
Просмотров: 112
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
1. Теоретические сведения по обеспечению качества и безопасности кулинарной продукции
1.1 Общие положения по обеспечению качества и безопасностикулинарной продукции
1.2 Характеристика видов, средств и методов контроля качества кулинарной продукции
1.3 Виды и причины брака кулинарной продукции
2.1 Характеристика сети ООО «Фуд Проект»
2.2 Характеристика салата «Оливье» и технология производства
2.3 Анализ дефектов при производстве салата «Оливье» и способы их устранения
2.3 Анализ дефектов при производстве салата «Оливье» и способы их устранения
Потенциальные дефекты могут возникнуть и при производстве кулинарной продукции, а именно выбранного объекта - салата «Оливье». Салат является очень уязвимым к появлению дефектов на каждом этапе производства.
Чтобы провести анализ дефектов при производстве и предложить предупреждающие действия по устранению дефектов, применим FMEA-анализ.
В исследовании применяется PFMEA-анализ процесса (process FMEA) согласно ГОСТ Р 51814.2-2001 «Системы качества в автомобилестроении. Метод анализа видов и последствий потенциальных дефектов». Данный анализ чаще проводится у изготовителя ответственными службами, например, отдел по качеству и стандартизации. В исследовании, представленном в выпускной квалификационной работе ответственной службой, или командой, является практикант ООО «Фуд Проект».
Следующим этапом представим потенциальные дефекты при производстве, последствия для каждого дефекта и потенциальные причины, определенные данные представлены в таблице 13.
Таблица 13 - Потенциальные дефекты при производстве, последствия для каждого дефекта и потенциальные причины
| № п/п | Потенциальные дефекты | Последствия | Потенциальные причины |
| | Нарушение дозирования | Преобладание одного виды сырья над другим | Отступление от ТТК |
Продолжение таблицы 13
| | Нарушение консистенции | Сырые овощи после термической обработки Переваренные овощи | Нарушение технологии приготовления |
| Нарушение термической обработки изделий | |||
| | Закисление | Резкий запах Ослизлые овощи | Нарушение технологии упаковки Нарушение санитарно - гигиенических требований |
| | Заветривание | Изменение цвета поверхности | Покрытие поверхности корочкой Потемнение овощей Дефекты упаковки Нарушение условий хранения |

Для каждого последствия дефекта экспертно определяют балл значимости S при помощи таблицы баллов значимости, которая представлена в ГОСТ Р 51814.2-2001 «Системы качества в автомобилестроении. Метод анализа видов и последствий потенциальных дефектов» (далее - ГОСТ Р51814.2-2001).
Для каждой потенциальной причины дефекта экспертно определяют балл возникновения по таблице значений [16].
Для данного дефекта и каждой отдельной причины определяют балл обнаружения для данного дефекта или его причины в ходе предполагаемого процесса изготовления [16].
Далее необходимо рассчитать по трем показателям ПРЧ - приоритетное число риска. Данный показатель рассчитывается по формуле (1):

Рассчитанные ПРЧ по каждому дефекту представлены в таблице приложения Ж.
Для приоритетного числа риска установим критическую границу (ПЧРгр), которая будет равна 70. Сравнение ПЧР с ПЧРгр необходимо для понимания внесений предложений по мерам обнаружения дефекта, или настоящие меры полностью подходят для управления дефектами.
Также внесем в таблицу «Бланк PFMEA» действующие меры по обнаружению дефектов и рекомендации по устранению дефектов.
В «Бланке PFMEA» представлены потенциальные дефекты и предложения по их устранению.
На рисунке 11 представлен вид протокола анализа видов, причин и последствий потенциальных дефектов, прикрепляемых к бланку PEMEA.
Рассмотрим на примере дефекта «нарушение дозирования», как будет работать внедрение предупреждающих действий при производстве салата «Оливье». Протокол анализа дефекта, представлен на рисунке 12.
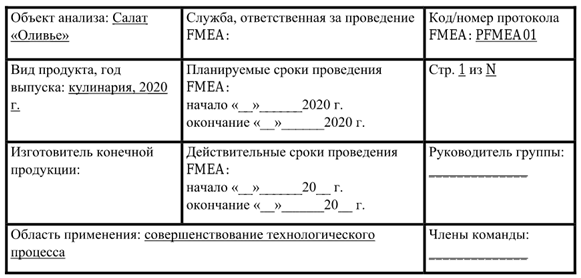
Рисунок 11 - Вид протокола анализа видов, причин и последствий потенциальных дефектов, прикрепляемых к бланку PEMEA
После применения на производстве PFMEA, его анализа руководитель ИП, заведующий производством, начальник отдела качества и стандартизации принимают решение о принятии мер и рассчитывают ПЧР для анализа результата.
Одними из основных условий предотвращения дефектов являются:
- строгое соблюдение технологии производства продукции;
- правильная организация труда;
- регулярные курсы повышения квалификации сотрудников предприятия;
- обновление несовершенных приспособлений и инструментов, средств измерительной техники.
Бланк PEMEAпредставлен в приложении Д.
Заключение: предпринятые действия по снижению и устранению дефекта «нарушение дозирования» показали, что последствия дефекта уменьшились, так как в производственный процесс включили автоматизированный инструмент -слайсеры для измельчения сырья, обнаружение дефекта появления дефекта снизилась, так как назначено плановое тестирование персонала, чтобы исключить отступление от технико-технологической карты.
2.4 Разработка проекта организации по обеспечению требований качества и безопасности кулинарной продукции
Потребность в стандарте организации возникла в связи с отсутствием нормативного документа, на основе которого происходил бы контроль за производственным процессом. В связи с этим было принято разработать проект стандарта организации на самый популярный и продаваемый в ООО «Фуд Проект» вид кулинарной продукции - салат «Оливье».
Руководством при разработке проекта стандарта организации (далее -СТО) служили следующие нормативные документы:
- Федеральный закон от 29 июня 2015 года № 162 - ФЗ «О стандартизации в Российской федерации»;
- ГОСТ 1.5-2001 «Межгосударственная система стандартизации (МГСС).
Стандарты межгосударственные, правила и рекомендации по межгосударственной стандартизации. Общие требования к построению, изложению, оформлению, содержанию и обозначению (с Поправками, с Изменениями № 1, 2)»;
- ГОСТ Р 1.5-2012 «Стандартизация в Российской Федерации. Стандарты национальные. Правила построения, изложения, оформления и обозначения»;
- ГОСТ Р 1.4-2004 «Стандартизация в Российской Федерации. Стандарты организаций. Общие положения».
В структуру СТО вошли следующие разделы:
1. Область применения;
2. Нормативные ссылки;
3. Термины и определения;
4. Технические требования к контролю.
В разделе «Область применения» рассматривается распространение проекта стандарта организации, а также пример записи нормативного документа при заказе или при упоминании в других документах.
В раздел «Нормативные ссылки» вошли нормативные документы
, на основе которых разработан проект стандарта организации, нормативные документы, которые необходимо использовать при применении СТО.
В разделе «Термины и определения» представлены термины, используемые при разработке СТО, а также термины, необходимые для работы со стандартом организации на протяжении проведения контроля.
В раздел «Технические требованию к контролю вошло три подраздела:
1. в подразделе «Входной контроль» представлен порядок проведения входного контроля, исходные данные для сравнения полученных результатов;
2. в подразделе «Операционный контроль» приведен порядок проведения контроля, возможные несоответствия, найденные во время проведения контроля;
3.В подразделе «Приемочный контроль» представлен порядок проведения контроля, исходные данные, необходимые для проведения контроля.
В приложениях указаны журналы контроля для каждого вида контроля.
Проект стандарта организации не противоречит национальным, межгосударственным стандартам и техническим регламентам.
СТО применим для проведения трех видов контроля на производстве, устанавливает требования к персоналу, рабочей среде, производственному процессу. СТО может распространяться на продукцию, схожей по составу с салатом Оливье» или дополнен всеми видами кулинарной продукции для обеспечения полного контроля качества и безопасности всего ассортимента выпускаемой продукции.
Проект организации разработан с целью контроля на производстве в лице, как внутреннего персонала, так и сторонними компетентными лицами.
Для работы со стандартом организации необходимо использовать предложенные журналы контроля, в которые заносят данные о виде контроля, месте контроля, нарушениях, предлагаемых действиях, а также указывается дата, ответственный за контроль. Формы журналов контроля представлена в приложении Б.
Преимущества разработки СТО:
1. Закрепление порядка выполнения работ, процессов;
2. Описание требований для персонала по выполнению их функций;
3. Распределение ответственности среди участников процесса;
4. Определение показателей результативной (качественной) работы персонала организации, задействованного в выполнении работ (оказании услуги);
5. Закрепление наработанного опыта в деятельности организации.