Файл: Курсовая работа по дисциплине Методы разработки, принятия управленческих и технических решений.docx
Добавлен: 17.03.2024
Просмотров: 39
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Министерство образования и науки РФ
Федеральное государственное бюджетное образовательное учреждение высшего образования
«Тульский Государственный Университет»
Кафедра «Инструментальные и метрологические системы»
КУРСОВАЯ РАБОТА
По дисциплине:
«Методы разработки, принятия управленческих и технических решений»
2017 Тула
Аннотация
В данной работе рассматривается сущность управленческих решений(УР), понятие и критерии качества УР. Проводится выбор испытательного стенда для проведения испытаний на производстве электродвигателей.
Также производится статистический анализ управляемости процесса с помощью контрольных карт Шухарта. Производится априорное ранжирование для определения значимости факторов при выборе испытательного стенда
Содержание
Введение 4
Операция контроля в ходе сборки 5
Контрольные карты. 8
Контрольная карта индивидуальных значений (x-карта). 12
Контрольная карта средних значений и размахов -карта. 14
Контрольная карта средних значений и среднеквадратических отклонений -карта. 17
Испытательные стенды для электродвигателя 21
Обзор испытательных стендов 23
Априорное ранжирование 24
Список используемой литературы. 35
Введение
Принятие решений является важной частью любой управленческой деятельности. Эффективность управления во многом обусловлена качеством таких решений. В решениях фиксируется вся совокупность отношений, возникающих в процессе трудовой деятельности и управления организацией. Если коммуникации - своего рода «стержень», пронизывающий любую деятельность в организации, то принятие решений – это «центр», вокруг которого вращается жизнь организации. Эффективное принятие решений необходимо для выполнения управленческих функций. Совершенствование процесса принятия обоснованных объективных решений в ситуациях исключительной сложности достигается путем использования научного подхода к данному процессу, моделей и количественных методов принятия решений.
Управленческие решения принимаются в самых разных областях деятельности людей: политической, экономической, социальной, военной, административной, в области культуры, образования, здравоохранения и в ряде других принципиально значимых крупных областях.
Разнообразные типы решений, их разновидность и сложность взаимосвязей создают, на первый взгляд, современно необозримую и туманную картину. Но при внимательном анализе этой картины удается выявить как общие признаки, так и специфические особенности, присущие отдельным видам решений.
Операция контроля в ходе сборки
Согласно техпроцессу, контроль осуществляется в процессе сборки электродвигателя. Одной из ключевых операций контроля является контроль размера А = 0,2+0,3, который является зазором электромагнитной муфты. На рисунке 1 изображена небольшая часть техпроцесса, которая включает в себя операции сборки, предшествующие операции контроля размера «A»=0,2+0,3, операцию контроля зазора, и операцию сборки, идущую после того, как зазор выдержан и проконтролирован.
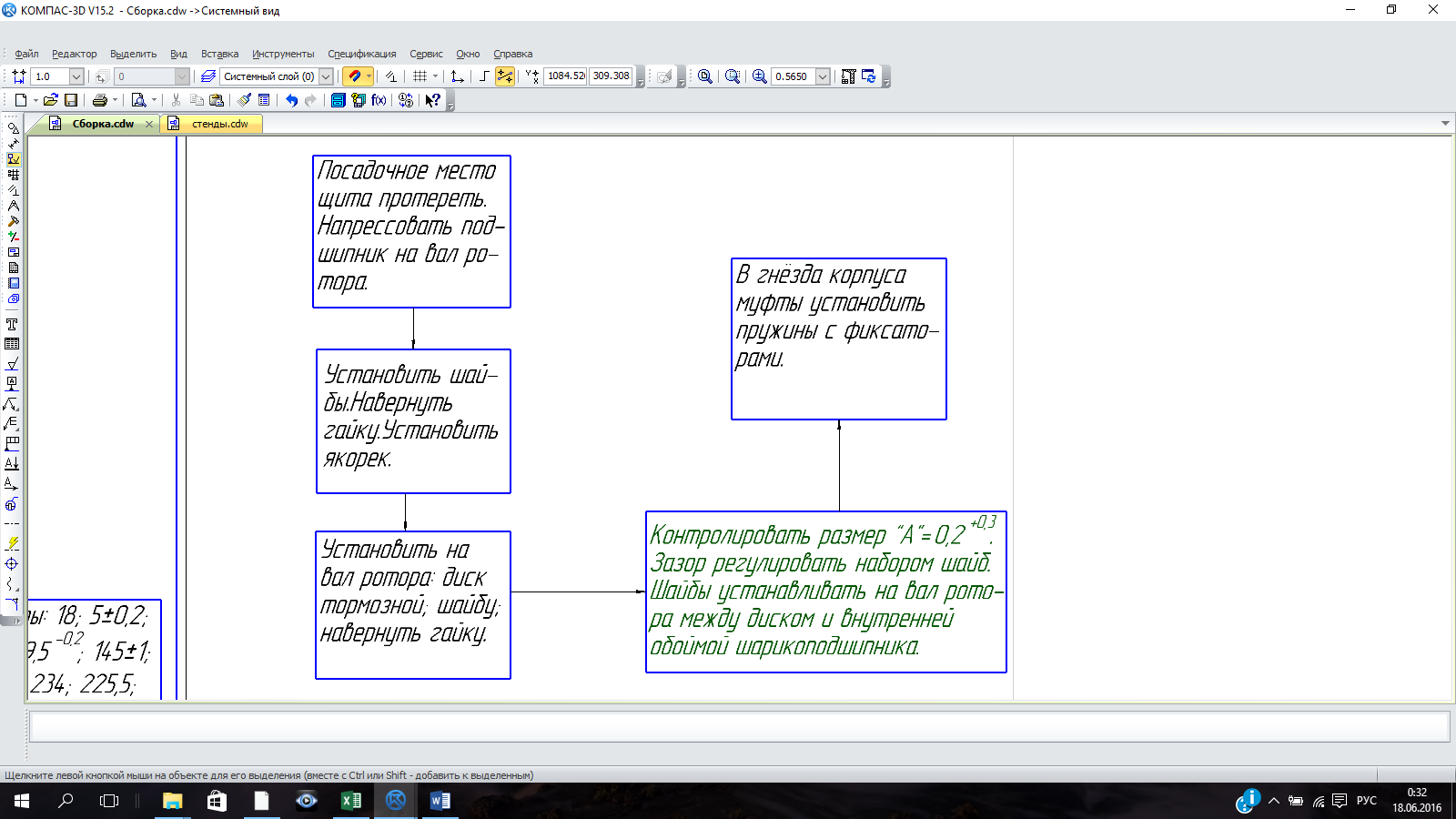
Рисунок 1 – операция контроля в процессе сборки
Контроль зазора электромагнитной муфты
Электромагнитная муфта торможения состоит из якорька, корпуса муфты и тормозного диска. Между тормозным диском и корпусом муфты в ходе сборки выдерживается зазор А (рисунок 2).

Рисунок 2 – контролируемый размер «А».
Рабочий зазор муфты в пределах 0,2-0,5 мм регулируется дистанционными шайбами, которые устанавливаются между тормозным диском и внутренней обоймой шарикоподшипника.
Зазор A необходимо выдерживать в заданном пределе для обеспечения более эффективной работы тормозной пары. Если зазор будет свыше 0,2мм и будет находиться в допуске, то происходит истирание абразивного слоя. А если зазор будет меньше 0,2 мм, то при отсутствии подачи питания на электромагнитную муфту, будет недостаточное трение между якорьком и тормозным диском, что в дальнейшем приведет к снижению частоты вращения вала. И, следовательно, к поломке электродвигателя.
Именно для этого в процессе сборки выдерживается данный размер "A" дистанционными шайбами и контролируется щупом ГОСТ 882-75 (рисунок 3).
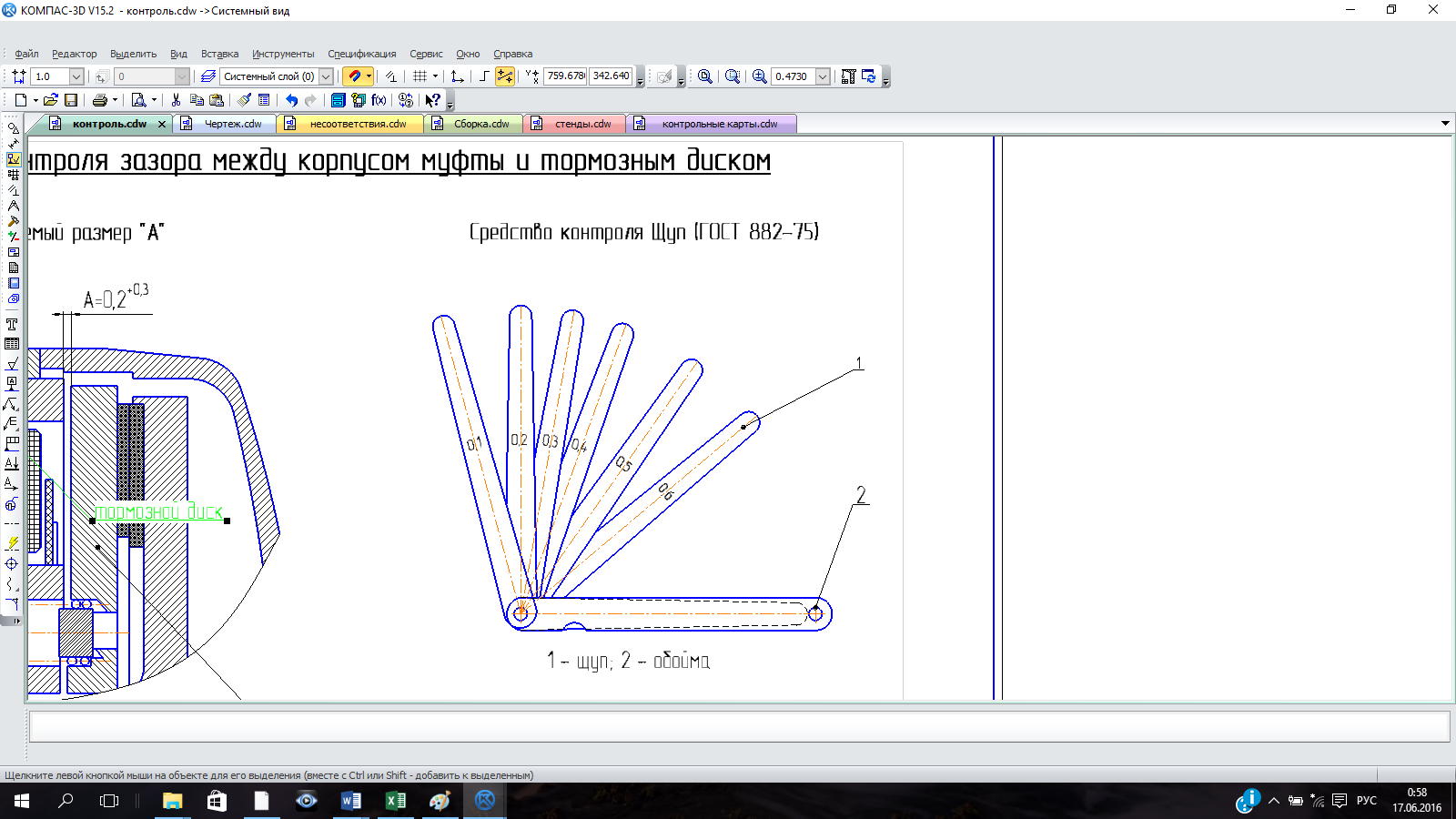
Рисунок 3 – Набор щупов.
В ходе контроля во время сборки может оказаться, что зазор недостаточен или избыточен, тогда сборка останавливается и происходит процесс регулировки зазора с помощью дистанционных шайб. Методика проведения измерения щупом изложена в ГОСТ 882-75. А также там можно увидеть разновидности наборов щупов, с широким диапазоном размеров.

Контрольные карты.
Понятие о контрольных картах
Контрольные карты - это представление полученных в ходе технологического процесса данных в виде точек или графика в порядке их поступления во времени. Они позволяют контролировать текущие рабочие характеристики процесса, показывают отклонения этих характеристик от целевого или среднего значения, а также уровень статической стабильности, устойчивости, управляемости процесса в течение определенного времени. Их можно использовать для изучения возможностей процесса, чтобы помочь определить достижимые цели и выявить изменения средних характеристик и изменчивость процесса, которые требуют корректирующих или предупреждающих действий.
Контрольные карты основываются на четырех положениях:
-
все процессы с течением времени отклоняются от заданных характеристик, -
небольшие отклонения отдельных точек являются непрогнозируемыми, -
стабильный процесс изменяется случайным образом, но так, что группы точек этого процесса имеют тенденцию, находится в прогнозируемых границах, -
нестабильный процесс отклоняется в силу неслучайных факторов, и неслучайными обычно считаются те отклонения, которые находятся за пределами прогнозируемых границ.
Контрольные карты позволяют использовать текущие данные процесса, чтобы установить статистически нормальные рабочие границы – границы регулирования – в которых должны находиться характеристики процесса.
Постоянное использование контрольной карты может помочь определить факторы, вызывающие отклонения процесса от заданных требований, и исключить их влияние.
Впервые контрольные карты были предложены в 1924 году Уолтером Шухартом (Shewhart), а к настоящему времени разработано большое количество контрольных карт, которые делятся на три вида: КК Шухарта, приемочные и адаптивные.
Отклонения показателя качества могут быть классифицированы по двум видам: случайные отклонения, как правило, обусловленные большим количеством различных случайных факторов (вибрации, колебания питающих напряжений, температуры, влажности и т. п.) и неслучайные отклонения, вызванные особыми причинами (сдвиг шкалы измерительного прибора, станка, несоответствие сырья или комплектующих техническим условиям по номинальному значению). С помощью КК выявляются неслучайные отклонения и, следовательно, воздействие на технологический процесс особых причин.
Инструмент КК применяется как для анализа количественных данных, когда результаты измерений показателя качества выражаются в числовой форме (например, измеряется диаметр вала), так и для анализа «альтернативных» данных, когда информация об объектах ограничена выводом типа «да»/«нет» (например, диаметр вала измеряется с помощью двух калибров). В первом случае применяются КК по количественному признаку, во втором — по альтернативному.
Таблица 1 – Основные типы контрольных карт
| Значения характеристики (показателя качества) | Название |
| по количественному при Непрерывные значения | Х-карта (индивидуальных значений хj, карта измеряемых значений) |
| (  -S) – карта (средних значений и среднеквадратических отклонений S) -S) – карта (средних значений и среднеквадратических отклонений S) | |
| ( -R) - карта (средних значений и размахов R) | |
| (  - карта (медиан - карта (медиан  и размахов R) и размахов R) | |
| (  - карта (медиан и среднеквадратических отклонений S) - карта (медиан и среднеквадратических отклонений S) | |
| Продолжение таблицы 3 – Основные типы контрольных карт | |
| по альтернативному Дискретные значения | р – карта (для контроля доли несоответствующих дефектных изделий в подгруппе) |
| np – карта (для контроля числа несоответствующих дефектных изделий в подгруппе определенного объема n) | |
| с-карта (для контроля числа несоответствий дефектов в подгруппе) | |
| u- карта (для контроля числа несоответствий дефектов, приходящихся на единицу продукции) | |
Вставка обозначений
При применении контрольных карт возможны 2 вида ошибок – первого и второго рода.
Ошибка 1-го рода возникает, когда процесс находится в статистически управляемом состоянии, а точка выскакивает за контрольные границы случайно. В результате неправильно решают, что процесс вышел из состояния статистической управляемости, и делают попытку устранить причину несуществующей проблемы.
Ошибка 2-го рода возникает, когда рассматриваемый процесс не управляем, а точки случайно оказываются внутри контрольных границ. В этом случае неверно заключают, что процесс статически управляем и упускают возможность предупредить рост выхода несоответствующей продукции.
Система карт Шухарта учитывает только ошибки первого рода, равные 0,3% в пределах границ 3.
Для каждой контрольной карты встречаются две ситуации:
-
стандартные значения заданы -
стандартные значения не заданы.
Стандартные значения – это значения, заданные в соответствии с некоторыми конкретными требованиями или целями (Х0 и 0).
Целью контрольных карт, для которых не заданы стандартные значения является обнаружение отклонений характеристик, которые вызваны иными причинами, чем те, которые могут быть объяснены только случайностью. Эти контрольные карты основаны целиком на данных самих выборок и используются для обнаружения вариаций, которые обусловлены неслучайными причинами.
Целью контрольных карт, для которых заданы стандартные значения является определение того, отличаются ли наблюдаемые значения среднего арифметического, размаха и т.д. для нескольких подгрупп от соответствующих стандартных значений больше, чем можно ожидать при действии только случайных величин.
Карты средних, размахов или выборочных стандартных отклонений отражают состояние через разброс и через расположение цента. Поэтому контрольные карты для количественных данных почти всегда применяют и анализируют парами – одна карта для расположения и одна- для разброса. Наиболее часто используют пару
 - и R-карту.
- и R-карту.