Файл: Отчет по учебной практике уп. 04 Учебная практика пм. 04 Выполнение работ по профессии слесарьремонтник.docx
Добавлен: 18.03.2024
Просмотров: 97
Скачиваний: 6
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
Пригоночные операции слесарной обработки при изготовлении деталей приспособлений, режущего и измерительного инструмента в соответствии с производственным заданием с соблюдением требований охраны труда.
К пригоночным операциям слесарной обработки относятся: пригонка, припасовка, притирка и доводка.
Для пригонки одной детали к другой прежде всего необходимо, чтобы одна из деталей была совершенно готовой – по ней и ведется пригонка. В пригонке скользящих деталей наиболее существенным препятствием являются острые ребра и углы припиливаемых поверхностей. Их подгоняют до тех пор, пока сопрягаемые детали не станут входить одна в другую свободно, без зазора. Если соединение на просвет не проглядывается, ведут припиливание по краске. На подгоняемых поверхностях могут быть и без краски различимы следы от трения одной поверхности по другой. Эти следы, имеющие вид блестящих пятен, показывают, что именно данные места мешают движению одной детали по другой. Блестящие места (или следы краски) опиливают напильником до тех пор, пока деталь не будет окончательно готова. При любых пригоночных работах нельзя оставлять острых ребер и заусенцев на деталях; их нужно сглаживать напильником, так как о них можно пораниться. О качестве обработки торцов и ребер можно судить, проводя по ним пальцем.
Пригонка напильником является одной из труднейших в работе слесаря, так как обрабатывать приходится в труднодоступных местах. Целесообразно эту операцию выполнять борна-пильниками, шлифовальными борголовками, применяя опиловочно-зачистные станки.
 При подгонке вкладыша по готовому отверстию работа сводится к обычному опиливанию, при пригонке по большому числу поверхностей сначала обрабатывают две сопряженные базовые стороны, затем подгоняют две остальные до получения нужного сопряжения. Детали должны входить одна в другую без качки, свободно. Если изделие на просвет не проглядывается, ведут припиливание по краске.
При подгонке вкладыша по готовому отверстию работа сводится к обычному опиливанию, при пригонке по большому числу поверхностей сначала обрабатывают две сопряженные базовые стороны, затем подгоняют две остальные до получения нужного сопряжения. Детали должны входить одна в другую без качки, свободно. Если изделие на просвет не проглядывается, ведут припиливание по краске.
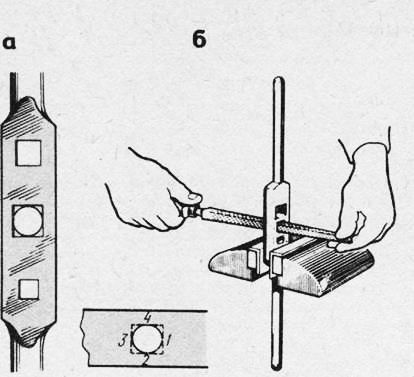
Рис. 1. Распиливание квадратного отверстия: а — разметка, б — прием распиливания
Иногда на подгоняемых поверхностях и без краски можно различить следы от трения одной поверхности по другой. Следы, имеющие вид блестящих пятен («светлячки»), показывают, что данное место мешает движению одной детали по другой. Эти места (выступы) удаляют,
добиваясь или отсутствия блеска, или равномерного блеска по всей поверхности.
При любых пригоночных работах нельзя оставлять острых ребер и заусенцев на деталях, их нужно сглаживать личным напильником. Насколько хорошо сглажено ребро, можно определить, проведя по нему пальцем.
Понятие «сглаживание ребра» нельзя путать с понятием «снятие фаски». При снятии фаски на ребре детали делают небольшую плоскую ленточку, наклоненную под углом 45° к боковым граням детали.
Припасовкой называется обоюдная пригонка деталей, сопрягающихся без зазора. Припасовывают как замкнутые, так и полузамкнутые контуры. Припасовке характерна большая точность обработки. В припасовываемых деталях отверстие называют проймой, а деталь, входящую в пройму, – вкладышем. Припасовке подвергают шаблоны, контршаблоны, штамповый инструмент (пуансоны и матрицы) и т. д. У шаблона и контршаблона рабочие части должны быть припасованы, так, чтобы при соприкосновении припасованных сторон шаблона и контршаблона между этими сторонами не было зазора при любых из возможных вариантов взаимных перекантовок шаблона и контршаблона.
Криволинейные и фасонные детали обрабатывают на шлифовальных станках специальными профилированными абразивными кругами. Широкое применение также находят электроискровые, химические и другие методы обработки, исключающие дополнительную отделку вручную.
Однако при выполнении слесарно-сборочных, ремонтных работ, а также при окончательной обработке деталей, полученных штамповкой, выполнять эти работы приходится вручную.
 Применением специальных инструментов и приспособлений добиваются повышения производительности распиливания и припасовки. К числу таких инструментов и приспособлений относятся ручные напильники со сменными пластинками и напильники из проволоки, покрытые алмазной крошкой, опиловочные призмы, опиловочные наметки и т. д.
Применением специальных инструментов и приспособлений добиваются повышения производительности распиливания и припасовки. К числу таких инструментов и приспособлений относятся ручные напильники со сменными пластинками и напильники из проволоки, покрытые алмазной крошкой, опиловочные призмы, опиловочные наметки и т. д.
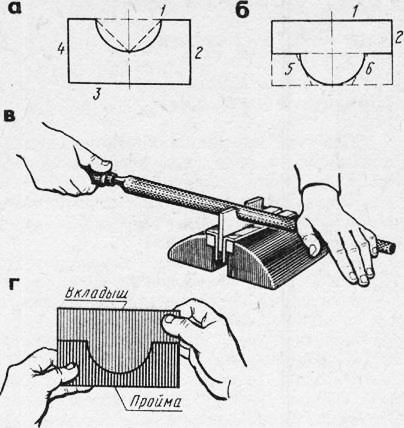
Рис. 2. Припасовка: а — разметка, б — подгонка, в — подпиливание, г — проверка вкладышем
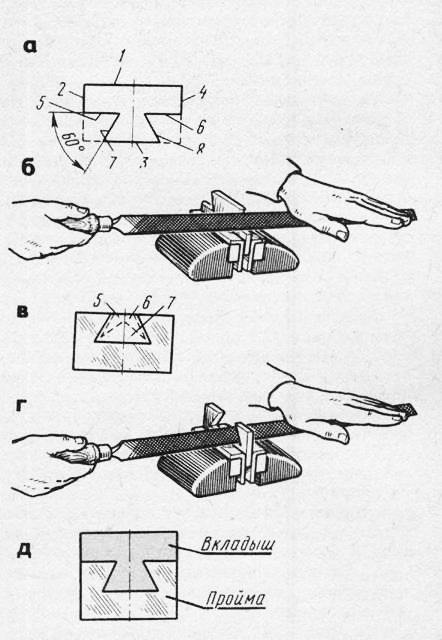
Рис. 3. Припасовка косоугольных вкладышей: а — схема разметки наружных углов, б — опиливание наружной поверхности, в — схема разметки внутренних углов, г — опиливание внутренних углов, д — проверка вкладышем

Пригонка. Для пригонки одной детали к другой прежде всего необходимо, чтобы одна из деталей была совершенно готовой; по ней и ведется пригонка. Операция пригонки напильником — одна из труднейших в работе слесаря. Выполняющий эту операцию должен проявить много терпения и настойчивости.
В пригонке скользящих деталей наиболее существенным препятствием являются острые ребра и углы припиливаемых поверхностей. Их нужно осторожно подправлять до тех пор, пока пригоняемые детали не станут входить одна в другую свободно, без качки. Если соединение на просвет не проглядывается, ведут припиливание по краске. Обычно же на подгоняемых поверхностях и без краски различают следы от трения одной поверхности по другой. Эти следы, имеющие вид блестящих пятен, показывают, что именно данные места мешают движению одной детали по другой. Блестящие места (или следы краски) необходимо снимать напильником до тех пор, пока деталь не будет окончательно припилена.
При любых пригоночных работах нельзя оставлять острых ребер и заусенцев на деталях; их нужно сглаживать личным напильником. Насколько хорошо сглажено ребро, можно определить, проводя по нему пальцем.
Сглаживание ребер нельзя смешивать со снятием фаски. При снятии фаски на ребре детали делают небольшую плоскую ленточку, наклоненную под углом 45° к боковым граням детали.
Припасовка. Окончательная пригонка деталей — точная, без просветов, качки и перекоса — называется припасовкой. Припасовке подвергают шаблоны, контршаблоны, штамповый инструмент (пуансоны и матрицы) и различные другие изделия. У шаблона и контршаблона рабочие части должны быть припасованы очень точно — так, чтобы при соприкосновении припасованных сторон шаблона и контршаблона между этими сторонами не было никакого зазора при любой из возможных взаимных перекантовок шаблона и контршаблона.
Рабочий инструмент и приспособления
Важным условием высококачественной обработки подгоняемых поверхностей и отверстий является правильный выбор напильников. Напильники выбирают по профилю сечения в зависимости от формы обрабатываемых поверхностей и отверстий: для углублений и отверстий, имеющих квадратное сечение – квадратные напильники, для прямоугольных – плоские и квадратные напильники, для трехгранных – трехгранные, ромбовидные и полукруглые, для шестигранных отверстий – трехгранные и квадратные. Напильники должны иметь ширину рабочей части не более 0,6–0,7 размера стороны углубления или отверстия, длина напильника определяется размером обрабатываемой поверхности (по длине) плюс 200 мм. При обработке криволинейных поверхностей отверстий в виде радиусных, овальных или сложных криволинейных контуров применяют круглые или полукруглые напильники, у которых радиус закругления должен быть меньше радиуса закругления обрабатываемого контура. Припасовка производится напильниками с мелкой и очень мелкой насечкой – № 2, 3, 4 и 5, а также абразивными порошками и пастами.
Также высококачественной обработке деталей способствует правильный подбор крепежных приспособлений, таких как ручные тиски, позволяющие быстро закреплять обрабатываемую деталь. Их конструкция позволяет производить зажим детали в тисках конусным устройством, разводящим и сводящим губки при вращении круглой рукоятки с накатанной поверхностью. Косые губки к тискам применяются для зажима деталей при опиловке наклонных поверхностей и снятии фасок. Косые губки вставляют между губками обычных параллельных слесарных тисков.
Лекальные тиски применяют для выполнения операций, при которых требуется высокая точность базирования и надежность закрепления детали (при разметке, сверлении, развертывании, плоском и профильном шлифовании). Эти тиски отличаются от машинных тисков высокой точностью изготовления и возможностью их установки на три взаимно перпендикулярные плоскости. Неподвижная губка составляет одно целое с корпусом. Конструкция подвижной губки позволяет ей перемещаться по точно отшлифованной плоскости корпуса. При этом направление губкам задают две шпонки. Подвижная губка удерживается на плоскости корпуса винтами, которые проходят через дистанционный упор и планку.
Дистанционный упор при затянутых винтах позволяет перемещаться деталям по скользящей посадке относительно направляющих корпуса. Перемещение губки производится при помощи винта, вращающегося в гайке, неподвижно закрепленной на корпусе и застопоренной в подвижной губке штифтом. Боковые поверхности лекальных тисков строго перпендикулярны шлифованному основанию и параллельны между собой, а зажимные плоскости губок перпендикулярны основанию и верхней плоскости корпуса тисков. Все основные детали тисков изготовляют из стали У7А, подвергают термической обработке до твердости НRС 55–58 и шлифованию с допусками по второму классу точности. Струбцины широко используются при выполнении подгоночных операций, выполняемых слесарем. Например, струбцина с дифференциальным зажимным винтом имеет следующую конструкцию. Дифференциальный зажимной винт зажимает пакет плоскопараллельных деталей и регулирует как параллельность губок, так и силу зажима, что особенно важно при лекальных работах.
Струбцина имеет две зажимные планки, соединенные двумя винтами. Винт дифференциальный, т. е. с двумя нарезками разного диаметра и разного шага. Винт имеет подпружиненный наконечник
, самоустанавливающийся в углублении планки. Такое устройство позволяет в начале зажать детали винтом, а уже потом винтом, что при малых габаритах струбцины позволяет получать надежное закрепление со значительным усилием зажима.
Для облегчения работы и обеспечения более высокой точности обработки ребер деталей слесари используют специальные приспособления, обеспечивающие оптимальную установку обрабатываемой детали, надежное ее закрепление в требуемом положении и создание точного направления обрабатывающему инструменту (напильнику, надфилю, абразивному бруску, притиру). Существуют разнообразные конструкции приспособлений: от простейшего опиловочного угольника до сложных рамочных устройств с роликовыми направляющими, угломерами, синусными линейками. Для обработки прямолинейных поверхностей шаблонов и лекал применяют параллели (наметки). Параллель с призматическими направляющими вкладышами представляет собой две закаленные и хорошо отшлифованными под прямым углом планками с пазами, в которых размещены два направляющих вкладыша, плотно сидящие в пазах. Перемещение планок относительно друг друга и зажим обрабатываемой детали производится при помощи двух винтов.
Для слесарной обработки внутренних прямых углов у шаблонов, калибров и лекальных инструментов применяют раздвижные угольники. При ручной обработке шаблонов, лекал и различных калибров до и после закалки применяют универсальную параллель. Данное приспособление заменяет несколько параллелей, используемых для обработки отдельных элементов профиля шаблона. Оно состоит из корпуса, на боковых поверхностях которого имеется большое количество отверстий с резьбой М6. Отверстия расположены вертикальными и горизонтальными рядами на расстоянии 10 мм друг от друга. К одной из торцовых поверхностей корпуса прикреплена на штифтах и винтах планка с продольным пазом, выполняющая функцию направляющей плоскости, по которой перемещается рабочий инструмент. На лицевой стороне корпуса имеется вертикальный паз со сквозной прорезью по всей его длине, в которой помещен ползун, перемещающийся вдоль паза. В нужном положении ползун закрепляют винтом, расположенным с тыльной стороны корпуса. В верхней части ползуна имеется сквозное отверстие, две грани которого образуют призму. С торца ползуна ввернут винт, с помощью которого к призме прижимается штифт
К пригоночным операциям слесарной обработки относятся: пригонка, припасовка, притирка и доводка.
Для пригонки одной детали к другой прежде всего необходимо, чтобы одна из деталей была совершенно готовой – по ней и ведется пригонка. В пригонке скользящих деталей наиболее существенным препятствием являются острые ребра и углы припиливаемых поверхностей. Их подгоняют до тех пор, пока сопрягаемые детали не станут входить одна в другую свободно, без зазора. Если соединение на просвет не проглядывается, ведут припиливание по краске. На подгоняемых поверхностях могут быть и без краски различимы следы от трения одной поверхности по другой. Эти следы, имеющие вид блестящих пятен, показывают, что именно данные места мешают движению одной детали по другой. Блестящие места (или следы краски) опиливают напильником до тех пор, пока деталь не будет окончательно готова. При любых пригоночных работах нельзя оставлять острых ребер и заусенцев на деталях; их нужно сглаживать напильником, так как о них можно пораниться. О качестве обработки торцов и ребер можно судить, проводя по ним пальцем.
Пригонка напильником является одной из труднейших в работе слесаря, так как обрабатывать приходится в труднодоступных местах. Целесообразно эту операцию выполнять борна-пильниками, шлифовальными борголовками, применяя опиловочно-зачистные станки.
При подгонке вкладыша по готовому отверстию работа сводится к обычному опиливанию, при пригонке по большому числу поверхностей сначала обрабатывают две сопряженные базовые стороны, затем подгоняют две остальные до получения нужного сопряжения. Детали должны входить одна в другую без качки, свободно. Если изделие на просвет не проглядывается, ведут припиливание по краске.Рис. 1. Распиливание квадратного отверстия: а — разметка, б — прием распиливания
Иногда на подгоняемых поверхностях и без краски можно различить следы от трения одной поверхности по другой. Следы, имеющие вид блестящих пятен («светлячки»), показывают, что данное место мешает движению одной детали по другой. Эти места (выступы) удаляют,
добиваясь или отсутствия блеска, или равномерного блеска по всей поверхности.
При любых пригоночных работах нельзя оставлять острых ребер и заусенцев на деталях, их нужно сглаживать личным напильником. Насколько хорошо сглажено ребро, можно определить, проведя по нему пальцем.
Понятие «сглаживание ребра» нельзя путать с понятием «снятие фаски». При снятии фаски на ребре детали делают небольшую плоскую ленточку, наклоненную под углом 45° к боковым граням детали.
Припасовкой называется обоюдная пригонка деталей, сопрягающихся без зазора. Припасовывают как замкнутые, так и полузамкнутые контуры. Припасовке характерна большая точность обработки. В припасовываемых деталях отверстие называют проймой, а деталь, входящую в пройму, – вкладышем. Припасовке подвергают шаблоны, контршаблоны, штамповый инструмент (пуансоны и матрицы) и т. д. У шаблона и контршаблона рабочие части должны быть припасованы, так, чтобы при соприкосновении припасованных сторон шаблона и контршаблона между этими сторонами не было зазора при любых из возможных вариантов взаимных перекантовок шаблона и контршаблона.
Криволинейные и фасонные детали обрабатывают на шлифовальных станках специальными профилированными абразивными кругами. Широкое применение также находят электроискровые, химические и другие методы обработки, исключающие дополнительную отделку вручную.
Однако при выполнении слесарно-сборочных, ремонтных работ, а также при окончательной обработке деталей, полученных штамповкой, выполнять эти работы приходится вручную.
Применением специальных инструментов и приспособлений добиваются повышения производительности распиливания и припасовки. К числу таких инструментов и приспособлений относятся ручные напильники со сменными пластинками и напильники из проволоки, покрытые алмазной крошкой, опиловочные призмы, опиловочные наметки и т. д.Рис. 2. Припасовка: а — разметка, б — подгонка, в — подпиливание, г — проверка вкладышем
Рис. 3. Припасовка косоугольных вкладышей: а — схема разметки наружных углов, б — опиливание наружной поверхности, в — схема разметки внутренних углов, г — опиливание внутренних углов, д — проверка вкладышем
Пригонка. Для пригонки одной детали к другой прежде всего необходимо, чтобы одна из деталей была совершенно готовой; по ней и ведется пригонка. Операция пригонки напильником — одна из труднейших в работе слесаря. Выполняющий эту операцию должен проявить много терпения и настойчивости.
В пригонке скользящих деталей наиболее существенным препятствием являются острые ребра и углы припиливаемых поверхностей. Их нужно осторожно подправлять до тех пор, пока пригоняемые детали не станут входить одна в другую свободно, без качки. Если соединение на просвет не проглядывается, ведут припиливание по краске. Обычно же на подгоняемых поверхностях и без краски различают следы от трения одной поверхности по другой. Эти следы, имеющие вид блестящих пятен, показывают, что именно данные места мешают движению одной детали по другой. Блестящие места (или следы краски) необходимо снимать напильником до тех пор, пока деталь не будет окончательно припилена.
При любых пригоночных работах нельзя оставлять острых ребер и заусенцев на деталях; их нужно сглаживать личным напильником. Насколько хорошо сглажено ребро, можно определить, проводя по нему пальцем.
Сглаживание ребер нельзя смешивать со снятием фаски. При снятии фаски на ребре детали делают небольшую плоскую ленточку, наклоненную под углом 45° к боковым граням детали.
Припасовка. Окончательная пригонка деталей — точная, без просветов, качки и перекоса — называется припасовкой. Припасовке подвергают шаблоны, контршаблоны, штамповый инструмент (пуансоны и матрицы) и различные другие изделия. У шаблона и контршаблона рабочие части должны быть припасованы очень точно — так, чтобы при соприкосновении припасованных сторон шаблона и контршаблона между этими сторонами не было никакого зазора при любой из возможных взаимных перекантовок шаблона и контршаблона.
Рабочий инструмент и приспособления
Важным условием высококачественной обработки подгоняемых поверхностей и отверстий является правильный выбор напильников. Напильники выбирают по профилю сечения в зависимости от формы обрабатываемых поверхностей и отверстий: для углублений и отверстий, имеющих квадратное сечение – квадратные напильники, для прямоугольных – плоские и квадратные напильники, для трехгранных – трехгранные, ромбовидные и полукруглые, для шестигранных отверстий – трехгранные и квадратные. Напильники должны иметь ширину рабочей части не более 0,6–0,7 размера стороны углубления или отверстия, длина напильника определяется размером обрабатываемой поверхности (по длине) плюс 200 мм. При обработке криволинейных поверхностей отверстий в виде радиусных, овальных или сложных криволинейных контуров применяют круглые или полукруглые напильники, у которых радиус закругления должен быть меньше радиуса закругления обрабатываемого контура. Припасовка производится напильниками с мелкой и очень мелкой насечкой – № 2, 3, 4 и 5, а также абразивными порошками и пастами.
Также высококачественной обработке деталей способствует правильный подбор крепежных приспособлений, таких как ручные тиски, позволяющие быстро закреплять обрабатываемую деталь. Их конструкция позволяет производить зажим детали в тисках конусным устройством, разводящим и сводящим губки при вращении круглой рукоятки с накатанной поверхностью. Косые губки к тискам применяются для зажима деталей при опиловке наклонных поверхностей и снятии фасок. Косые губки вставляют между губками обычных параллельных слесарных тисков.
Лекальные тиски применяют для выполнения операций, при которых требуется высокая точность базирования и надежность закрепления детали (при разметке, сверлении, развертывании, плоском и профильном шлифовании). Эти тиски отличаются от машинных тисков высокой точностью изготовления и возможностью их установки на три взаимно перпендикулярные плоскости. Неподвижная губка составляет одно целое с корпусом. Конструкция подвижной губки позволяет ей перемещаться по точно отшлифованной плоскости корпуса. При этом направление губкам задают две шпонки. Подвижная губка удерживается на плоскости корпуса винтами, которые проходят через дистанционный упор и планку.
Дистанционный упор при затянутых винтах позволяет перемещаться деталям по скользящей посадке относительно направляющих корпуса. Перемещение губки производится при помощи винта, вращающегося в гайке, неподвижно закрепленной на корпусе и застопоренной в подвижной губке штифтом. Боковые поверхности лекальных тисков строго перпендикулярны шлифованному основанию и параллельны между собой, а зажимные плоскости губок перпендикулярны основанию и верхней плоскости корпуса тисков. Все основные детали тисков изготовляют из стали У7А, подвергают термической обработке до твердости НRС 55–58 и шлифованию с допусками по второму классу точности. Струбцины широко используются при выполнении подгоночных операций, выполняемых слесарем. Например, струбцина с дифференциальным зажимным винтом имеет следующую конструкцию. Дифференциальный зажимной винт зажимает пакет плоскопараллельных деталей и регулирует как параллельность губок, так и силу зажима, что особенно важно при лекальных работах.
Струбцина имеет две зажимные планки, соединенные двумя винтами. Винт дифференциальный, т. е. с двумя нарезками разного диаметра и разного шага. Винт имеет подпружиненный наконечник
, самоустанавливающийся в углублении планки. Такое устройство позволяет в начале зажать детали винтом, а уже потом винтом, что при малых габаритах струбцины позволяет получать надежное закрепление со значительным усилием зажима.
Для облегчения работы и обеспечения более высокой точности обработки ребер деталей слесари используют специальные приспособления, обеспечивающие оптимальную установку обрабатываемой детали, надежное ее закрепление в требуемом положении и создание точного направления обрабатывающему инструменту (напильнику, надфилю, абразивному бруску, притиру). Существуют разнообразные конструкции приспособлений: от простейшего опиловочного угольника до сложных рамочных устройств с роликовыми направляющими, угломерами, синусными линейками. Для обработки прямолинейных поверхностей шаблонов и лекал применяют параллели (наметки). Параллель с призматическими направляющими вкладышами представляет собой две закаленные и хорошо отшлифованными под прямым углом планками с пазами, в которых размещены два направляющих вкладыша, плотно сидящие в пазах. Перемещение планок относительно друг друга и зажим обрабатываемой детали производится при помощи двух винтов.
Для слесарной обработки внутренних прямых углов у шаблонов, калибров и лекальных инструментов применяют раздвижные угольники. При ручной обработке шаблонов, лекал и различных калибров до и после закалки применяют универсальную параллель. Данное приспособление заменяет несколько параллелей, используемых для обработки отдельных элементов профиля шаблона. Оно состоит из корпуса, на боковых поверхностях которого имеется большое количество отверстий с резьбой М6. Отверстия расположены вертикальными и горизонтальными рядами на расстоянии 10 мм друг от друга. К одной из торцовых поверхностей корпуса прикреплена на штифтах и винтах планка с продольным пазом, выполняющая функцию направляющей плоскости, по которой перемещается рабочий инструмент. На лицевой стороне корпуса имеется вертикальный паз со сквозной прорезью по всей его длине, в которой помещен ползун, перемещающийся вдоль паза. В нужном положении ползун закрепляют винтом, расположенным с тыльной стороны корпуса. В верхней части ползуна имеется сквозное отверстие, две грани которого образуют призму. С торца ползуна ввернут винт, с помощью которого к призме прижимается штифт