Файл: Содержание Введение Общие вопросы выпускной работы 11.doc
Добавлен: 29.03.2024
Просмотров: 74
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

Тшт в 2 раза.
Технико – экономическое обоснование внедрения операции №100 «Электрохимическое полирование профиля пера» приведено в разделе 4.
3.3. Разработка производственного участка для электрохимического полирования профиля пера
В результате проведенных расчетов в разделе 2.9 и построенной диаграмме (см. рис.2.9.2) видно, коэффициент загрузки оборудования Кз.о очень низкий. Для того, чтобы повысить коэффициент загрузки оборудования нужно внедрить переналаживаемый производственный участок и изготавливать на нем лопатки 1-й, 3-й, 4-й ступеней КВД, так как эти лопатки схожи по конструкции, а разность габаритных размеров не велика.
В таблице 3.4 представлены исходные данные по лопаткам 1-й; 2-й; 3-й и 4-й ступени КВД.
 Таблица 3.4
Таблица 3.4
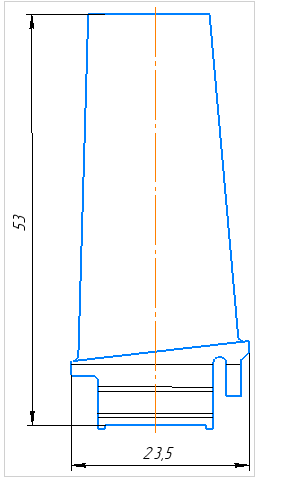
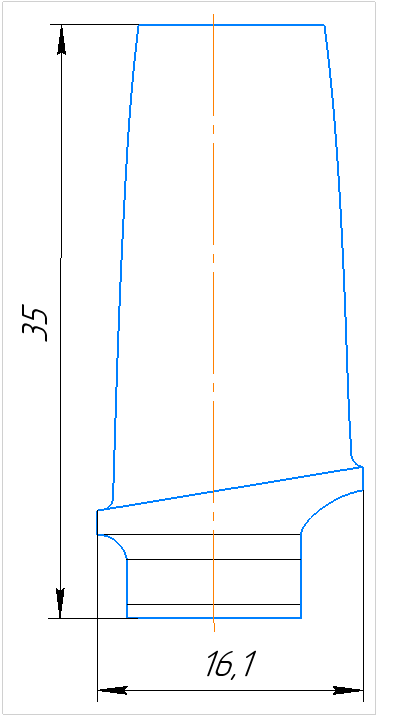
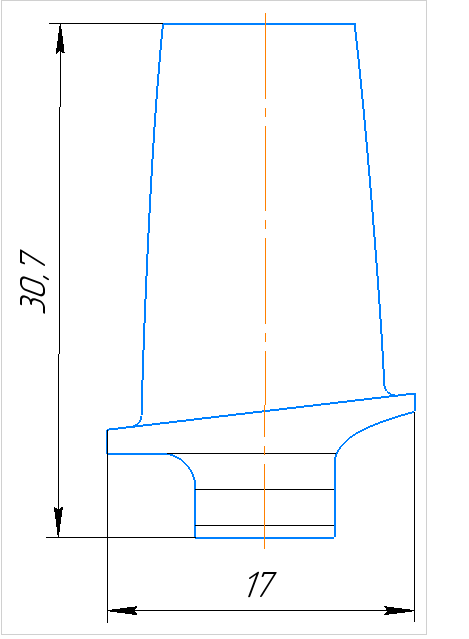
На рис. 3.4.1 показаны лопатки первой, третьей и четвертой ступеней КВД.
а) б) в)
Рисунок 3.4.1. а) – лопатка первой ступени КВД; б) – лопатка третьей ступени КВД;
в) – лопатка четвертой ступени КВД.
Для обеспечения годовой программы выпуска каждой лопатки составим план – график производства (см. табл.3.5), согласно методике приведенной в [10]. Для составления плана – графика было сделано ограничение, что запас изделий на складе должен обеспечивать работу сборочного цеха в течение трех суток. Трудоемкость изготовления лопаток одинакова. Для обеспечения объема выпуска каждой лопатки в месяц, количетсво лопаток в партии
 должно быть примерно одинаковым. Лопатки второй и четвертой ступени будут изготавливаться шесть дней, а первой и третьей ступени пять дней, чтобы количество лопаток в партии было примерно одинаковое.
должно быть примерно одинаковым. Лопатки второй и четвертой ступени будут изготавливаться шесть дней, а первой и третьей ступени пять дней, чтобы количество лопаток в партии было примерно одинаковое.
Таблица 3.5 – План график изготовления лопаток.
Произведем расчет количества оборудования так же как в разделе 2.9 и построим диаграмму загрузки оборудования при условии внедрения переналаживаемого производственного участка и внедрения операции №100 «Электрохимическое полирование профиля пера». Подготовительно – заключительное время Тп.з примем равным 30 мин, а количетсво изделий в смену N примем максиальное 178 шт.
Штучно – калькуляционное время Тшт.к расчитввается по формуле 30:
 , мин, (30)
, мин, (30)
где Тп.з – подготовительно – заключительное время, мин;
Nсм – количество изделий выпущенных за смену, шт.
Штучно – калькуляционное время Тшт.к на операции 020 «Протяжная»:
 , мин.
, мин.
Количество станков Коб.расч. для операции №020 «Протяжная»:
 , шт,
, шт,
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
 Коэффициент загрузки оборудования Кз.о на операции №020 «Протяжная»:
Коэффициент загрузки оборудования Кз.о на операции №020 «Протяжная»:
 , %.
, %.
Штучно – калькуляционное время Тшт.к на операции 030 «Протяжная»:
 , мин.
, мин.
Количество станков Коб.расч. для операции №030 «Протяжная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №030 «Протяжная»:
 , %.
, %.
Штучно – калькуляционное время Тшт.к на операции 040 «Протяжная»:
 , мин.
, мин.
Количество станков Коб.расч. для операции №040 «Протяжная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем
Kоб.пр = 2 шт.
 Коэффициент загрузки оборудования Кз.о на операции №040 «Протяжная»:
Коэффициент загрузки оборудования Кз.о на операции №040 «Протяжная»:
, %.
Штучно – калькуляционное время Тшт.к на операции 050 «Протяжная»:
, мин.
Количество станков Коб.расч. для операции №050 «Протяжная»:
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №050 «Протяжная»:
, %.
Штучно – калькуляционное время Тшт.к на операции 070 «Протяжная»:
 , мин.
, мин.
Количество станков Коб.расч. для операции №070 «Протяжная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
 Коэффициент загрузки оборудования Кз.о на операции №070 «Протяжная»:
Коэффициент загрузки оборудования Кз.о на операции №070 «Протяжная»:
 , %.
, %.
Штучно – калькуляционное время Тшт.к на операции 080 «Протяжная»:
, мин.
Количество станков Коб.расч. для операции №080 «Протяжная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №080 «Протяжная»:
 , %.
, %.
Штучно – калькуляционное время Тшт.к на операции 090 «Фрезерная с ЧПУ»:
 , мин.
, мин.
Количество станков Коб.расч. для операции №090 «Фрезерная с ЧПУ»:
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 4 шт.
Коэффициент загрузки оборудования Кз.о на операции №090 «Фрезерная с ЧПУ»:
 , %.
, %.
Штучно – калькуляционное время Тшт.к на операции 100 «Электрохимическое полирование профиля пера»:
 , мин.
, мин.
Количество станков Коб.расч. для операции №100 «Электрохимическое полирование профиля пера»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №100 «Электрохимическое полирование профиля пера»:
 , %.
, %.
Штучно – калькуляционное время Тшт.к на операции 105 «Полировальная»:
, мин.
 Количество станков Коб.расч. для операции №105 «Полировальная»:
Количество станков Коб.расч. для операции №105 «Полировальная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр= 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №105 «Полировальная»:
, %.
Штучно – калькуляционное время Тшт.к на операции 110 «Полировальная»:
, мин.
Количество станков Коб.расч. для операции №110 «Полировальная»:
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №110 «Полировальная»:
, %.
Штучно – калькуляционное время Тшт.к на операции 120 «Абразивно - отрезная»:
Технико – экономическое обоснование внедрения операции №100 «Электрохимическое полирование профиля пера» приведено в разделе 4.
3.3. Разработка производственного участка для электрохимического полирования профиля пера
В результате проведенных расчетов в разделе 2.9 и построенной диаграмме (см. рис.2.9.2) видно, коэффициент загрузки оборудования Кз.о очень низкий. Для того, чтобы повысить коэффициент загрузки оборудования нужно внедрить переналаживаемый производственный участок и изготавливать на нем лопатки 1-й, 3-й, 4-й ступеней КВД, так как эти лопатки схожи по конструкции, а разность габаритных размеров не велика.
В таблице 3.4 представлены исходные данные по лопаткам 1-й; 2-й; 3-й и 4-й ступени КВД.
Таблица 3.4| Наименование лопатки КВД. | Количество лопаток устанавливаемых на рабочее колесо, шт. | Годовая программа выпуска, Nгод, шт/год. | Количество лопаток выпускаемых в месяц, Nм, шт. |
| Лопатка 1-й ступени | 50 | 10440 | 870 |
| Лопатка 2-й ступени | 69 | 13810 | 1150 |
| Лопатка 3-й сутпени | 55 | 11520 | 960 |
| Лопатка 4-й ступени | 60 | 12840 | 1070 |
На рис. 3.4.1 показаны лопатки первой, третьей и четвертой ступеней КВД.
а) б) в)
Рисунок 3.4.1. а) – лопатка первой ступени КВД; б) – лопатка третьей ступени КВД;
в) – лопатка четвертой ступени КВД.
Для обеспечения годовой программы выпуска каждой лопатки составим план – график производства (см. табл.3.5), согласно методике приведенной в [10]. Для составления плана – графика было сделано ограничение, что запас изделий на складе должен обеспечивать работу сборочного цеха в течение трех суток. Трудоемкость изготовления лопаток одинакова. Для обеспечения объема выпуска каждой лопатки в месяц, количетсво лопаток в партии
должно быть примерно одинаковым. Лопатки второй и четвертой ступени будут изготавливаться шесть дней, а первой и третьей ступени пять дней, чтобы количество лопаток в партии было примерно одинаковое.Таблица 3.5 – План график изготовления лопаток.
| Наименование детали | Рабочие дни месяца | Итого за смену | |||||||||||||||||||||
| 1 | 2 | 3 | 4 | 5 | 6 | 7 | 8 | 9 | 10 | 11 | 12 | 13 | 14 | 15 | 16 | 17 | 18 | 19 | 20 | 21 | 22 | ||
| Лопатка 4-й ступени КВД | | | | | | | | | | | | | | | | | | | | | | | 178 |
| Лопатка 2-й ступени КВД | | | | | | | | | | | | | | | | | | | | | | | 178 |
| Лопатка 1-й ступени КВД | | | | | | | | | | | | | | | | | | | | | | | 174 |
| Лопатка 3-й ступени КВД | | | | | | | | | | | | | | | | | | | | | | | 174 |
Произведем расчет количества оборудования так же как в разделе 2.9 и построим диаграмму загрузки оборудования при условии внедрения переналаживаемого производственного участка и внедрения операции №100 «Электрохимическое полирование профиля пера». Подготовительно – заключительное время Тп.з примем равным 30 мин, а количетсво изделий в смену N примем максиальное 178 шт.
Штучно – калькуляционное время Тшт.к расчитввается по формуле 30:
где Тп.з – подготовительно – заключительное время, мин;
Nсм – количество изделий выпущенных за смену, шт.
Штучно – калькуляционное время Тшт.к на операции 020 «Протяжная»:
Количество станков Коб.расч. для операции №020 «Протяжная»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №020 «Протяжная»: , %.Штучно – калькуляционное время Тшт.к на операции 030 «Протяжная»:
Количество станков Коб.расч. для операции №030 «Протяжная»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №030 «Протяжная»:
, %.Штучно – калькуляционное время Тшт.к на операции 040 «Протяжная»:
Количество станков Коб.расч. для операции №040 «Протяжная»:
округляем полученное значение до целого числа и принимаем
Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №040 «Протяжная»: , %.Штучно – калькуляционное время Тшт.к на операции 050 «Протяжная»:
Количество станков Коб.расч. для операции №050 «Протяжная»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №050 «Протяжная»:
, %.Штучно – калькуляционное время Тшт.к на операции 070 «Протяжная»:
Количество станков Коб.расч. для операции №070 «Протяжная»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №070 «Протяжная»: , %.Штучно – калькуляционное время Тшт.к на операции 080 «Протяжная»:
Количество станков Коб.расч. для операции №080 «Протяжная»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №080 «Протяжная»:
, %.Штучно – калькуляционное время Тшт.к на операции 090 «Фрезерная с ЧПУ»:
Количество станков Коб.расч. для операции №090 «Фрезерная с ЧПУ»:
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 4 шт.
Коэффициент загрузки оборудования Кз.о на операции №090 «Фрезерная с ЧПУ»:
, %.Штучно – калькуляционное время Тшт.к на операции 100 «Электрохимическое полирование профиля пера»:
Количество станков Коб.расч. для операции №100 «Электрохимическое полирование профиля пера»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №100 «Электрохимическое полирование профиля пера»:
, %.Штучно – калькуляционное время Тшт.к на операции 105 «Полировальная»:
Количество станков Коб.расч. для операции №105 «Полировальная»:округляем полученное значение до целого числа и принимаем Kоб.пр= 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №105 «Полировальная»:
, %.Штучно – калькуляционное время Тшт.к на операции 110 «Полировальная»:
Количество станков Коб.расч. для операции №110 «Полировальная»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 2 шт.
Коэффициент загрузки оборудования Кз.о на операции №110 «Полировальная»:
, %.Штучно – калькуляционное время Тшт.к на операции 120 «Абразивно - отрезная»:

