Файл: Содержание Введение Общие вопросы выпускной работы 11.doc
Добавлен: 29.03.2024
Просмотров: 76
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №040 «Протяжная»:
 , %.
, %.
Количество станков Коб.расч. для операции №050 «Протяжная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
 Коэффициент загрузки оборудования Кз.о на операции №050 «Протяжная»:
Коэффициент загрузки оборудования Кз.о на операции №050 «Протяжная»:
 , %.
, %.
Количество станков Коб.расч. для операции №070 «Протяжная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №070 «Протяжная»:
 , %.
, %.
Количество станков Коб.расч. для операции №080 «Протяжная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №080 «Протяжная»:
 , %.
, %.
 Количество станков Коб.расч. для операции №090 «Фрезерная с ЧПУ»:
Количество станков Коб.расч. для операции №090 «Фрезерная с ЧПУ»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №090 «Фрезерная с ЧПУ»:
 , %,
, %,
Так как Кз.о получился слишком высоким, то примем количетсво станков Коб.пр = 2 и тогда получим:
 , %.
, %.
Количество станков Коб.расч. для операции №100 «Полировальная»:
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Сз.об на операции №100 «Полировальная»:
 , %,
, %,
Так как Кз.о получился слишком высоким, то примем количетсво станков Коб.пр = 2 и тогда получим:
 , %.
, %.
 Количество станков Коб.расч. для операции №105 «Полировальная»:
Количество станков Коб.расч. для операции №105 «Полировальная»:
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр.= 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №105 «Полировальная»:
, %.
Количество станков Коб.расч. для операции №110 «Полировальная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр. = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №110 «Полировальная»:
, %.
Количество станков Коб.расч. для операции №120 «Абразивно - отрезная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр. = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №120 «Абразивно - отрезная»:
 , %.
, %.
Количество станков Коб.расч. для операции №140 «Протяжная»:
 , шт.
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр. = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №140 «Протяжная»:
 ,%.
,%.
Результаты расчетов занесем в таблицу 2.9.
По данным таблицы построим диаграмму загрузки оборудования (рис.2.9.3).
 Таблица 2.9.
Таблица 2.9.
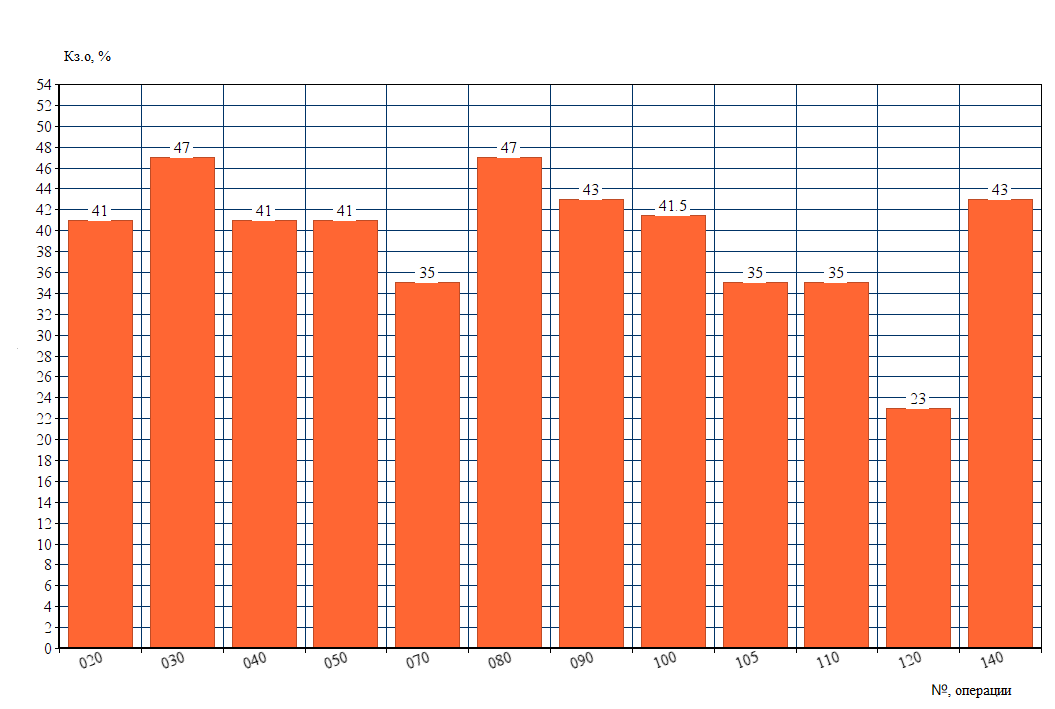
Рисунок 2.9.3. Диаграмма загрузки оборудования на операциях.
Из диаграммы загрузки оборудования видно, что средний коэффициент загрузки оборудования равен 41% (см. Приложение А – лист 11), что является не рациональным. Целесообразно оборудование использовать и для других лопаток. Для этой цели можно организовать групповое производство лопаток. Расчет группового производственного участка выполнен в разделе 3.3. В результате группового производства средний коэффициент загрузки оборудования составил 75% (см. табл. 3.6).
 3.Научно – ислледовательская часть
3.Научно – ислледовательская часть
3.1. Постановка задач. Краткое описание процесса
электрохимического полирования
Одной из главных задач при выполнении выпускной квалификационной работы является разработка отделочной операции «Электрохимическое полирование профиля пера» вместо ручного полирования. Из анализа действующего технологического процесса известно, что Тшт = 6,5 мин, что выше среднего значения Тшт по технологическому процессу (см. график штучных времен на рис. 3). Из-за этого ручное полирование является лимитирующей операцией технологического процесса, а также при ручном полировании невозможно получить стабильную шероховатость поверхности профиля пера.
В ходе изучения источников технической литературы [4], [5], [6], [7], [8] стало понятно, что электрохимическое полирование является эффективеым методом уменьшения шероховатости поверхности за счет локализации анодного растворения металла на микровыступах. Несмотря на то , что данная операция относится к операциям безразмерной обработки и проводится с целью уменьшения шероховатости поверхности, при проектировании операции полирования приходится решать ряд задач размерной ЭХО таких как:
- выбор рода тока;
- подбор состава электролита;
- назначение режимов обработки;
Основная цель внедрения данной операции – это обеспечение стабильной шероховатости поверхности по всей длине профиля пера лопатки, снижение трудоемкости технологической операции ручного полирования профиля пера, а также возможного снижения себестоимости изготовления лопатки.
Электрохимическая обработка имеет ряд преимуществ:
 - возможность обработки материала путем копирования формы электрода – инструмента;
- возможность обработки материала путем копирования формы электрода – инструмента;
- скорость обработки не зависит от механических свойств материала;
- отсутствует износ электрода – инструмента при нормальных условиях технологического процесса;
- отсутствует силовое воздействие на обрабатываемую заготовку (бесконтактный способ обработки);
- отсутствует наклеп и остаточные напряжения в поверхностном слое.
Так же у процессов электрохимической обработки имеется ряд недостатков:
- высокая энергоемкость процесса;
- высокая стоимость оборудования и производственных площадей;
- необходимость утилизации вторичных продуктов производства и регенерации рабочих жидкостей.
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №040 «Протяжная»:
, %.Количество станков Коб.расч. для операции №050 «Протяжная»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №050 «Протяжная»: , %.Количество станков Коб.расч. для операции №070 «Протяжная»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №070 «Протяжная»:
, %.Количество станков Коб.расч. для операции №080 «Протяжная»:
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №080 «Протяжная»:
, %. Количество станков Коб.расч. для операции №090 «Фрезерная с ЧПУ»:округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №090 «Фрезерная с ЧПУ»:
, %,Так как Кз.о получился слишком высоким, то примем количетсво станков Коб.пр = 2 и тогда получим:
, %.Количество станков Коб.расч. для операции №100 «Полировальная»:
, шт.
округляем полученное значение до целого числа и принимаем Kоб.пр = 1 шт.
Коэффициент загрузки оборудования Сз.об на операции №100 «Полировальная»:
, %,Так как Кз.о получился слишком высоким, то примем количетсво станков Коб.пр = 2 и тогда получим:
, %. Количество станков Коб.расч. для операции №105 «Полировальная»:округляем полученное значение до целого числа и принимаем Kоб.пр.= 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №105 «Полировальная»:
, %.Количество станков Коб.расч. для операции №110 «Полировальная»:
округляем полученное значение до целого числа и принимаем Kоб.пр. = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №110 «Полировальная»:
, %.Количество станков Коб.расч. для операции №120 «Абразивно - отрезная»:
округляем полученное значение до целого числа и принимаем Kоб.пр. = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №120 «Абразивно - отрезная»:
, %.Количество станков Коб.расч. для операции №140 «Протяжная»:
округляем полученное значение до целого числа и принимаем Kоб.пр. = 1 шт.
Коэффициент загрузки оборудования Кз.о на операции №140 «Протяжная»:
,%.Результаты расчетов занесем в таблицу 2.9.
По данным таблицы построим диаграмму загрузки оборудования (рис.2.9.3).
Таблица 2.9.| Порядковый № и наименование операции | Штучное время, Тшт. ,мин | Такт выпуска, τ мин/шт. | Количество оборудования расчетное Kоб.расч, шт | Количество оборудования принятое Коб.прин, шт | Коэффициент загрузки оборудования Сз.о, % |
| 020 «Протяжная» | 3,51 | 8,4 | 0,41 | 1 | 41 |
| 030 «Протяжная» | 4 | 8,4 | 0,47 | 1 | 47 |
| 040 «Протяжная» | 3,5 | 8,4 | 0,41 | 1 | 41 |
| 050 «Протяжная» | 3,5 | 8,4 | 0,41 | 1 | 41 |
| 070 «Протяжная» | 3 | 8.4 | 0,35 | 1 | 35 |
| 080 «Протяжная» | 4 | 8,4 | 0,47 | 1 | 47 |
| 090 «Фрезерная с ЧПУ» | 7,23 | 8,4 | 0,86 | 2 | 43 |
| 100 «Полировальная» | 7 | 8,4 | 0,83 | 2 | 41,5 |
| 105 «Полировальная» | 3 | 8,4 | 0,35 | 1 | 35 |
| 110 «Полировальная» | 3 | 8,4 | 0,35 | 1 | 35 |
| 120» Абразивно – отрезная» | 2 | 8.4 | 0,23 | 1 | 23 |
| 140 «Протяжная» | 3,66 | 8,4 | 0,43 | 1 | 43 |
Рисунок 2.9.3. Диаграмма загрузки оборудования на операциях.
Из диаграммы загрузки оборудования видно, что средний коэффициент загрузки оборудования равен 41% (см. Приложение А – лист 11), что является не рациональным. Целесообразно оборудование использовать и для других лопаток. Для этой цели можно организовать групповое производство лопаток. Расчет группового производственного участка выполнен в разделе 3.3. В результате группового производства средний коэффициент загрузки оборудования составил 75% (см. табл. 3.6).
3.Научно – ислледовательская часть3.1. Постановка задач. Краткое описание процесса
электрохимического полирования
Одной из главных задач при выполнении выпускной квалификационной работы является разработка отделочной операции «Электрохимическое полирование профиля пера» вместо ручного полирования. Из анализа действующего технологического процесса известно, что Тшт = 6,5 мин, что выше среднего значения Тшт по технологическому процессу (см. график штучных времен на рис. 3). Из-за этого ручное полирование является лимитирующей операцией технологического процесса, а также при ручном полировании невозможно получить стабильную шероховатость поверхности профиля пера.
В ходе изучения источников технической литературы [4], [5], [6], [7], [8] стало понятно, что электрохимическое полирование является эффективеым методом уменьшения шероховатости поверхности за счет локализации анодного растворения металла на микровыступах. Несмотря на то , что данная операция относится к операциям безразмерной обработки и проводится с целью уменьшения шероховатости поверхности, при проектировании операции полирования приходится решать ряд задач размерной ЭХО таких как:
- выбор рода тока;
- подбор состава электролита;
- назначение режимов обработки;
Основная цель внедрения данной операции – это обеспечение стабильной шероховатости поверхности по всей длине профиля пера лопатки, снижение трудоемкости технологической операции ручного полирования профиля пера, а также возможного снижения себестоимости изготовления лопатки.
Электрохимическая обработка имеет ряд преимуществ:
- возможность обработки материала путем копирования формы электрода – инструмента;- скорость обработки не зависит от механических свойств материала;
- отсутствует износ электрода – инструмента при нормальных условиях технологического процесса;
- отсутствует силовое воздействие на обрабатываемую заготовку (бесконтактный способ обработки);
- отсутствует наклеп и остаточные напряжения в поверхностном слое.
Так же у процессов электрохимической обработки имеется ряд недостатков:
- высокая энергоемкость процесса;
- высокая стоимость оборудования и производственных площадей;
- необходимость утилизации вторичных продуктов производства и регенерации рабочих жидкостей.

