Файл: Разработка управленческих решений является важным связующим элементом на этапе реализации основных функций управления планирования, организации, мотивации и контроля.doc
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 19.03.2024
Просмотров: 50
Скачиваний: 0

СОДЕРЖАНИЕ
1 ТЕОРЕТИЧЕСКИЕ ОСНОВЫ РЕАЛИЗАЦИИ ТЕХНОЛОГИИ ПРИНЯТИЯ УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ
1.1 Теоретические основы принятия управленческих решений и их основные характеристики
1.2 Методы принятия управленческих решений на предприятии
1.3 Технологии принятия управленческих решений и оценка их эффективности
2 АНАЛИЗ СИСТЕМЫ ПРИНЯТИЯ УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ НА АО РАТЕП
2.1 Общая характеристика АО РАТЕП
2.2 Анализ системы принятия оперативных управленческих решений на АО РАТЕП
2.3 Оценка технологии принятия стратегических управленческих решений
3.СОВЕРШЕНСТВОВАНИЕ СИСТЕМЫ ПРИНЯТИЯ УПРАВЛЕНЧЕСКИХ РЕШЕНИЙ НА АО РАТЕП
3.2 Эффективность предложенных мероприятий
Продолжение таблицы 2.13
Таким образом, проведенные исследования направлены на цели совершенствования организационной культуры в АО «РАТЕП», в результате выявлены существенные проблемы в данной области. В следующей части работы представлено проектирование процесса совершенствования организационной культуры специалистов исследуемой компании.
2.3 Оценка технологии принятия стратегических управленческих решений
Основной целью компании является расширение сферы деятельности компании.
Целями предприятия во внешней среде на макроуровне является:
- нахождение контакта с незнакомыми организациями;
- выбор наилучшего поставщика.
Целями предприятия во внешней среде на микроуровне является:
- обеспечение поддержания конкурентоспособности предприятия на высоком уровне;
- развитие клиентоориентированности.
Целями предприятия во внутренней среде является:
- развитие сервиса;
- повышение эффективности маркетинга.
Каждая из описанных целей детализируется и состоит из нескольких подцелей, образуя так называемое «дерево целей». Схематично оно представлено на рисунке 2.7.
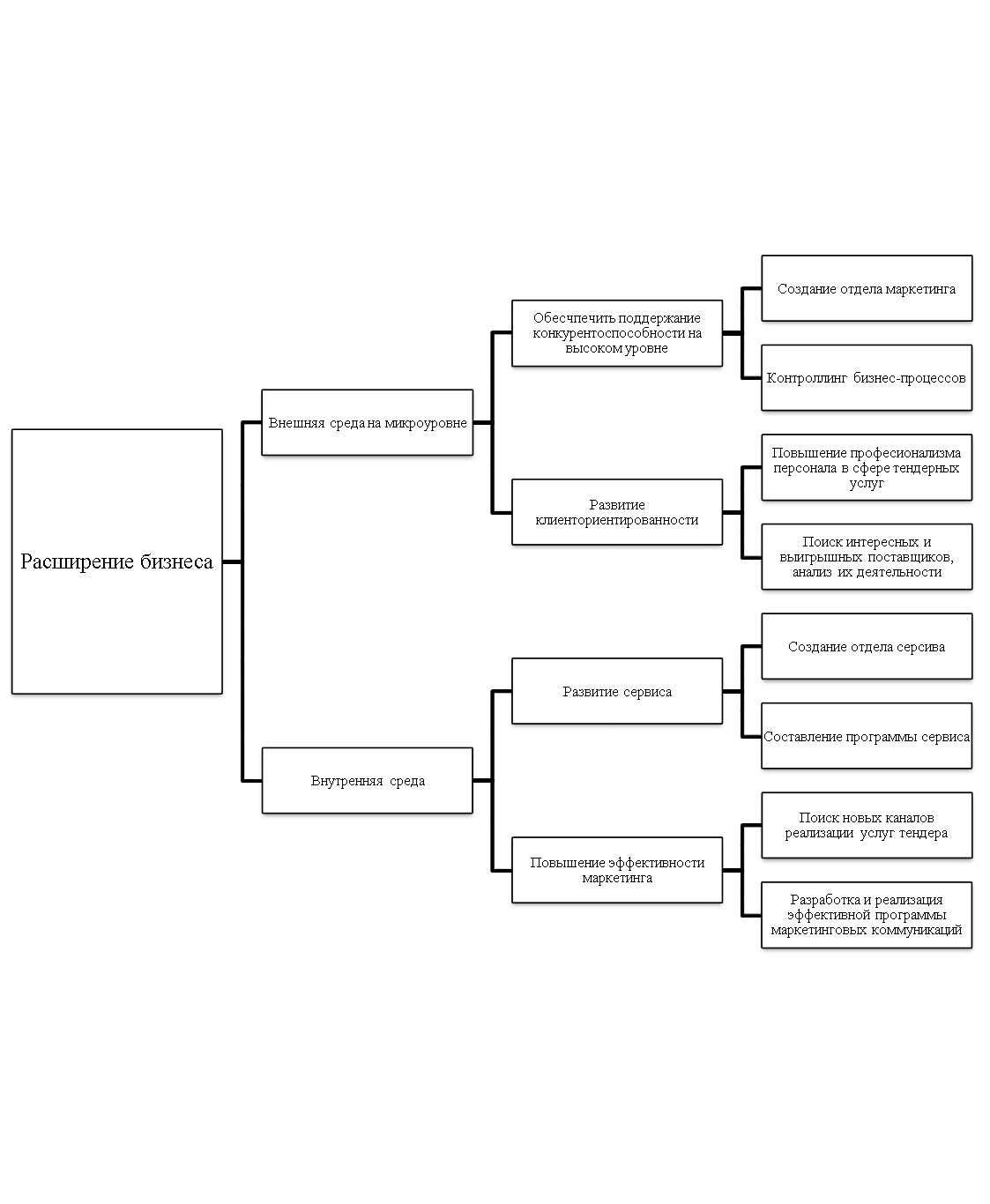
Рисунок 2.7 – Дерево целей АО «РАТЕП»
Таким образом, все составляющие «дерева целей» направлены на обеспечение главной стратегической цели расширение сферы деятельности компании.
Для производства производству систем управления зенитных ракетных и артиллерийских комплексов морского базирования в своей деятельности АО «РАТЕП» применяет высокотехнологичную термообработку. Для оптимизации затрат на термообработку на предприятии внедрили инновационную технологию термической обработки, разработанной ЗАО «Технопарк ЛТА» (г. Санкт-Петербург). В связи с тем, что данная технология высокоэффективна и востребована АО «РАТЕП» решило реализовывать термообработанную продукцию в качестве расширения своей деятельности.
Использование данной технологии позволяет получить модифицированную, термически обработанную без применения химических веществ продукцию.
Общая стоимость проекта: 9000 тыс. руб.
Срок окупаемости проекта – 3,4 года.
Направление инвестиций:
Основная сумма инвестиций направлена на приобретение оборудования и материалов для технологии.
Термообработка – это процесс нагревания предварительно металла до высоких температур. Такие температуры превышают температуру самовозгорания, поэтому, при нагревании, в качестве защиты от возгорания, используют водяной пар. Технологический процесс термообработки является контролируемым и непрерывным
, что позволяет корректировать свойства металла и достигать желаемого результата.
Фирмой ЗАО «Технопарк ЛТА» разработана инновационная технология термической обработки, реализованная в установках, производимых компанией.
Рассматриваемый проект термической обработки основывается на новой, экологически безопасной технологии, разработанной ЗАО «Технопарк ЛТА».
Сравнительный анализ потребительских свойств, приобретенных после модификации металла, показал значительное превосходство используемого «Технопарком ЛТА» метода.
В таблице 2.14 показаны сравнительные результаты испытаний.
Таблица 2.14 – Сравнительные характеристики производственных параметров и потребительских свойств, обработанной по разным технологиям
| Производственный параметр/потребительское свойство | Русская технология | Финская технология | Голландская технология | Французская технология | Немецкая технология |
| Продолжительность процесса, час | 12 | 24 | 15 | 20 | 12 |
| Максимальная температура процесса, °C | 180 | 240 | 200 | 250 | 200 |
| Расход тепла, % | 59,5 | 100 | 100 | 90 | 70 |
| Расход электроэнергии, % | 50 | 100 | 80 | 80 | 100 |
| Водопоглощение, % | 13 | 24 | 30 | 20 | 16 |
| Разбухание радиальное, % | 1,01 | 5,5 | 6,5 | 4,3 | 2,2 |
| Разбухание тангенциальное, % | 1,13 | 3,9 | 2,5 | 3,6 | 1,51 |
| Предел прочности при статическом изгибе, МПа | 185 | 120 | 120 | 150 | 120 |
| Наличие токсичных запахов | Отсутствуют | В наличии | Отсутствуют | В наличии | Отсутствуют |
Значительный вклад в повышение степени известности ТМД внесли такие фирмы, как Platho (Голландия), Mohlbeck (Австрия), Finnforest и Stora Enso Timber (Финляндия).
Термическая обработка придает металлу необычные декоративные свойства. Причем оттенок, который приобретает металл в результате термической обработки, вызван не тонировкой, а изменениями в самом металле под воздействием высоких температур, и цвет однороден по всему сечению.
Поверхность становится более гладкой и ровной, что весьма удобно для последующей окраски и даже для натирания.
Средние издержки изготовления 1 м3 продукции составят
Среднемесячный объем 4500 / 12 = 375
Среднемесячные расходы на сырье 375 * 3854,19 = 1 445 321 руб.
Среднемесячные общецеховые расходы 149 454 руб.
Среднемесячные расходы на оплату труда административно-управленческого персонала проекта с учетом социальных отчислений 190 260 руб.
Среднемесячные расходы на оплату труда производственных рабочих с учетом социальных отчислений 613 305 руб.
Среднемесячные расходы на продвижение 10000 руб.
Средние издержки на 1 м3 продукции составят 6494 руб.
При методе «издержки плюс прибыль» используется обычно значение рентабельности. Прибыль из расчета рентабельности в 20 % составит
П = (6494 * 20) / 100 = 1299 руб.
Планируемая цена:
Ц = С + П,
где
С – средние издержки,
П – прибыль
Ц = С + П = 6494 + 1299 = 7793 руб. = 7800 руб.
Или 222 долл. США.
Основным каналом сбыта продукции АО «РАТЕП» станут личные продажи, а производственную программу предприятия планируется формировать на основании предварительных заказов.
Согласно производственному плану, 80% объемов производства продукции будет произведены под заказ, а 20% - в расчете на текущий спрос, сформированный посредством рекламных мероприятий.
Технологическая схема производства включает в себя следующие этапы:
1) Закупка, транспортировка и разгрузка сырья.
2) Термическая обработка сырья.
3) Упаковка и отгрузка готовой продукции.
Процесс термической обработки металла включает в себя три основных этапа:
1. Повышение температуры. Сначала температуру быстро повышают до 100°С, после чего повышение температуры происходит медленнее прим. до 130°С.
2. Основной этап термообработки. На основном этапе температуру повышают согласно режиму термообработки до 180°С и поддерживают неизменной в течении 2-3 часов. Водяной пар предотвращает возгорание, а также оказывает влияние на происходящие в ней химические процессы.
3. Снижение температуры. Температуру снижают, применяя пульверизацию воды.
Доставка готовой продукции потребителям будет осуществляться на условиях самовывоза. В случае отсутствия у потребителя собственного транспорта АО «РАТЕП» сможет организовать доставку силами транспортной компании.
Перечень и стоимость оборудования, необходимого для производства консерванта, представлены в таблице 2.15.
Таблица 2.15 – Перечень необходимого оборудования
| № п/п | Наименование, характеристика | Цена, тыс. руб. | Количество | Поставщик условия | Стоимость, тыс. руб. | |
| имеет-ся | доп-но | |||||
| 1 | Установка для термообработки | 1 084 | | 1 | ООО «Металлсервис» г. Москва Поставка всего комплекса оборудования | 1 084 |
| 2 | Тельфер | 495 | | 1 | 495 | |
| 3 | Погрузчик | 504 | | 2 | 1008 | |
| 4 | Гидравлический трехпильный кромкообрезной станок | 328 | | 1 | 328 | |
| 5 | Двухвальный станок | 412 | | 1 | 412 | |
| 6 | Гидравлическая рамная тележка с 3 зажимными стойками и кантователем | 297 | | 1 | 297 | |
| 7 | Торцовочный станок | 205 | | 1 | 205 | |
| 8 | Универсальный заточной станок «U10N-C» с комплектующими | 310 | | 1 | 310 | |
| 9 | Пневмотранспорт | 158 | | 1 | 158 | |
| Стоимость оборудования всего | 4 297 | |||||
| Стоимость приобретенного оборудования | 4 297 | |||||

