Файл: Содержание Введение Общие вопросы выпускной работы 11.doc
Добавлен: 29.03.2024
Просмотров: 72
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.

2.6.1.1. Расчет режимов обработки
Операция состоит из одного основного перехода:
- Протянуть хвостовик предварительно, выдерживая размеры (1), (2).
Обрабатываемые поверхности показаны на листе № 3 графической части
Обработку производят блоком протяжек длиной 1200 мм, который состоит из двух донных протяжек (предварительной и окончательной), правой и левой окончательной протяжки. Материал протяжек Р18Ф2М.
Глубина резания t определяется припуском на обработку, примем глубину резания t = 1,5 мм.
Сила резания при протягивании Pz определяется по формуле 6:
 где l – суммарная длина режущих кромок на всех одновременно работающих зубьях протяжки, мм;
где l – суммарная длина режущих кромок на всех одновременно работающих зубьях протяжки, мм;Sz –подача на один зуб протяжки, мм/зуб;
K – количество стружкоотделительных канавок, шт;
V – скорость резания, м/ мин;
γ и α – передний и задний углы протяжки, град;
С1, С2, С3, С4, С5 и ꭓ - коэффициенты и показатель степени (выбираются по таблицам для сплава ВТ8М1);
1,15 – коэффициент учитывающий износ протяжки.
По таблице 7.2; [3], назначим коэффициенты С1, С2, С3, С4, С5 и показатель степени ꭓ для материала ВТ8М-1;
С1 = 250; С2 = 0,125; С3 = 0,57; С4 = 0,37; С5 = 0,14;ꭓ = 0,85,
Подача на зуб, Sz = 0,15 мм.
Количество стружкоотделительных канавок, K = 2.
Углы γ = 15°; α = 4°.
Суммарная длина режущих кромок l = 60, мм.
Подставим значения и получим:
Усилие отжатия Рy режущих кромок зубьев протяжки от протягиваемой поверхности определяется по формуле 7:
Значения коэффициентов С6, С7, С8, С9 и показатель степени y определим по таблице 7.3; [3].
С6 = 215; С7 = 0,065; С8 = 0,081; С9 = 0,117; y = 1,2.
Подставим значения и получим:
Основное технологическое время определяется по формуле 9:
где lр.х – длина рабочего хода протяжки, мм;
К – коэффициент, учитывающий обратный ход протяжки (K = 1,5).
Подставим значения и получим:
2.6.1.2. Расчет штучного времени для операции №020 «Вертикально-протяжная»
Штучное время определяется по формуле 10:
гдеТосн. – основное технологическое время, мин;
Твсп. – вспомогательное время на операцию, мин;
Тобсл.- время обслуживания рабочего места,
Тот. – время перерывов на рабочем месте,
Оперативное время:
Вспомогательное время для протягивания складывается из:
-
– установить/снять деталь в приспособление – 0,5 мин; -
– закрепить/раскрепить деталь в приспособлении – 0,15 мин; -
– включить/выключить станок – 0,5 мин; -
– включить/выключить подачу СОЖ – 0.15 мин; -
 – включить/выключить обработку – 0,4 мин;
– включить/выключить обработку – 0,4 мин; -
– операционный контроль – 0,8 мин;
Твсп. = 2,5 мин.
Штучное время на операцию №020 будет равно:
2.6.2. Выбор оборудования для операции №090 «Фрезерная с ЧПУ
(профиля пера)»
Операция №090 «Фрезерная с ЧПУ (профиля пера)» выполняется на вертикальноv 5-ти координатном обрабатывающем центре с ЧПУ модели – Go – mill 350. В качестве инструмента используется концевые и конусные фрезы. Обрабатываются поверхности спинки, корыта, входной и выходной кромки пера. Обработка ведется в среде эмульсии. Из базовой технологии известны следующие данные:
-
Деталь – лопатка рабочая второй ступени КВД. -
Операция – фрезерная с ЧПУ. -
Материал заготовки – титановый сплав ВТ8М-1. -
Характер заготовки – предварительно обработанная. -
Масса заготовки – 0,077 кг. -
Станок – 5 – ти координатный обрабатывающий центр с ЧПУ модели – Go mill 350 (таблица 2.7). -
Инструмент – концевые конические фрезы (Ø 9 мм; ∠2˚; z = 4 и Ø 5 мм; ∠8˚; z = 3) -
Приспособление – специальное приспособление для фрезерования профиля пера (Приложение А – лист 6).
Таблица 2.7 – паспортные данные станка Go – mill 350.
| Параметры | Значения |
| Максимальная длина устанавливаемой детали, мм | 350 |
| Максимальный диаметр устанавливаемой детали, мм | 350 |
| Максимальная частота вращения шпинделя, об/мин | 20000 |
| Количество инструментальных позиций в магазине | 30 |
| Контроль качества | Измерение рабочих параметров/измерение инструмента |
| Мощность электродвигателя главного привода, кВт | 16 |
| Габариты станка (Д х Ш х В), мм | 6600 х 3900 х 3000 |
| Масса станка, кг | 8500 |
 На рисунке 2.5 показана схема установки лопатки. Технологическая наладка на операцию представлена в приложении А – лист 5.
На рисунке 2.5 показана схема установки лопатки. Технологическая наладка на операцию представлена в приложении А – лист 5.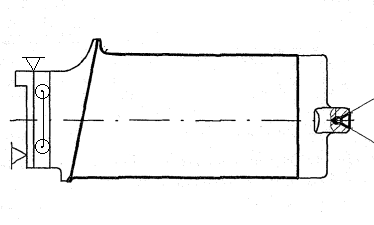
Рисунок 2.5. Схема установки лопатки на операцию фрезерная с ЧПУ (профиля пера).
2.6.2.1. Расчет режимов обработки
Операция состоит из двух основных переходов:
- Фрезеровать поверхность спинки, предварительно по программе.
- Фрезеровать поверхность корыта окончательно по программе выдерживая размеры (43), (47), (44), (45).
Обрабатываемые поверхности показаны на листе № 5 графической части
Обработку производят концевой фрезой Ø 9 мм и конической фрезой Ø 5 мм. Материал фрез ВК 3.
Скорость резания при фрезеровании определяется по формуле 11:
 , м/мин, (11)
, м/мин, (11)где Т - стойкость фрезы, мин; [1], (табл.40);
B - ширина фрезерования, мм;
sz- подача на зуб, мм/зуб;
t - глубина фрезерования, мм;
D - диаметр фрезы, мм;
С, v, x, y, q, m, u - коэффициенты, зависящие от условий обработки (выбирается по табл.39, [2]);
 Kv – поправочный коэффициент учитывающий фактические условия резания.
Kv – поправочный коэффициент учитывающий фактические условия резания. где Kmv – коэффициент, учитывающий качество обрабатываемого материала;
Knv – коэффициент, учитывающий состояние поверхности заготовки;
Kuv – коэффициент, учитывающий материал инструмента.
Число оборотов шпинделя определяется по формуле 12:
Главная составляющая силы резания при фрезеровании определяется по формуле 13:
гдеz – число зубьев фрезы;
n – частота вращения шпинделя, об/мин;
Кмр. – поправочный коэффициент = 1,07
Крутящий момент на шпинделе определяется по формуле 14:
гдеD – диаметр фрезы, мм.
Мощность резания определяется по формуле 15:
гдеV – скорость резания, м/мин.
Глубина резания t = 0,9 мм (см. Т.Т п.7 – лист – 3).
Так как в операции 2 основных перехода то на первом переходе t = 0,6 мм, а на втором t = 0,3 мм.
Подачу на зуб для чернового фрезерования назначим по табл. 33; [1]
Sz = 0,15, мм/ зуб.
Подачу на оборот для чистового фрезерования назначим по табл. 36; [1]
S = 0,12, мм/об.
Подача на зуб для чистового фрезерования вычисляется по формуле 16:
Sz = S/z, (16)
гдеz– число зубьев фрезы.
Sz = 0,12 / 3 = 0,04, мм/зуб.
Для перехода 1:
Т = 80 мин;
B = 9 мм;
sz = 0,15 мм/зуб;
t = 0,6 мм;
D = 9 мм;
С, v, x, y, q, m, u - коэффициенты, зависящие от условий обработки; [1], (табл.39).
 Скорость резания V для перехода 1:
Скорость резания V для перехода 1:Для перехода 2:
Т = 80 мин;
B = 5 мм;
sz= 0,04 мм/зуб;
t = 0,3;
D = 5 мм;
С, v, x, y, q, m, u - коэффициенты, зависящие от условий обработки; [1] (Табл.39);
Скорость резания V для перехода 2:
Поправочный коэффициент Kv:
Кmv = 1,03
Кnv = 0,8
Кuv = 1
Подставим в формулу и получим:
 Число оборотов шпинделя для перехода 1:
Число оборотов шпинделя для перехода 1:Для перехода 2:
Главную составляющая силы резания для перехода 1:
для перехода 2:
Крутящий момент на шпинделе Мкр для перехода 1:
для перехода 2:
 Мощность резания N
Мощность резания N

