Файл: Курсовой проект по дисциплине Теория и технология химических процессов органического и нефтехимического синтеза на тему Технологическое проектирование установки гидроочистки дизельной фракции мощностью 1910 тыс тгод.docx
ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 25.04.2024
Просмотров: 165
Скачиваний: 2

СОДЕРЖАНИЕ
1.3 Термодинамика и кинетика процесса
1.5 Основные параметры и их влияние на процесс
1.6 Математическое моделирование процесса
1.7 Сведения о существующих технологиях (патентный обзор)
2.1 Характеристика исходного сырья, материалов, катализаторов, энергоресурсов и готового продукта
2.2 Описание технологической схемы
2.3 Технологические расчеты установки и основных аппаратов
2.3.1 Исходные данные для расчета
2.3.2 Определение часовой производительности установки
2.3.5 Определение выхода сероводорода
2.3.5 Материальный баланс установки
2.3.7 Расчет толщины корпуса и эллиптического днища реактора
2.3.8 Тепловой баланс реактора
2.3.8.1 Расчет парциальных давлений компонентов ГСС и ГПС
2.3.8.2 Определение агрегатного состояния ГСС и ГПС
2.3.8.4 Расчет потерь тепла в окружающую среду
2.3.8.5 Материальный и тепловой баланс реактора
2.3.9 Гидравлический расчет реактора
2.3.10.1 Расчет холодного сепаратора высокого давления
2.3.10.2 Расчет холодного сепаратора низкого давления
2.3.11 Расчет сырьевого теплообменника
2.3.12 Расчет конденсатора-холодильника АВО-1 по укрупненным показателям
2.3.13 Расчет водяного холодильника ВХ-1 по укрупненным показателям
2.3.14 Расчет печи П-1 по укрупненным показателям
Министерство науки и высшего образования Российской Федерации
федеральное государственное бюджетное образовательное учреждение
высшего образования
«Самарский государственный технический университет»
(ФГБОУ ВО «СамГТУ»)
филиал ФГБОУ ВО «СамГТУ» в г. Новокуйбышевске
Кафедра «Химия и химическая технология»
Допустить к защите
руководитель
образовательной программы
«Химическая технология»
__________ О.В. Хабибрахманова
«___» ____________ 2021 г.
КУРСОВОЙ ПРОЕКТ
по дисциплине
«Теория и технология химических процессов органического и нефтехимического синтеза»
на тему
«Технологическое проектирование установки гидроочистки дизельной фракции мощностью 1910 тыс. т/год»
(название темы)
Выполнил студент
5 курса, группы 19-НФ17
Чинякин А.В.
(ФИО студента)
Руководитель:
к.х.н., доцент Хабибрахманова О.В.
(ученая степень, ученое звание, ФИО руководителя)
Работа защищена
«___» ______________ 20__ г.
Оценка ___________________
Новокуйбышевск 2021 г.
СОДЕРЖАНИЕ
ВВЕДЕНИЕ 4
1. ЛИТЕРАТУРНЫЙ ОБЗОР 5
1.1 Назначение процесса 5
1.2 Химизм и механизм реакции 6
1.3 Термодинамика и кинетика процесса 9
1.4 Катализаторы процесса 11
1.5 Основные параметры и их влияние на процесс 13
1.6 Математическое моделирование процесса 14
1.7 Сведения о существующих технологиях (патентный обзор) 16
2. ТЕХНОЛОГИЧЕСКАЯ ЧАСТЬ 19
2.1 Характеристика исходного сырья, материалов, катализаторов, энергоресурсов и готового продукта 19
2.2 Описание технологической схемы 20
2.3 Технологические расчеты установки и основных аппаратов 23
2.3.1 Исходные данные для расчета 23
2.3.2 Определение часовой производительности установки 23
2.3.3 Расчет расхода СВСГ 24
2.3.4 Расчет расхода ЦВСГ 25
2.3.5 Определение выхода сероводорода 26
2.3.5 Материальный баланс установки 27
2.3.6 Расчет размера реактора 28
2.3.7 Расчет толщины корпуса и эллиптического днища реактора 29
2.3.8 Тепловой баланс реактора 31
2.3.8.1 Расчет парциальных давлений компонентов ГСС и ГПС 31
2.3.8.2 Определение агрегатного состояния ГСС и ГПС 33
2.3.8.4 Расчет потерь тепла в окружающую среду 49
2.3.8.5 Материальный и тепловой баланс реактора 50
2.3.9 Гидравлический расчет реактора 51
2.3.10 Расчет узла сепарации 56
2.3.10.1 Расчет холодного сепаратора высокого давления 56
2.3.10.2 Расчет холодного сепаратора низкого давления 64
2.3.11 Расчет сырьевого теплообменника 72
2.3.12 Расчет конденсатора-холодильника АВО-1 по укрупненным показателям 87
2.3.13 Расчет водяного холодильника ВХ-1 по укрупненным показателям 89
2.3.14 Расчет печи П-1 по укрупненным показателям 90
2.4 Аналитический контроль производства 93
СПИСОК ЛИТЕРАТУРЫ 94
ВВЕДЕНИЕ
В современном мире нефтепереработка является неотъемлемой частью жизнедеятельности человека и важным направлением развития экономики государства, позволяющее продвигать развитие производства и промышленности в целом.
Изначально, применялись термические методы переработки нефти. Однако, в 1940-х годах началось применение каталитических процессов, позволяющие значительно повысить эффективность процессов за счет улучшения качества и количества получаемой продукции.
На сегодняшний момент установки гидроочистки, как отдельно работающие, так и в составе других вторичных процессов, является неотъемлемой частью нефтеперерабатывающих предприятий: данный процесс позволяет удалить нежелательные компоненты из углеводородных фракций, получаемых из сырой нефти, для дальнейшей переработки и получения широкого спектра товарных нефтепродуктов.
В связи с общей тенденцией утяжеления добываемой нефти, процессы гидрообработки на нефтеперерабатывающих заводах (НПЗ) играют важную роль. Так, во время протекания различных термических реакций нефтяного сырья в присутствии водорода прекращаются реакции образования кокса и увеличивается выход низкокипящих компонентов, таких как бензин, керосин и другие средние дистилляты. Помимо этого, процессы гидроочистки становятся все более востребованными и необходимыми для предварительной очистки, основной целью которых является удаление серы, азота, влаги, металлов и асфальтенов [1].

1. ЛИТЕРАТУРНЫЙ ОБЗОР
1.1 Назначение процесса
Процессы гидроочистки направлены на удаление примесей из дистиллятных фракций – бензиновых, керосиновых и дизельных – путем обработки сырья водородом при повышенных температуре и давление в присутствии катализатора. Также, в последние годы процессы гидроочистки применяются при переработке атмосферных остатков для снижения содержания серы и количества металлов для производства мазута с низким содержанием серы или дальнейшей каталитической переработке вакуумных газойлей. Основные нежелательные соединения, удаляемые в процессе гидроочистки являются сера, азот, кислород или вода, олефиновые углеводороды и металлы.
Установки гидроочистки являются важнейшей частью современных нефтеперерабатывающих предприятий, которые позволяют [2, 3]:
- снизить или устранить коррозионноактивные соединения, присутствующие в составе сырья, при дальнейшей переработке, транспортировке или использования различных нефтепродуктов;
- производить продукцию с требуемыми эксплуатационными характеристиками согласно современным стандартам (Евро 5);
- повышать стабильность бензина;
- уменьшать дымообразование реактивного топлива;
- снижать содержание гетероатомов в мазуте до экологически требуемого уровня, а также улучшающего его характеристики горения;
- исключить вредное воздействие примесей на оборудование, катализаторы и качество готовых продуктов;
- подготовить сырье для процессов изомеризации и риформинга с целью исключения отравляющего воздействия на платиновый катализатор;
- подготовить сырье для процесса каталитического крекинга с целью снижения уровня серы, повышения выхода целевого продукта и улучшения качества средних дистиллятов.
Технологические условия процесса зависят от типа перерабатываемого сырья, целей процесса и желаемого уровня очистки в получаемом продукте.
На рисунке 1.1 приведена схема типового НПЗ, которая отражает роль процесса гидроочистки при получении товарных нефтепродуктов.
Процесс гидроочистки в структуре НПЗ
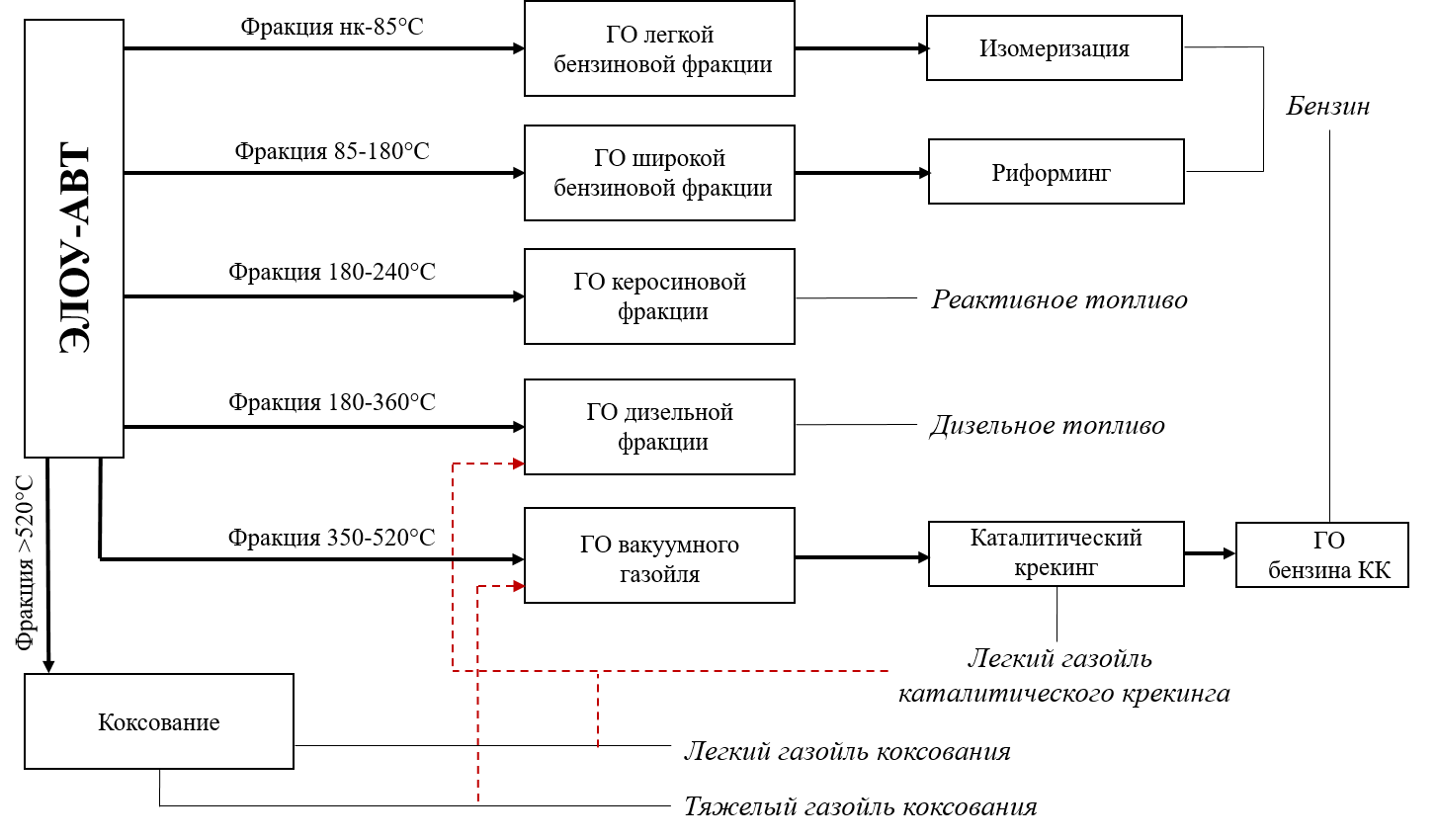
Рис. 1.1
1.2 Химизм и механизм реакции
В процессе гидроочистки происходит улучшение качества углеводородного сырья за счет удаления нежелательных компонентов без существенного изменения пределов выкипания.
Для процесса характерны такие химические превращения, как [4, 5]:
-
Гидродесульфуризация или удаление серы (краткое обозначение ГДС или HDS); -
Гидродеазотирование или удаление азота (ГДА или HDN); -
Гидродеоксигенация или удаление кислорода (ГДО или HDO); -
Насыщение олефиновых и ароматических углеводородов; -
Удаление металлов (As, Pd, Cu, Ni, V).
Серосодержащие соединения представлены в основном меркаптанами, сульфидами, дисульфидами, полисульфидами и тиофенами. В тяжелых дизельных фракциях и вакуумных газойлях также присутствуют трудноудаляемые дибензотиофен и его гомологи. Реакционная способность сераорганических соединений более подробно представлена в разделе 1.3.
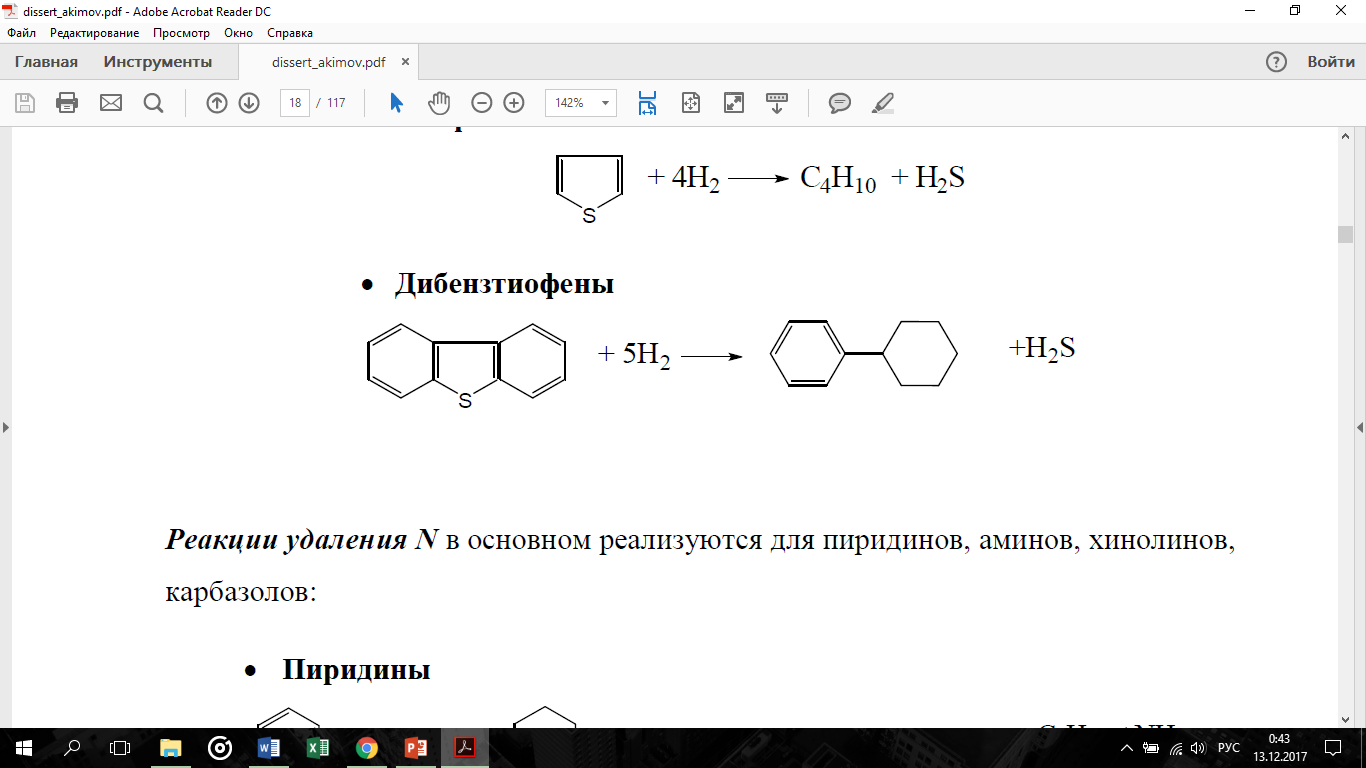
Удаление серы происходит путем гидрогенолиза связей C:S и преобразования гетероатомного сернистого соединения в сероводород. Ниже представлен пример реакции удаления серы в процессе гидроочистки на примере дибензотиофена (ДБТ).
Механизм реакций гидродесульфуризации может протекать либо напрямую через удаление атома серы из состава исходного гетероатомного соединения с получением (маршрут прямого обессеривания – DDS) с дальнейшим гидрированием непредельных связей, либо с предварительным гидрированием одного бензольного кольца с последующим удалением атома серы и насыщением оставшихся непредельных связей (маршрут предварительного гидрирования – HYD). Маршрут реакции обессеривания дибензотиофена [5]:
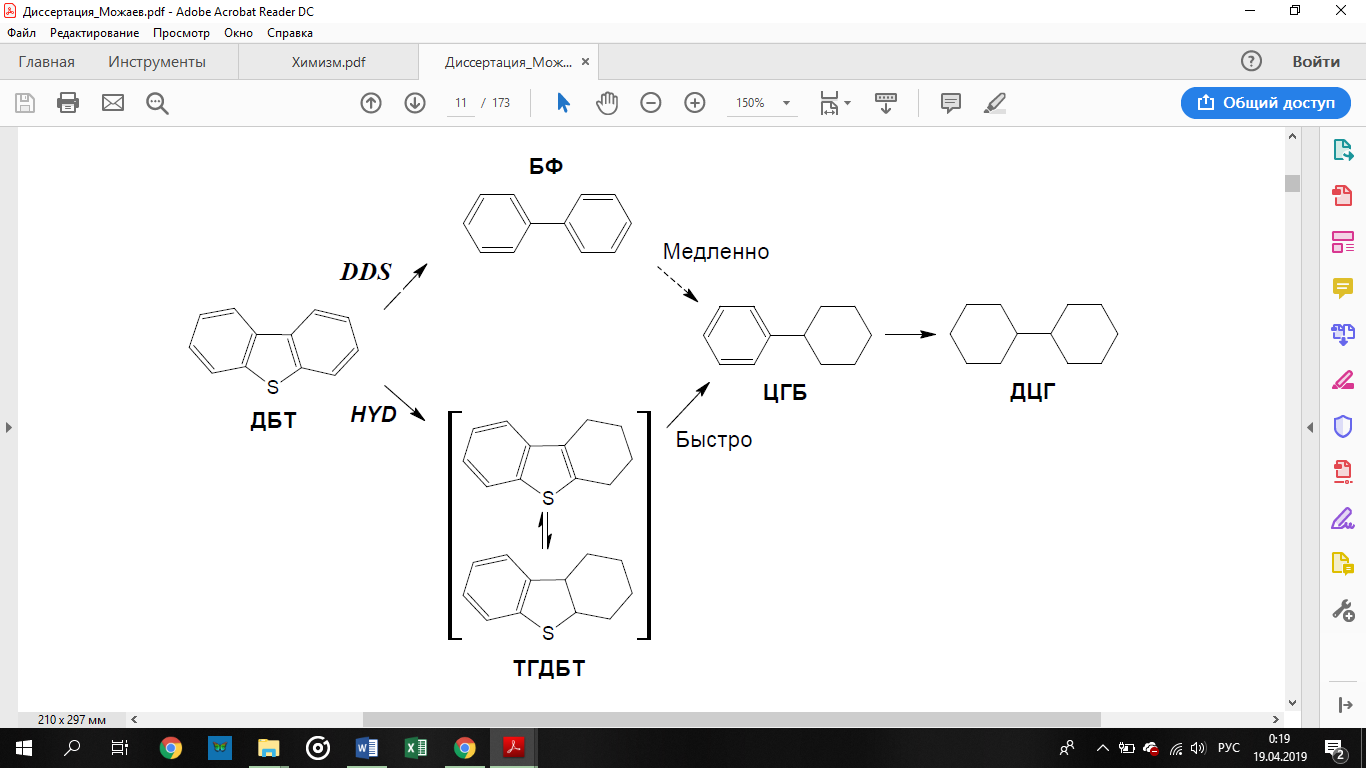
Рис. 1.2
ДБТ – дибензотиофен, БФ – бифенил, ТГДБТ – тетрагидродибензотиофен, ЦГБ – циклогексилбензол, ДЦГ – дициклогексан.
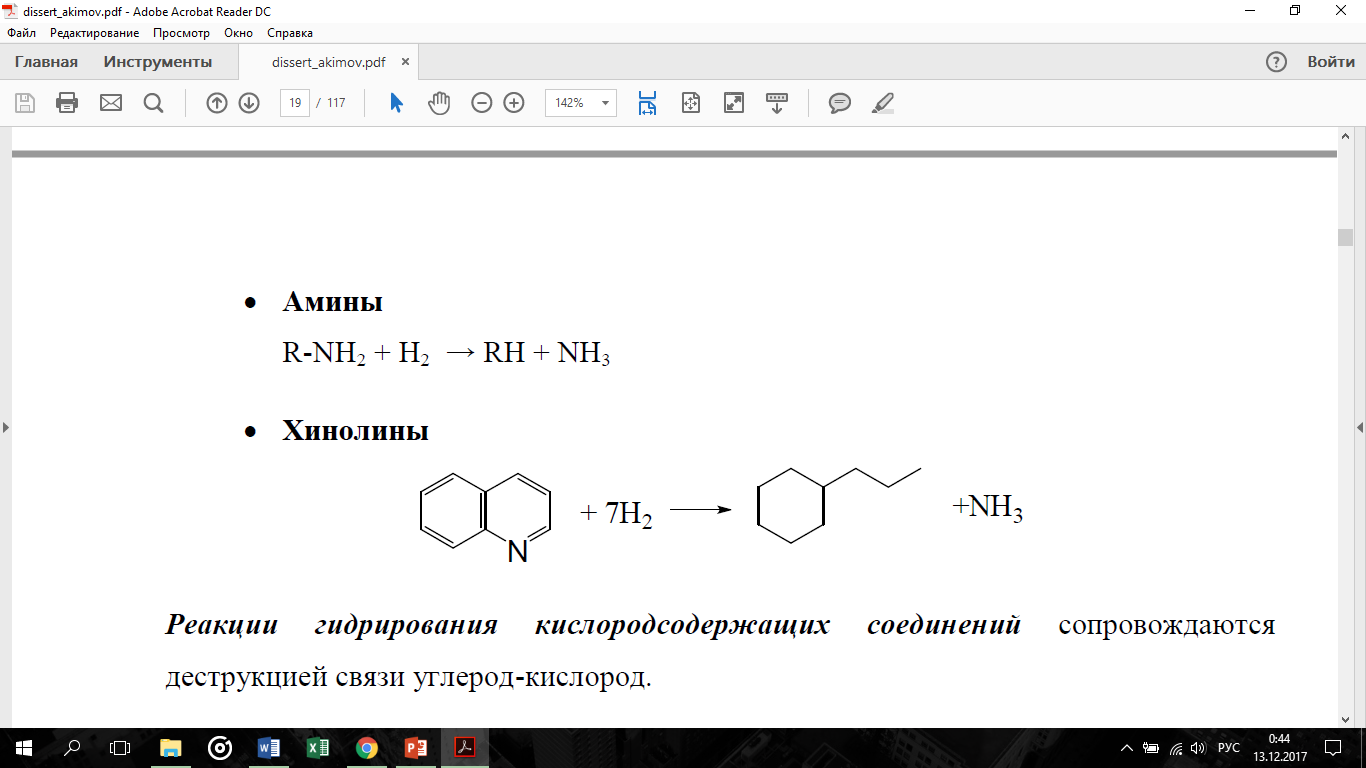
Выделяют три типа азотистых соединений в составе сырья гидроочистки: негетероциклические соединения, гетероциклы с пяти- и шестичленным кольцом. Первые азотсодержащие соединения, такие как алифатические амины и анилины
, легко подвергаются гидрогенолизу и не осложняют процесс гидроочистки. В основном, азот содержится в тяжелых нефтяных фракциях в виде гетероциклических соединений (пиридин, хинолин, акридин и т.д.). С увеличением пределов выкипания увеличивается количество азосодержащих соединений, а также сложность их удаления из-за молекулярного строения. Как правило, соединения азота оказывают ингибирующее влияние на реакции ГДС из-за конкурентной адсорбции на активных центрах катализаторов [5].
При гидродеазотирвании сначала насыщается ароматический фрагмент, а затем происходит удаление азота:
В большинстве нефтей содержится низкое количество кислородсодержащих соединений, которые представлены спиртами, кислотами и эфирами.
В ходе реакции гидродеоксигенации просиходит деструкция связи кислород-углерод с образованием соответствующего углеводорода и воды:
Насыщение ароматических соединений благоприятно влияет на показатели качества дизельного топлива, например, высоту некоптящего пламени, цетановое число и т.д. В составе сырья гидроочистки ароматические углеводороды представлены в виде моно-, би- и полициклических соединений.
В процессе гидроочистки ароматические углеводороды подвергаются последовательному гидрированию – от кольца к кольцу. В качестве примера ниже приведена реакция гидрирования нафталина.
Дистиллятные фракции нефти содержат мышьяк, свинец и в меньшей степени медь и никель, которые представляют наибольшую опасность для катализаторов изомеризации и риформинга. Вакуумные газойли и остаточное сырье могут содержать значительное количество ванадия и никеля. В процессе гидроочистки металлсодержащие соединения подвергаются гидрогенолизу, а образовавшиеся металлы улавливаются на катализаторах защитного слоя [2].