Файл: Дипломды жоба 5B070900 Металлургия мамандыы бойынша Теміртау 2019 ж.docx
Добавлен: 20.03.2024
Просмотров: 153
Скачиваний: 0
СОДЕРЖАНИЕ
1 ТЕХНИКАЛЫҚ ТАПСЫРМАНЫҢ ТАЛДАУЫ
2.1.1 Пештің геометриялық және электрлік параметрлерінің есебі
2.1.2 Негізгі, көмекші және қосымша қондырғылардың аралықтар мен бөлімшелер бойынша есептеу
2.1.3 Құю аралығындағы жабдықтардың есебі
2.1.5 Балқыманың мариалдық және жылулық балансы
2.2.1. Пештің конструкциясын сипаттау
2.2.2 Пештің электрлік жабдығы. Пештің электрлік схемасы және оның жұмыс режимі
2.2.3 Ферросиликомарганец қорытпаларын алу технологиясы
3.1 Дайын өнімді өндірісте ұсақтау және фракциялау
3.2 Ұсатудан кейінгі ұсақфракциялы өндіріс қалдықтарын кәдеге жарату жолдары
4.1. Ферроқопытпа пештерін автоматты жүйелі басқару
4.2 Электродтардың автоматты қайта қосу қондырғысы
5 ЖОБАНЫҢ ҚАУІПСІЗДІГІ ЖӘНЕ ЭКОЛОГИЯЛЫҒЫ
5.2.3 Өндірістік шу және діріл
6.1 Жобаланатын цехтың техника-экономикалық негізделуі
6.2 Жобаланатын пешке қажетті инвестициялар есебі
6.3 Өндірістің жылдық бағдарламасын жоспарлау
6.4 Жұмысшылардың еңбегін ұйымдастыру
2.2 Технологиялық бөлім
2.2.1. Пештің конструкциясын сипаттау
Иніш пешінің қаптамасы жеткілікті берік болуы керек, өйткені оған иніш, шихта және қорытпаның массасын, сондай-ақ пеш инішінің жылулық кеңею нәтижесіндегі қысымды ұстауға тура келеді. Қаптаманы қалыңдығы 15-25 мм парақтық болаттан жасайды.
Қаптамаға беріктік беру үшін оған вертикальді қабырғалар және 3-тен 5-ке дейін горизонтальді беріктік белбеуін бекітеді. Жабық пештерде үстіңгі беріктік белбеуінің ролін құмдық сұғұндырманың арығы атқарады. Бекіту орындарында қаптаманы құйылған болат плитамен, не болмаса қосымша беріктік қабырғаларымен күшейтеді.
Инішінің сапасы мен конструкциясы көбіне ферроқорытпалар өндірісінің технико-экономикалық көрсеткіштерін анықтайды. Пеш футтеровкасы үшін отқатөзімді материалдарды таңдау, қорытпаны балқыту технологиясы және қорытпа мен шлактың құрамдарына қарай анықталады. Кентотықсыздандырғыш ферроқорытпа пештерінің сипатты ерекшелігі болып табан қалыңдығының үлкендігі табылады, ол айтарлықтай жылулық инерциясын қамтамасыз етеді. Ферроқорытпа пештері үшін жалпы болып табылатыны, пеш инішінің фактілі жұмысшы қабатының ролін горниссаж атқарады.
Гарниссаж – иніш және қорытпаның қалдықтарынан әртүрлі дәрежеге дейін тотықсызданған, балқытылатын шихтадан түзілетін қабат. Балқыту тигеліне қараған горниссаждың бір бөлігі тотықсыздану процесіне қатысады және үздіксіз жаңарып отырады, ал инішке жапсырылғаны оны бұзылудан сенімді қорғайды. Кремнилі қорытпаларды балқытуға арналған ваннасы айналмалы жабық пеш иніші нұсқаларының бірі 2.1-суретте көрсетілген. Мұндай пештерде иніштің қызмет ету мерзімі 8-10 жылды құрайды [4].
Марганец қорытпаларын өндіру процесінің жоғары температуралары (1800-20000С) және қорытпа мен негіздік шлакпен әрекеттесу иніштің тез тозуына әкеледі; мұндай иніштің қызмет ету мерзімі 1-2 жыл.
Рафинирлеуші пештердің инішінің тұрақтылығын жоғарлату: тығыздығы жоғары магнезиттік кірпішті қолдану, табанда тұрақты сақтандырушы балқыма қабатын жасау, берік гарниссаж түзу, ванна диаметрін дұрыс таңдау, ваннаның аса қызуын болдырмау, қабырғаларды тиянақты жөнге келтіру және футтеровканы ауамен салқындату нәтижесінде қол жеткізіледі.
Ваннаның айналу механизмі. Пеш ваннасының айналу жылдамдығын (әдетте 40-160 сағат ішінде 1 айналым) технология талаптарына сәйкес жәймен өзгерту үшін қуаты 0,5-2 квт, тұрақты токтың шунттық электро қозғағышынан жұмыс істейтін айналу механизімін қолданады. Мұндай қозғағыштың айналу санын өзгерту шунттық реостатпен жүзеге асырылады [5].

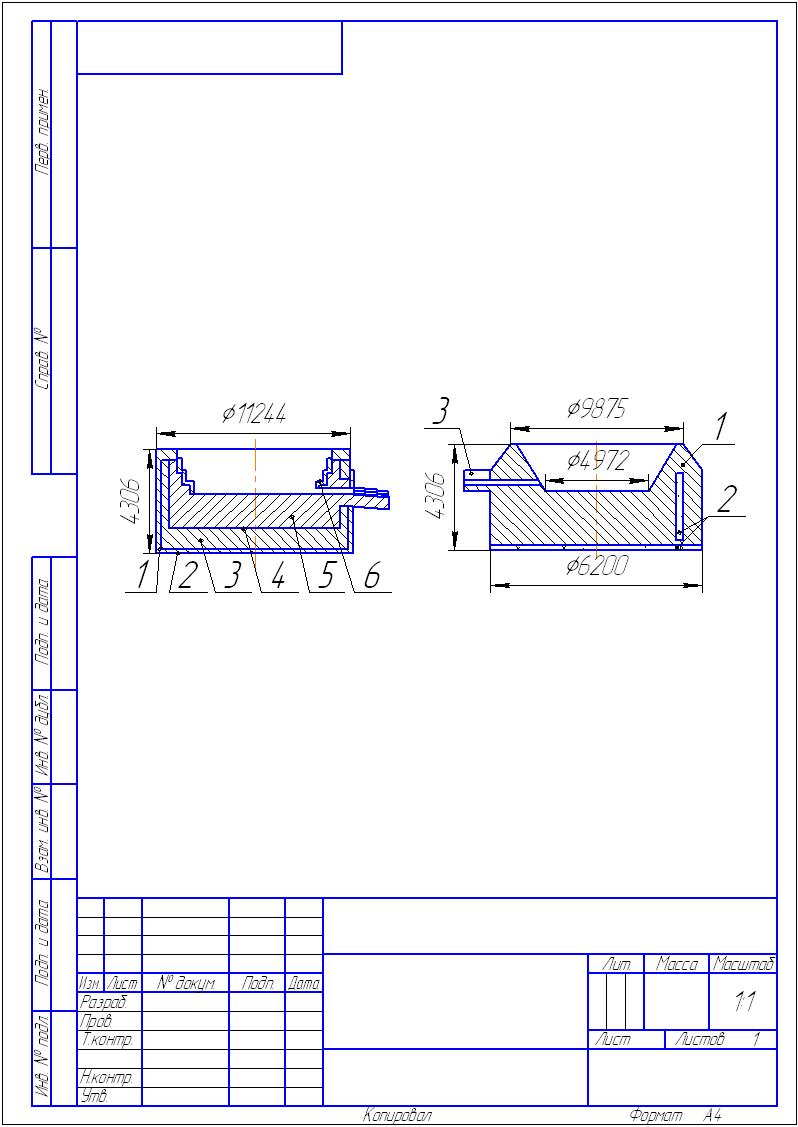
1-парақтық асбест; 2-шамот түйірлері; 3-шамотты кірпіш; 4-табандық масса; 5-көмірлі блоктар; 6-династық кірпіш.
Сурет 2.1- Ферроқорытпа балқытуға арналған, 33 МВА қуатты ваннасы айналмалы жабық пештің иніші.
Ваннаның айналуын аз жылдамдықпен жүргізген кезде редукторлық берілістің қажетті беріліс саны 100000-нан 200000-ға дейінгіні құрайды (тісті негізгісіз), және берілісті екі редукторлардың тізбекті қосылуымен жүзеге асырыылады, әдетте бір иректі (червячный) (электроқозғағыштан бірінші) және бір цилиндрлік. Негізгі беріліс, 30-ға тең конустық модулімен болады.
Тірек плитасын горизонтальдік жүктемелерді қабылдау үшін орталық тірек цапфасымен пісірінді конструкция немесе темір-бетон түрінде орындайды.
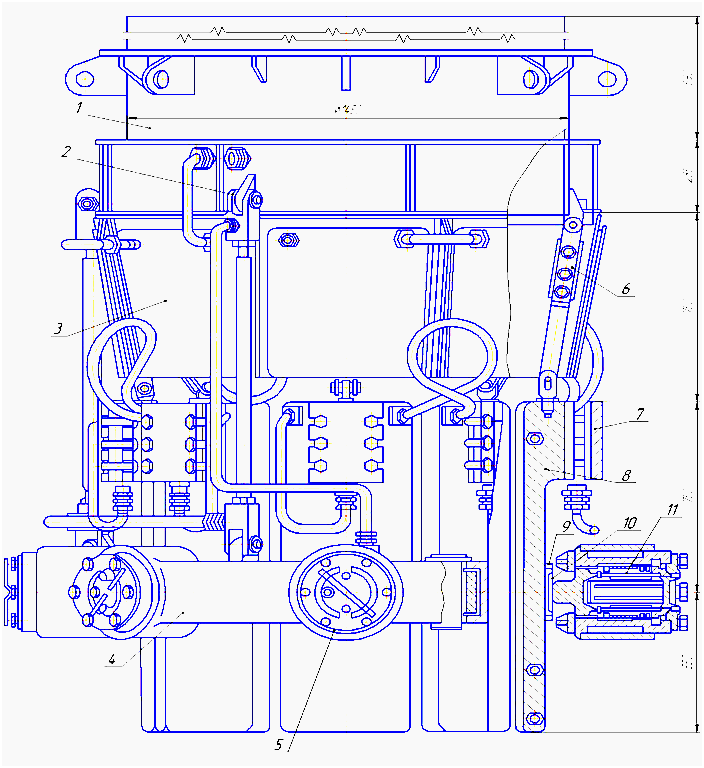
1-тежегіш қысым, 2, 3, 4-тежегіш құдықтар, 5-болатты таспа, 6, 4-қысқыш құдықтар, 8-тежегіш құдық, 9-штурвал.
Сурет 2.2 – Қуаттылығы 33 МВ·А пештің электродұстағышы.
Пештің массасы фундаментке салынатын дөңгелек рельс бойынша орналастырылған жүргіш катоктармен қабылданады. Әртүрлі конструкцияларда катоктар саны 8-ден 64-ке дейін тербеледі.
Технологиялық процесті жүргізудің ыңғайлылығы үшін пеш ваннасының айналу механизмі бағдарламалық реттегішпен қамтылған болуы керек, автоматты түрде орнатылатын керекті жұмыс режимін: шыр айналу, реверсивті белгілі бір бұрышқа айналу және т.б.
Пеш ваннасының айналу механизімі пештің қуаты күрт азайған кезде немесе пешке электр энергиясының берілуі тоқтаған жағдайда автоматты түрде өшуі керек.
Электродұстағыш. Электродұстағыш контакттық (дәнекерлік) беттері бар электродтық қысқаштан және әкелуші цилиндрден тұрады. Ол электродтың ілінуі мен қысылу сенімділігін және оның қажетті жылдамдықпен жылжуын, электродты түсірудің ыңғайлы әрі сенімділігін, өздігіненпісірілетін электродтар жануының жылулық режимін, минимальді электр энергиясының шығынын қамтамасыз етуі керек [4].
Электродтық қысқаш – сақинадан, контакттік беттерден және оларды қысу механизімінен тұрады. Контакттік беттер электродтарға жұмысшы токты әкелу үшін қызмет етеді. Колашниктің жоғары температурасы, оның бетінен ыстық газдардың кетірілуі, электрод пен беттің арасына шаң және электродтық массаның түсуі электрод-бет және беттердің өзінің контактісінің ауыр жұмыс шарттарын туғызады. Сондықтан, әдетте беттерді жасау үшін электр және жылуды жақсы өткізетін электролиттік мыс немесе мыстың қорытпаларын қолданады. Беттерді сумен салқындату үшін мыс немесе болат құбырлар орнатылады. Беттер, әкелуші цилиндрдің төменгі сақинасына оқшаулағыш аспалардың көмегімен бекітіледі (сурет 2.2) [5].
Кеңінен қолданыс тапқан сақиналы серіппелі қысқаштар, олар сақинадан, серіппелі қысқаштан және ток өткізетін контакттік беттерден тұрады. Магниттік контурды айыру үшін сақина екі жартылай сақинадан тұрады, олар болат саусақтармен оларға кигізілген қола втулкалармен қосылған.
Жартылай сақиналар деген – пісірілген немесе құйылған бос қораптар, олардың қуыстарында серіппелі қысқаштар орналастырылады. Қысқаштардың саны беттердің санына сәйкес келеді, және кіші пештерде 4-ке дейін, ал үлкен пештерде 6-8 данаға дейінгіні құрайды.
Беттерге басу бір-екі серіппемен жүзеге асырылады, бетке берілетін қысым жылжымалы тіректің көмегімен іске асады.
Электродұстағыштың жалпы түрі 2.3-суретте келтірілген.
Контакттік беттерге басып қашықтықтан (дистанциондық) басқаруды жүзеге асыруға мүмкіндік беретін, электродты қысуға арналған гидравликалық құрылғылар белгілі. Бұл конструкцияда электродқа бетті қысатын негізгі деталь болып болат қысқыш барабан табылады.
Электродтық қысқыштың сақинасы құбырлы суменсалқындатылатын аспалардың (подвески) көмегімен әкелуші цилиндрдің төменгі сақинасына бекітіледі. Әкелуші цилиндр қалыңдығы 10-16мм парақтық темірден жасалады және электродты оның биіктігі ьойынша жауып тұрады.
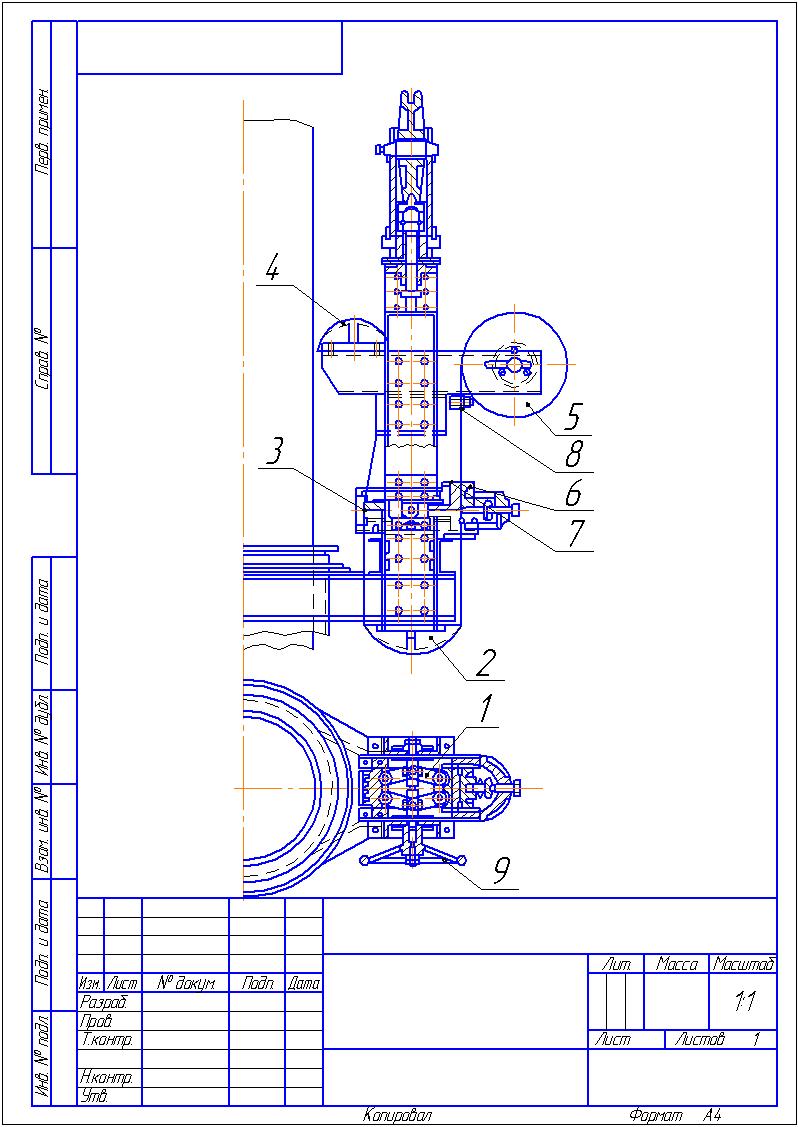
1-әкелуші цилиндр; 2-суменсалқындатылатын қалқандар; 3-контакт беттері; 4-электродұстағыштың сақинасы; 5-сақинаның суменсалқындатылатын құбырлы аспасы; 6-қысқыш серіппе; 7-реттеуші болт; 8-басатын стакан; 9-контакттық беттің оқшаулаушы аспасы; 10 сақина; 11-құбырлы аспа винттері.
Сурет 2.3 - Электродұстағыштың жалпы түрі.
Әкелуші цилиндр бірнеше функцияларды орындайды: ол электродтың асылып тұруын, электродтың және электрод қысқышының жылжуын, электродтық массаны кокстаудың берілген режимін, электродты ауамен үрлеу жолымен бет-электродтың жақсы контактісін қамтамасыз етеді.
Электродтың гидравликалық жылжу механизімі – жүккөтергіштігі 70т-ға дейінгі гидрокөтергіш 2.4-суретте көрсетілген.
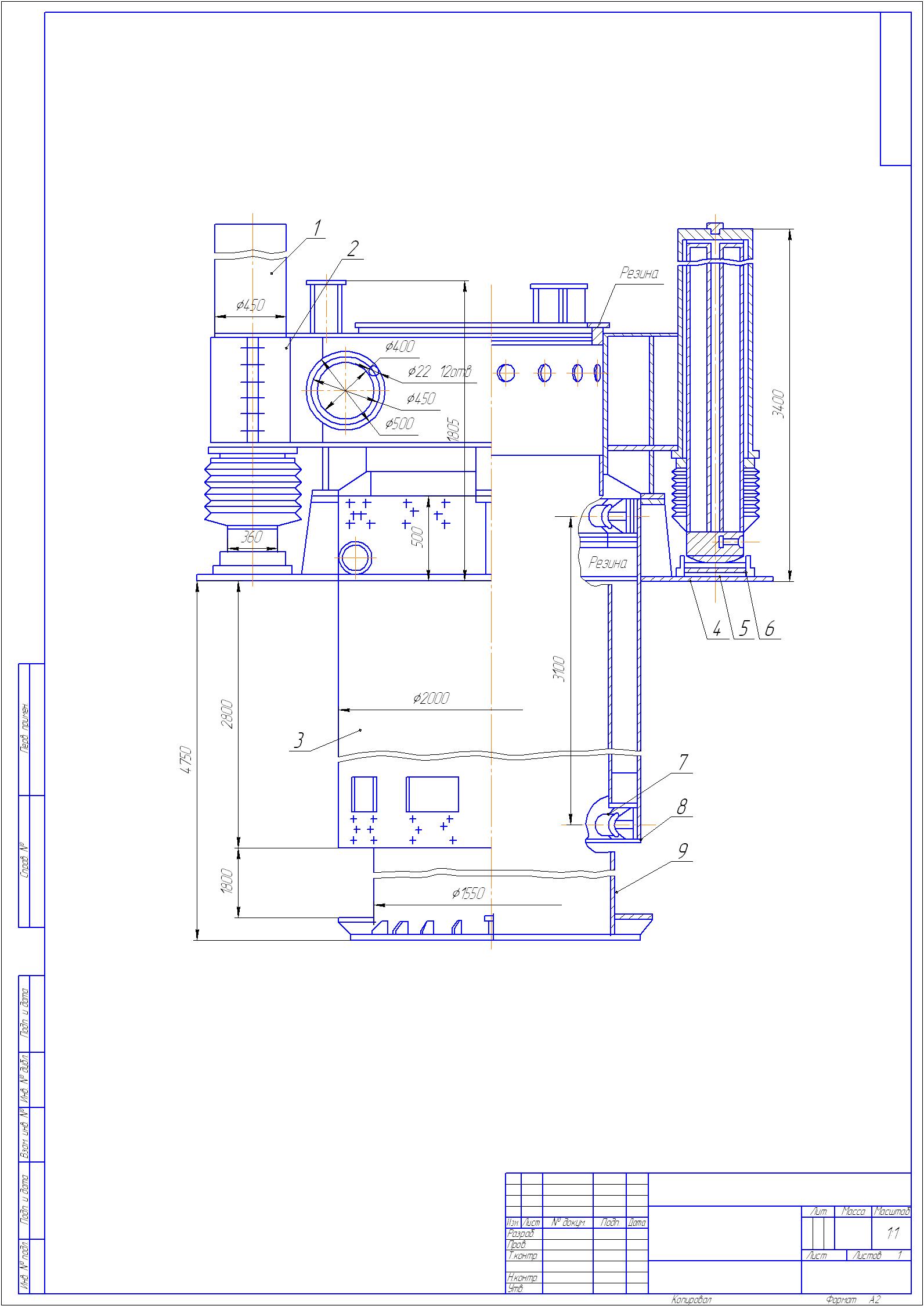
1-плунжер; 2-траверстер; 3,8-фиксатордың цилиндрі; 4,6-стакан; 5-сына (вкладыш); 7-аралық сақина; 9-әкелуші цилиндр.
Сурет 2.4 - Қуаттылығы 33 МВ·А пештің электродын жылжыту гидрокөтергіші.
Әкелуші цилиндрдің төменгі бөлігіне суменсалқындатылатын қалқандар және траверстер бекітіледі, оларға жылжымалы башмактар және мыс ток өткізетін құбырлар асылады. Жоғарғы әкелуші цилиндрдің соңында траверстер бекітілген, оларға электродтарды вертикаль бойынша жылжыту және оларды түсіру үшін арналған құрылғы бекітіледі.
Аспаның және электродтың жылжу конструкциясы, массасы 30-50т-ға дейін жететін электрод пен электродұстағышты қабылдауы керек, және де электродтың жануы бойынша қажетті жылдамдықпен электродтың жоғары және төмен жылжуын қамтамасыз етуі керек.
Гидравликалық көтергіштің негізгі конструктивті элементі болып плунжерлер табылады, олар майайдаушы қондырғылардан май берілген кезде электродтардың жылжуын жүзеге асырады. Плунжерлер тығыздалу рамасына бекітілген стакандарға тіреледі, және олар әкелуші цилиндр мен электродтарды түсіру қондырғысын бекіту үшін қызмет етеді.
Электродтарды жылжытуға арналған құрылғы көтеру және түсіру шектегіштерімен жабдықталған болуы керек [6].
Электродтың жану өлшемі бойынша оны түсіру қажеттілігі туындайды, яғни электродтың жұмысшы соңын ұзарту. Электродтарды түсіру, пештің өшірілуінсіз арнайы қондырғы – тежелу аппараты, конструкциясы әртүрлі пневматикалық және гидравликалық қондырғылардың көмегімен болады.
Қазіргі заманғы серіппелі – гидравликалық кене типтес құрылғы гидрокөтергіштің траверсінде немесе әкелуші цилиндрдің жоғарғы соңында ғы рамаға бекітіледі. Онда конструкциясы бірдей төменгі және жоғарғы сақина бар. Электродтың сақинада қысылуы серіппелермен, ал босатылуы гидравликалық цилиндрмен жүзеге асырылады.
Қалыпты күйде, яғни электрод түсірілмегенде, ол үстіңгі және төменгі сақиналармен қысулы. Тігінен түсіру үшін төменгі сақина босатылады да, электрод жоғарғы сақинамен бірге төмен түсіріледі. Содан кейін қайтадан электродты төменгі сақинада қысады да жоғарғы сақинаны босатады. Содан соң босатылған үстіңгі сақина гидравликалық домкраттармен бастапқы күйіне оралады. Бұл конструкциялы құрылғылардың басты артықшылықтары болып: электродтарды түсіруге қашықтықтан (дистанциондық) басқаруды қолдану мүмкіншілігі, және электрод қаптамасына пісіріліп-жапсырылған ленталардың болмауы табылады. Ол электрод бетінің тегіс болуын қамтамасыз етеді, соған орай, электрод пен беттің арасындағы контакт жақсы болады. Бұл факторлар жоғарыда қарастырылған құрылғының кеңінен қолданылуына жағдай жасады.
Пештің күмбезі және газшығарғыш. Ферроқорытпа пешінің күмбезі күмбезастындағы кеңістіктің толық герметизациясын қамтамасыз етуі керек, өйткені тотықсыздандыру балқытуын жүргізген процесте түзілетін газдарда 85% СО болады, және ол жоғарытоксикалды әрі жарылысқақауыпті болып табылады. Ауаның сорылуы есесінен жарылыстың алдын алу үшін жұмысты күмбездің астында қалыпты қысымды ұстай отырып жүргізеді, ол шамамен 4,9 Па (0,5 мм.су.бағ.). Газдың күмбез астынан шығуын болдырмау үшін оны тығыздайды, оған құм сұғұндырмасы қолданылады (күмбезге сұғұндырманың пышағын бекітеді). Шихтаны электродтың айналасына орнатылған варонкаға тиейтін пештерде күмбездің тығыздағышы шихтаның өзі болып табылады.