Файл: Дипломды жоба 5B070900 Металлургия мамандыы бойынша Теміртау 2019 ж.docx
Добавлен: 20.03.2024
Просмотров: 83
Скачиваний: 0

СОДЕРЖАНИЕ
1 ТЕХНИКАЛЫҚ ТАПСЫРМАНЫҢ ТАЛДАУЫ
2.1.1 Пештің геометриялық және электрлік параметрлерінің есебі
2.1.2 Негізгі, көмекші және қосымша қондырғылардың аралықтар мен бөлімшелер бойынша есептеу
2.1.3 Құю аралығындағы жабдықтардың есебі
2.1.5 Балқыманың мариалдық және жылулық балансы
2.2.1. Пештің конструкциясын сипаттау
2.2.2 Пештің электрлік жабдығы. Пештің электрлік схемасы және оның жұмыс режимі
2.2.3 Ферросиликомарганец қорытпаларын алу технологиясы
3.1 Дайын өнімді өндірісте ұсақтау және фракциялау
3.2 Ұсатудан кейінгі ұсақфракциялы өндіріс қалдықтарын кәдеге жарату жолдары
4.1. Ферроқопытпа пештерін автоматты жүйелі басқару
4.2 Электродтардың автоматты қайта қосу қондырғысы
5 ЖОБАНЫҢ ҚАУІПСІЗДІГІ ЖӘНЕ ЭКОЛОГИЯЛЫҒЫ
5.2.3 Өндірістік шу және діріл
6.1 Жобаланатын цехтың техника-экономикалық негізделуі
6.2 Жобаланатын пешке қажетті инвестициялар есебі
6.3 Өндірістің жылдық бағдарламасын жоспарлау
6.4 Жұмысшылардың еңбегін ұйымдастыру
Белгілі тәсілдің кемшілігі компоненттерді араластыру кезінде Ұнтақ тәрізді пластификатор, мысалы бентонит немесе полистирол қолданылады, ол брикеттің кеуектілігін арттырады, ол белгілі әдіс бойынша көмірқышқыл газымен брикеттерді ұзақ өңдеу (үрлеу) жолымен сұйық шыныда сілтілі элементті бейтараптандыруды жүргізуді жылдамдату үшін қажет. Сондықтан брикеттерді көмірқышқыл газымен ұзақ өңдеу брикеттеу технологиясының өнімділігін төмендетеді. Бұл ретте материалдың кеуектілігін арттыру есебінен брикеттердің беріктігі төмендейді,бұл сұйық металға тасымалдау және тиеу кезінде брикеттелген материал қалдықтарының бұзылуына және ұлғаюына әкеледі. Бұл брикеттерді сұйық металға пешке немесе шөмішке тиеген кезде газ ағындары бар бұзылған материалдың тозуын арттырады. Сондықтан да металлургиялық технологияларда брикеттелген ферросилицияны тиімді пайдалану төмендейді.
Ұсақ фракциялық бөліктерден және ферросиликомарганецтің (ферросилиция) ұнтақ тәрізді қалдықтарынан брикеттер дайындау тәсілінде, пластификаторды енгізу, сұйық шынымен араластыру, алынған қоспаны брикеттерге престеу, сұйық шыныда сілтілі элементті бейтараптандыру жолымен брикеттерді нығайту, сұйық шыныда брикеттерді кептіру, брикеттерді кептіру жұмыстары жасалады.
Ұсынылған әдіс бойынша көмірқышқыл газымен брикеттерді ұзақ өңдеуді қолданудың орнына сұйық шынының пластификациялаушы пленкамен өзара әрекеттесуі кезінде брикеттерді нығыздауға қол жеткізіледі. Бұл көмірқышқыл газымен өңдеу операциясының технологиясынан алып тастау есебінен брикеттеу процесінің өнімділігін арттыруға және брикеттердің беріктігін арттыруға, демек, дайын брикеттерді брикеттеу және тасымалдау кезінде қоспаның қалдықтарын азайтуға мүмкіндік береді.
Әдіс ферроқорытпа зауыттарында, сондай-ақ металлургиялық кәсіпорындар мен құю цехтарында шойындарды, болаттарды және түсті қорытпаларды балқытуға арналған ферроқорытпаларды ұсақтау және фракциялау кезінде тауарлық ферросиликомарганецті (ферросилицияны) ұсақтау және себу кезінде пайда болатын газ тазарту жүйелерінен сорттар мен циклонды тозаңдарды брикеттеу кезінде қолданылады.
Қазіргі таңда АҚ «ТЭМК» ұсатудан кейінгі ферросиликомарганец қалдықтары тарелкелі немесе барабанды түйіршіктегіштерде түйіршіктер алынып, қайтадан дайын концентрат құрамына салынады.
Түйіршіктеу -бұл тікелей қысымды қолданбай сфералық форманың түйіршіктерін қайта домалату қабілетіне негізделген ылғалданған жұқа ұсақталған материалдарды кесектеу процесі.
Кен материалдарын кесудің салыстырмалы жаңа, тез дамып келе жатқан тәсілі болып табылады.
Жұқа ұсақталған концентраттардан алынатын нығыздалған шекемтастар жақсы қалпына келуі, қайта тиеу және қалпына келтіру кезінде жеткілікті беріктігі, ірілігі мен химиялық құрамы бойынша біртектілігі бар. Бұдан басқа, шекемтастарды күйдіру кезінде отын шығыны агломерацияға қарағанда шамамен екі есе аз, сондай - ақ агломерациялық өндіріс қалдықтарындағы негізгі зиянды компоненттер-көміртек және азот тотықтарының шығатын газдарымен шығарынды немесе тіпті жоқ.

Сурет 3.2 – Тарелкелі түйіршіктегіш.
Ферросиликомарганецті балқыту кезінде шихта құрамында түйіршіктер (окатыши), құрамында марганец бар металл орталығы және ферросилицияның үйінді қожы пайдаланылады. Шихтада қайталама материалдарды пайдалана отырып ферросиликомарганец өндіру марганец шығымын 4% абс-ға арттыруға мүмкіндік береді.; электр энергиясының үлес шығынын 5,3% - ға, құрамында марганец бар шикізат 6,5% - ға, қалпына келтіргішті 15,6-ға төмендетуге мүмкіндік береді.
4 АВТОМАТТАНДЫРУ БӨЛІМІ
4.1. Ферроқопытпа пештерін автоматты жүйелі басқару
Қазіргі ферроқорытпа пештері (цехтары) ферроқорытпалар бақытатын үрдістердің жоғарғы автоматтану деңгейдегі электротермиялық комплекстен құралады. Ферроқорытпа үрдістерін автоматтандырудың фукциональды схемасы келесі шихталық материалдар бункерінің дозалау арқылы тиеудегі басқару жүйесінен тұрады: шихта компоненттерін автоматты түрде дозалау; күмбез астындағы газ қысымының автоматты тұрақтану жүйесі және газды тазалау режимін қадағалау [33].
Ферроқарытпа пешіндегі электрлік режимді қадағалауда негізгі мақсат активті қуатты берілген деңгейде ұстау, пештің ваннасына енгізілген. Параметрді тікелей қадағалау үшін электродтың тоғы қабылданған, кернеудің ваннаға қатынасы мүмкін емес, пайдалы қуат және басқада электрлік өлшемдер жатады. Опреративті қадағалаушы әсер ретінде электродты пештік трансформаторда кернеулік деңгейде орын алмасуы және қайта қосуы жатады. Электрлік режимнің ұзақ және терең бұзылуы кезінде қадағалаушы әсер ретінде шихтадағы компоненттерінің жөнделген қатынасында шихтаның меншікті кедергісінің өзгеруі қабылданған; жеке компоненттің электрод маңына берілуіде мүмкін осылай.
Әртүрлі қоздырушы әсерлер нәтижесіндегі электрлік режимде туатын ауытқулар: қореқтенетін сеть кернеуінің ауытқуы, шихтаның меншікті электрлік кедергісінің өзгеруі, пеш ваннасындағы құйма және шлактың деңгейлерінің өзгеруі, шихтаның электрод астына құлауы және электродтың жану.
Қабылданған нұсқада электрлі пеш агрегаты жоғарғы электрлік және жылулық ПӘК жұмыс істейді. Ол ферроқорытпа алудағы үрдістің жоғарғы техника-экономикалық көрсеткіштерін алу үшін қажетті.
Соңғы екі пысықтаманы қарастырады: фазалық пештік пайдалы қуаттың автоматты қадағалаудың сенімді тәсілі және оның қадағалауын қамтамасыз ету.
Ферроқорытпа пеші үшін, орындалған жобаға сәйкес, параметрді қадағалау ретінде фазалық және пайдалы қуат қабылданған. Қадағалаушы әсер етуші – ретінде электродтың пештік трасформатордағы сатылы кернеудегі орын алмасуы және қайта қосуы жатады.
Осының қатарында электротермиялық комплекс көп қондырғылармен жабдықталған, ондағы берілген параметрлердің қадағалауын және басқару фукцияларын орындайды. Олардың ішіндегі ең негізгілері қондырғының электропештік параметрлерін бақылау қондырғысы; электродтардың автоматты қайта қосылу қондырғысы және т.б.
4.2 Электродтардың автоматты қайта қосу қондырғысы
Электродтардың жану өлшемі бойынша оны қайта қосу мүмкіндігі туады, яғни тасушы цилиндрды көтеріп, электрод ұстағышпен электродты жоғарғы биіктікте қысып ұстау керек. Электродты қайта қосу пештің сөндірусіз жүргізілуі арнайы тежегіш қондырғы көмегімен жүргізіледі, ол әрбір электродтар да болады [2, 34].
Тежеуіш қондырғысының негізгі жұмыс бөлшектері болып тежегіш қысым 1 және тежегіш құдықтар 2, 3 және 4 жатады. Оралмадағы болатты таспа 5 қысқыш құдықтар 6 және 7 арқылы жасалады, тежегіш құдықтарды айналдырады және сосын электрод сыртына пісіріліп жапсылылады. Штурвалды сағат бағытымен бірге айналдырған кезде тежегіш қысудың гайкалары 1 винттің тігіне қозғалады, гайкамен байланысқан рычагтар түзеліп және қозғалмалы құдық көмегімен 7 таспаға қозғалмайтын құдыққа қысылады 6. Таспаның босаңсуы үшін штурвалды қарама-қарсы жаққа бұру керек [5].
Қуатты пештер үшін (электрод салмағы 10т дейін) қалыңдығы 1,5-2 мм және ені 100-120 мм таспаларды салады.
Әрбір электрод екі тежегіш қондырғысымен жабдықталған, ол электродтың екі жағында орналасқан.
Жұмыс жағдайында тежегіш қысым 1 қысулы, электрод тасушы цилиндрмен бірге орын алмасады. Қайта қосу график бойынша тәулігіне бір рет орнатылған өлшемге келесі түрде жүргізіледі: штурвал айналғанда 9 бір уақытта бірдей екі тежегішті 1 түсіреді; тасығыш цилиндрді берілген биіктікке көтереді; нұсқаушы болып шектегіш құдықтардың 8 тежегіш қысымға 1 жақындауы саналады; штурвалды айналдыра отырып, таспаны қысады.
Электродты түсіру (босату) оның салмағының әсерінен жасалады, себебі байланыс щекта тек электрод массасының 2/3 ғана теңеледі.
Электродты қайта қосу үшін аралықты басқару қондырғысы пневматикалық, гидравликалық және электро механикалық құрылғылармен жабдықталған. Электрод жағдайы гидродомкратпен қадағаланады. Қайта қосу механизмы төменгі және жоғарғы сақиналардан, электродты қсу үшін резиналы жапқышты алты щекадан және жоғарғы сақинаны көтеру үшін гидро плунжерден тұрады.
Гидроплунжер жоғарғы және төменгі сақина аралығында вертикаль бағытта орналасқан – 3 данадан. Қайта қосу механизмына.
Гидроплунжерлер цилиндрлері төменгі сақинаға қатты бекітілген, ал штоктар жоғарғысына бекітілген.
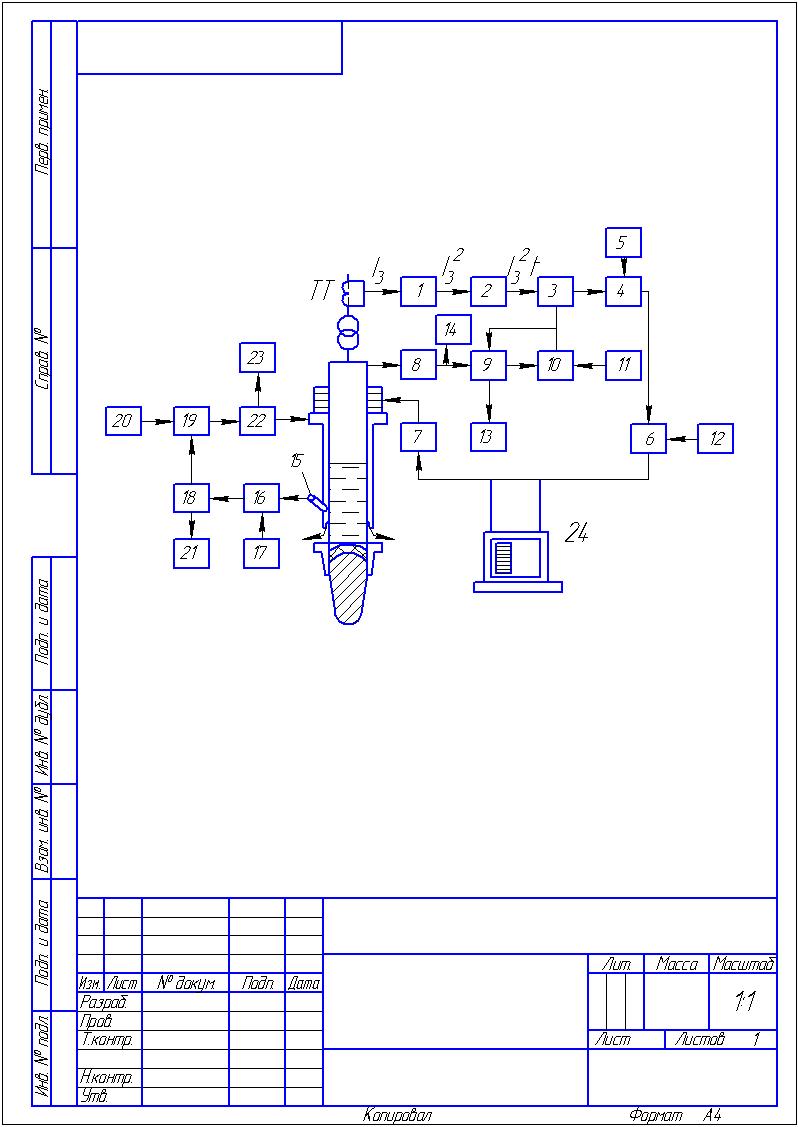
ТТ — ток трансформаторы; 1 — тоқтың өлшегіш түрлендіргіші; 2 — электрод тогының дискретті түрлендіргіші; 3 — импульстер санауышы; 4 — санауышта жазылатын 3, Б белгілеуіш көмегімен орнатылатын мағынадағы, санның теңесуіндегі белгіні жасаушы және салыстырушы блок; 5 — электродтардың қайта қосу периодтылығының алдын ала белгілеуіші; 6 — электродтың қайта қосуын басқаратын блок; 7 — пневмопровод; 8 — электродтың қайта қосуының дискретті белгілеуіші; 9 — электрод қайта қосуының импульстер белгілеуішінің санауышы; 10 — қондырғылардағы 8 және 9 белгілерін салыстыру блогы; 11 — электодтың қайта қосуындағы алдын ала белгілеуіш қадамы; 12 — электродтың қайта қосудың қолмен басқарма блогы; 13 — бір реттік қайта қосу бақылу-электронды индукторы; 14 — электродтың жинақталған қайта қосуындағы электрлі механикалық санауышы; 15 — кедергі термометрі; 16 — электроды үрлеумен түсетін ауа температурасын қадағалаушы; 17 — ауа температурасының алдын ала белгілеуіші; 18 — ауа температурасының қадағалау атқаратын механизмы; 19 — жапқыш, ауа шығынын қадағалаушы; 20 — ауа үрлеу; 21 — жапқыш жағдайын нұсқаушы; 22 — мембранды-дифференциальды манометр; 23 — жылдам ауаның шығынын нұсқаушы; 24 – дисплейлі экран.
Сурет 4.1 – Электродтардың автоматты қайта қосу қондырғысының
функциональды схемасы.

Сурет 4.2 – Тежегіш қондырғысының схемасы.
Жұмыс жағдайында электрод жоғарғы және төменгі сақиналармен бір уақытта қысылып тұрады. Қайта қосу уақытында төменгі сақинаны босатады да, электрод жоғарғы сақинамен бірге төмен түсіріледі, сосын электродты төменгі сақинада қысады да және жоғарғы сақинадан босатады, сосын ол бастапқы жағдайға қайта оралады.

