Файл: Методические рекомендации по выполнению лабораторных работ по дисци плине Эксплуатация и техническое обслуживание подвижного состава.docx
Добавлен: 27.04.2024
Просмотров: 296
Скачиваний: 0
ВНИМАНИЕ! Если данный файл нарушает Ваши авторские права, то обязательно сообщите нам.
СОДЕРЖАНИЕ
ЭКСПЛУАТАЦИЯ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВА- НИЕ ПОДВИЖНОГО СОСТАВА
Конструкции колес цельнокатаных
Средства измерения и правила их применения
Технические требования к колесным парам в эксплуатации
Структура и содержание отчета по лабораторной работе
Конструкции тележек грузовых и пассажирских вагонов
Средства измерения и правила их применения
Структура и содержание отчета по лабораторной работе
Технические требования к автосцепному устройству в эксплуа- тации
Структура и содержание отчета по лабораторной работе
Средства измерения и правила их применения
Структура и содержание отчета по лабораторной работе
ЭКСПЛУАТАЦИЯ И ТЕХНИЧЕСКОЕ ОБСЛУЖИВА- НИЕ ПОДВИЖНОГО СОСТАВА
Запрещается постановка в пассажирские поезда вагонов, имеющих трещины в концевых балках вагонов, в стаканах, излом пружин буферных комплектов и без буферных устройств, а также одну из следующих неис- правностей:
-
наличие накладок на рабочих поверхностях буферных тарелей; -
износ кромок съемных тарелей более 6 мм и ослабление более трех заклепок; -
ослабление или нетиповое крепление буферных комплектов; -
провернутые стержни буферов относительно стаканов; -
толщина тарелей безбуферного устройства менее 3 мм при наличии накладок на тарелях, не соответствующих чертежам, или двойных накладок; -
трещины в вертикальных стойках и поперечных угольниках рам и кронштейнах безбуферных устройств.
Характерныепризнакинеисправностей
При контроле технического состояния осмотрщик должен обращать внимание на характерные признаки неисправностей, приводящих к саморас- цепу автосцепок и другим нарушениям работы автосцепного устройства:
-
наличие посторонних предметов под головками маятниковых подве- сок и на центрирующей балочке; -
наличие посторонних предметов под хвостовиком автосцепки; -
отсутствие сигнального отростка замка; -
излом направляющего зуба замка (определяемый по выходу его из от- верстия корпуса автосцепки); -
трещины в деталях автосцепного устройства, выявляемые по следам коррозии, наличию пылевого валика в летнее время, инея - в зимнее; -
укороченная или удлиненная цепь расцепного привода автосцепки; -
несоответствие допускаемому расстоянию от упора головы автосцеп- ки до ударной розетки; -
отсутствие стопорных болтов в автосцепках сцепленных вагонов ре- фрижераторных секций.
Расстояние от вертикальной кромки малого зуба автосцепки до верти- кальной кромки замка в его крайнем нижнем положении должно быть не ме- нее 2 мм и не более 8 мм. Параметр проверяется у хвостового и головного ва- гонов.
- 1 ... 9 10 11 12 13 14 15 16 ... 19

Порядок выполнения работы
Лабораторная работа выполняется на полигоне УрГУПС и включает 2 части:
-
визуальный осмотр; -
инструментальный контроль.
Объектом осмотра являются автосцепное устройство хоппера-дозатора типа ЦНИИ-ДВЗ.
Часть1.Визуальный контроль.
-
Визуальный контроль клейм и знаков маркировки автосцепки. Ре- зультаты визуального контроля клейм и знаков маркировки автосцепки зане- сти в таблицу. -
Визуальный контроль литого корпуса автосцепки на наличие тре- щин, отколов. Результаты визуального контроля занести в таблицу 3.1.
Таблица 3.1 – Результаты визуального контроля клейм и знаков маркировки автосцепки
| Порядко- выйномер ав- тосцепки | Завод- изготовитель | Номер ав- тосцепки | Марка стали | Год изготов- ления |
| 1 автосцепка | | | | |
| 2 автосцепка | | | | |
В случае отсутствия или плохо читаемого клейма или знака маркиров- ки в графах «Завод-изготовитель», «Номер автосцепки», «Марка стали», «Год изготовления» заносится «нечитаемо».
зева;
Часть2.Инструментальный контроль.
Используя имеющиеся приспособления проверить:
-
ширину зева; -
длину малого зуба; -
расстояния от тяговой поверхности большого зуба до ударной стенки
-
толщины замка; -
действия предохранителя от саморасцепа; -
надежность удерживания механизма в расцепленном состоянии; -
крепление валика подъемника; -
при наличии сцепленных автосцепок разность между продольными
осями двух сцепленных автосцепок и правильности сцепления автосцепок.
Результаты инструментального контроля автосцепок сводятся в табли- цу 3.2. В графе «результат» дается заключение о годности каждой автосцепки по каждому измеряемому (контролируемому) параметру.
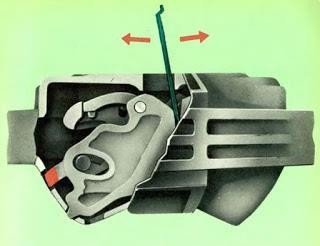 Таблица 3.2 – Результаты визуального и инструментального контроля
Таблица 3.2 – Результаты визуального и инструментального контроля| № | Контролируемые узлы | Вид контроля | Нормативное значение | Результат (измерен- ное значе- ние) | |
| Визу- альный | Инстру стру- мен- ный | ||||
| 1 | Порядок замера правильности сцепленияавтосцепок ломиком Гладуна - предохра-нительноеустройствоот саморасцепа | - | да | Если замок не уходит в глубь кармана более чем на 20 мм и слышен чет- кий металличе-ский стук от удара предохранителя в противовес замкодер- жателя | |
| 2 | Наличие_трещин_(головная_и_хвостовая_автосцепка)'>Наличие трещин (головная и хвостовая автосцепка). Наличие тре- щин в углах большого и малого зубьев корпуса автосцепки, в углах кармана для замка и замко держателя и др. Трещины располагаются в 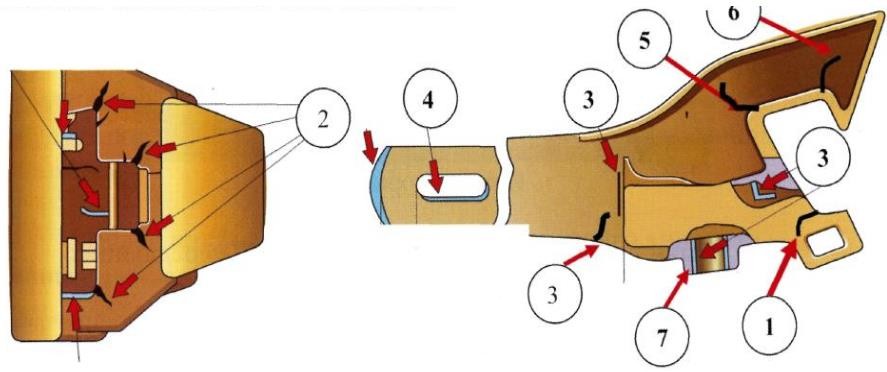 местах перехода от ударного упора к хвостовику 3, в зеве автосцепки, в углах окна в ударной стенки 2 и в перемычке хвостовика у отверстия для тягового хомута 4, в месте перехода от ударной поверхности зева к боковой поверхности большого зуба 5, в зоне перехода от боковой поверхности большого зуба 6, в углах отверстий для сигнального от- ростка и направляющего зуба в стержне хвостовика, в местах перехода | да | - | Не допускается | |

| | от ударной поверхности зева к боковой поверхности малого зуба 1. | | | | |
| 3 | Наличиетрещин-корпусавтосцепкивсцепленномсостоянии | да | - | Не допускается | |
| 4 | Ширину зева, которая считается нормаль- ной, если шаблон, приложенный к углу малого зуба, другим своим концом не проходит мимо носка большого зуба | - | да | Не проходной | |
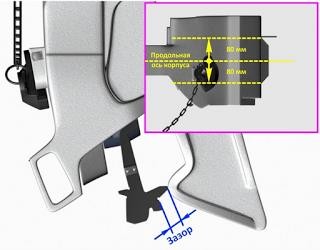
| 5 | При проверке длины малого зубаустановить шаблон в положение, показанное на рисунке. Между шаблоном и зубом обязательно должен быть зазор. В исправной автосцепке шаблон не войдет в пространство между указанными поверхностями. Операцию выполняют в зоне не выше и не ниже 80 мм от продольной оси корпуса. | - | да | Не проходной | |
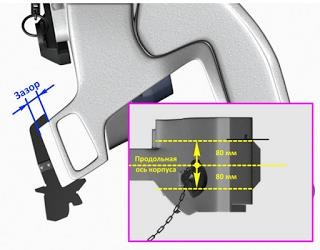
| 6 | Проверка_расстояния_от_тяговой_по'>Проверка расстояния от тяговой по-верхности большого зуба до ударнойстенкизева Расстояние от тяговой поверхности большого зуба до ударной стенки зева проверяют шаблоном в положении, пока- занном на рисунке. В исправной авто- сцепке между шаблоном и носком боль- шого зуба будет зазор. Операцию выпол- няют в зоне не выше и не ниже 80 мм от продольной оси корпуса. | - | да | Не проходной | |