ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 20.07.2024
Просмотров: 579
Скачиваний: 0

СОДЕРЖАНИЕ
А.Г. Староверов основы автоматизации производства
Глава 1. Общие сведения о системах автоматики и составляющих ее элементах
1. Основные понятия и определения
2. Классификация систем автоматического управления
3. Элементы автоматических систем
Глава 2. Первичные преобразователи
1. Общие сведения и классификация первичных преобразователей
2. Потенциометрические первичные преобразователи
3. Индуктивные первичные преобразователи
4. Емкостные первичные преобразователи
5. Тензометрические первичные преобразователи
6. Фотоэлектрические первичные преобразователи
Глава 3. Усилители и стабилизаторы
2. Электромеханические и магнитные усилители
Глава 4. Переключающие устройства и распределители
3. Контактные аппараты управления
4. Бесконтактные устройства управления
Наименование н обозначение логических функций н элементов
Глава 5. Задающие и исполнительные устройства
1. Классификация задающих и исполнительных устройств
3. Электрические исполнительные механизмы
Раздел II. Контрольно-измерительные приборы и техника измерения параметров технологических процессов
Глава 6. Общие сведения об измерении и контроле
1. Основные метрологические понятия техники измерения и контроля
3. Методы измерения и классификация. Контрольно-измерительных приборов
1. Температурные шкалы. Классификация технических приборов и устройств измерения температуры
Технические характеристики стеклинных ртутных, термометров типа тт
Технические характеристики дилатометрических гермометров
Характеристики манометрических термометров
4. Термоэлектрические термометры
Основные характеристики термоэлектрических термометров
Технические характеристики милливольтметров
5. Термометры сопротивления и термисторы
Технические характеристики термометров сопротивления
6. Бесконтактное измерение температуры
7. Техника безопасности при контроле температуры
Глава 8. Контроль давления и разрежения
1. Общие сведения и классификация приборов
Технические характеристики показывающих и сигнализирующих манометров
Технические характеристики тягомеров, напоромеров и тягонапоромеров
Технические характеристики промышленных вакуумметров
5. Техника безопасности при контроле давления
Глава 9. Контроль расхода, количества и уровня
1. Общие сведения и классификация приборов
Технические характеристики ротаметров
Технические характеристики шариковых расходомеров
Технические характеристики счетчиков жидкостей и газов
4. Счетчики и весы твердых и сыпучих материалов
5. Уровнемеры жидкостей и сыпучих материалов
Технические характеристики поплавковых уровнемеров с пружинным уравновешиванием
Технические характеристики буйковых уровнемеров
6. Техника безопасности при контроле расхода, количества и уровня
Глава 10. Контроль специальных параметров
2. Контроль влажности и запыленности газа
3. Контроь влажности сыпучих материалов
4. Контроль плотности жидкости
5. Техника безопасности при контроле специальных параметров
Раздел III. Автоматическое управление, контроль и регулирование
Глава 11. Системы автоматики с программным управлением
1. Общие принципы построения систем
2. Интуитивный метод разработки схем управления
3. Аналитический метод разработки схем управления
Глава 12. Автоматическая блокировка и защита в системах управления
1. Системы автоматической блокировки
2. Системы автоматической защиты
Глава 13. Системы автоматического контроля и сигнализации
2. Измерительные системы с цифровым отсчетом
3. Системы централизованного контроля
4. Системы автоматической сигнализации
Глава 14. Системы автоматического регулирования
1. Основные понятия и определения
2. Обыкновенные системы регулирования
3. Самонастраивающиеся системы регулирования
4. Качественные показатели автоматического регулирования
Глава 15. Объекты регулирования и их свойства
2. Параметры объектов регулирования
3. Определение основных свойств объектов
1. Классификация автоматических регуляторов
2. Регуляторы прерывистого (дискретного) действия
3. Регуляторы непрерівного действия
4. Выбор типа регуляторов и параметров его настройки
Формулы для определения параметров настройки регуляторов
Глава 17. Конструкции и характеристики регуляторов
1. Регуляторы прямого действия
2. Электрические регуляторы косвенного действия
3. Гидравлические регуляторы косвенного действия
4. Пневматические регуляторы косвенного действия
5. Техника безопасности при эксплуатации регуляторов
Раздел IV. Микропроцессорные системы
Глава 18. Общая характеристика микропроцессорных систем
1. Основные понятия и определения
2. Организация работы вычислительной машины
Глава 19. Математическое и программное обеспечение микроЭвм
2. Правила перевода одной системы счисления в другую
3. Формы представления чисел в эвм. Машинные коды
Глава 20. Внешние устройства микроЭвм
1. Классификация внешних устройств
2. Внешние запоминающие устройства
3. Устройства для связи эвм – оператор
4. Внешние устройства связи эвм с объектом
Глава 21. Применение микропроцессорных систем
1. Состав систем автоматики с применением микроЭвм
2. Управление производственными процессами
Раздел V. Промышленные роботы и роботизированные системы
Глава 22. Общие сведения о промышленных роботах
1. Основные определения и классификация промышленных роботов
2. Структура промышленных роботов
3. Основные технические показатели роботов
Глава 23. Конструкции промышленных роботов
1. Промышленные роботы агрегатно-модульного типа
Технические данные агрегатной гаммы промышленных роботов лм40ц.00.00 [9]
Технические характеристики и области обслуживания типового ряда промышленных роботов [9]
Технические данные модулей агрегатной гаммы рпм-25 [9]
2. Интерактивные промышленные роботы
3. Адаптивные промышленные роботы
5. Приводы промышленных роботов
Глава 24. Системы управления промышленными роботами
1. Назначение и классификация систем управления
2. Унифицированные системы управления
Технические данные унифицированных систем управления уцм [9]
Технические данные унифицированных систем управления упм [9]
Технические данные контурных систем управления укм [9]
Глава 25. Роботизация промышленного производства
1. Основные типы роботизированных систем
2. Гибкие производственные системы с применением промышленных роботов
3. Техника безопасности при эксплуатации роботов
Приложение Буквенные обозначения элементов электрических схем
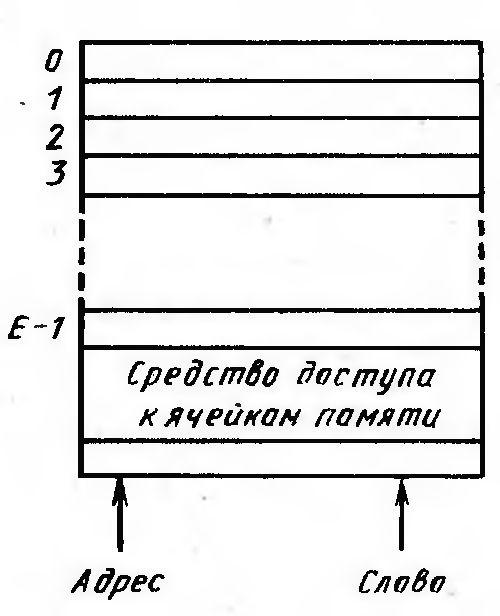
Рис. 146. Схема машинной памяти
![]()
Рис. 147. Структура команды
Из-за специфики машинной памяти алгоритм приходится представлять в форме, допускающей реализацию на вычислительной машине. Такая форма называется программой. В программе операторы алгоритма представляются в виде команд. Команда – это слово информации, предписывающее операцию над определенными величинами. Команда имеет структуру, показанную на рис. 147. В данном случае команда состоит из четырех частей. Каждая часть команды – это группа из определенного числа символов, обычно цифр. Первая часть команды соответствует наименованию операции и называется кодом операций. Три последние части команды – адреса величин, участвующих в операции. Операции можно кодировать цифрами, например, так: сложить – 01, вычесть – 02 и т. д.
Рассмотрим пример, по которому необходимо вычислить Р = Р + х. Пусть величина Р хранится в ячейке с адресом 146, а величина х – в ячейке с адресом 166. При таком размещении величин в памяти команда будет выглядеть в следующем виде:
01 146 166 146
Это означает, что содержимое ячейки с адресом 146 и содержимое ячейки 166 необходимо сложить и результат послать в ячейку с адресом 146.
Допустим, что программа и необходимые исходные данные загружены в память машины. Теперь необходимо выполнять вычисления, т. е. действия, заданными командами программы. При ручных вычислениях операторы алгоритма читались человеком. В машине эти функции возлагаются на процессор.
Перед началом вычислений процессору должен быть указан адрес ячейки начала программы. Только после этого процессор может приступить к выполнению вычислений по заданной программе. При этом процессор выполняет операции: чтение команд, дешифровку кода, выборку операндов, вычисление и запись результатов.
Чтение команды. Адрес ячейки команды известен. Процессор посылает его в память и получает оттуда команду.
Дешифрование кода операции. В коде операции указывается, что должен сделать процессор. В результате дешифрования процессор определяет наименование операции, выполняемой на данном шаге.
Выборка операндов. Операндами называют величины, участвующие в операции (слагаемые и т. д.). При команде «сложить» процессор выбирает из памяти операнды – слагаемые. Для этого он выделяет в команде адрес первого операнда и посылает его в память. Точно так же читается второй операнд – второе слагаемое.
Выполнение операции. В соответствии с кодом операции процессор выполняет заданную операцию (сложение, вычитание и т. д.) и определяет результат.
Запись результата. Определенный процессором результат записывается в память, для чего процессор выделяет в команде адрес для результата и посылает его в память по этому адресу. Затем процессор приступает к выполнению следующей команды.
Циклы выполнения все новых и новых команд повторяются до тех пор, пока процессор не дойдет до выполнения команды «Стоп». Эта команда показывает, что программа вычислений закончена.
Для автоматического выполнения вычисления необходимо соединить в одно целое, процессор и память. Но чтобы ввести в память машины исходные данные и программу вычислений, необходимо специальное устройство – устройство ввода. Для вывода результатов вычислений из памяти машины требуется еще одно устройство – устройство вывода. Таким образом, простейшая вычислительная машина должна содержать следующие части: память, процессор, устройство ввода и устройство вывода.
Рассмотренный принцип автоматизации вычислений лежит в основе построения современной ЭВМ. Однако на основе одного принципа – программного управления – можно построить ЭВМ, различающиеся составом операций, количеством информации, скоростью выполнения операции и т. д. Чтобы показать возможности различных ЭВМ, пользуются характеристиками (или параметрами) ЭВМ, к числу которых относятся операционные возможности, емкость памяти и быстродействие.
Операционные возможности ЭВМ определяются перечнем команд, которые ЭВМ способна выполнять. Число таких операций невелико – несколько десятков элементарных операций (сложение, вычитание, умножение, деление), с помощью которых удается решать сложные задачи.
Емкость памяти – это предельное количество информации, которое можно разместить в памяти. Емкость памяти указывается в байтах, а чаще – в тысячах байтов. Это дает представление о предельном числе символов, с которыми может работать машина.
Быстродействие – это число операций, выполняемых процессором за одну секунду. В зависимости от применения выпускаются ЭВМ с быстродействием от десятков тысяч до миллионов операций в секунду.
3. Производство эвм
Производство ЭВМ – это в первую очередь сборочное производство, где из готовых элементов создается новый объект.
В настоящее время при производстве ЭВМ используется интегральная технология.
Изготовление интегральных схем начинается с получения монокристаллического кремния, из которого затем нарезают пластины толщиной менее миллиметра и диаметром 25 ... 80 мм. Для получения идеальной ровной и чистой поверхности пластины тщательно шлифуют и полируют. Обработанная пластина является основой для получения на ней интегральных схем.
Отдельная интегральная схема имеет сравнительно небольшие размеры (4×4 мм2), и на одной пластине одновременно формируются многие десятки одинаковых интегральных схем. Каждая схема создается путем формирования в полупроводнике Р – N- переходов. Интегральная схема формируется из нескольких слоев. В нижнем поверхностном слое пластины кремния создаются Р – N-переходы – активные элементы интегральной схемы. Последующие слои состоят из изолирующих и проводящих пленок определенной конфигурации, обеспечивающей необходимые соединения между элементами схемы.
Основой производства интегральных схем является процесс фотолитографии. Поверхность полупроводниковой пластины покрывается диэлектрической или металлической пленкой, которой важно придать требуемую конфигурацию, т. е. удалить определенные участки. Наиболее простой способ удаления пленки – травление, т. е. химическое растворение. Процесс удаления пленки осуществляется в определенной последовательности. Сначала изготовляется фотошаблон, на котором в виде прозрачных и непрозрачных полей представлен рисунок одного слоя. Этот рисунок, созданный вначале в большом масштабе, уменьшают до миллиметровых размеров и размножают в количестве, соответствующем числу схем, изготовляемых на одной пластине. Фотошаблон накладывается на пленку, в которой нужно создать требуемый рисунок, предварительно покрытую слоем специального чувствительного лака – фоторезиста. Затем фоторезист освещается через фотошаблон ультрафиолетовыми лучами, под действием которых область фоторезиста, находящаяся под прозрачными участками фотошаблона, полимеризуется и превращается в стойкую пленку, защищая диэлектрик или металл от действия травителя. В местах, где на фотошаблоне были непрозрачные участки, фоторезист легко удаляется, и пленка металла или диэлектрика становится открытой для воздействия травителя. После травления на пленке образуется рисунок, соответствующий рисунку фотошаблона.
Слой интегральных схем формируется поочередно с помощью фотолитографического процесса.
Когда на полупроводниковой пластине созданы все необходимые электронные элементы и на поверхности пластины изготовлены соединения, ее разрезают на куски, каждый из которых имеет миллиметровые размеры и содержит сотни и тысячи элементов. Чтобы защитить изготовленную схему от внешних воздействий, ее заключают в корпус, а выводы схемы, расположенные на расстоянии 0,05...0,3 мм один от другого, соединяют тончайшими золотыми проволочками с выводами в корпусе, и корпус герметизируется.
Однако лишь десятки процентов схем, прошедших через эти сложнейшие технологические операции, оказываются работоспособными. Основная доля схем – брак, возникающий из-за нестабильности параметров технологических процессов и всякого рода микродефектов в пластине кремния, фоторезиста, фотошаблона и т. д.
Сверхчистые материалы, сверхточное оборудование, уникальные процессы – это основные характерные черты производства интегральных схем, в котором сейчас создаются полупроводниковые кристаллы – БИС. В одном таком кристалле умещается целая ЭВМ – процессор, память и каналы ввода-вывода информации.
4. Структура эвм
В состав ЭВМ, как правило, входят следующие основные узлы (рис. 148): арифметическое устройство, предназначенное для выполнения арифметических и логических операций; запоминающее устройство, записывающее, хранящее и выдающее информацию; устройство ввода-вывода информации; устройство управления, предназначенное для координации процесса вычисления и обмена информацией между различными узлами машины. Арифметическое устройство функционально связано с запоминающим устройством, из которого оно получает исходные данные и в которое направляет результаты вычислений, а также с устройством управления, координирующим все действия.
Запоминающее устройство непосредственно связано с устройством ввода-вывода информации и с устройством управления. Устройство ввода-вывода. информации через устройство управления связано с устройством связи с объектом. Устройство управления связано со всеми основными устройствами ЭВМ.
Если ЭВМ предназначена для управления различными объектами, то она обязательно снабжена устройством связи с объектом управления, предназначенным для сбора, преобразования и ввода в ЭВМ информации о состоянии контролируемых параметров управляемого объекта, а также для преобразования и подачи управляющих команд на исполнительные механизмы.
В состав ЭВМ кроме рассмотренных устройств входят различные внешние устройства, которые служат для подготовки данных и ввода их в ЭВМ, а также для оформления результатов вычислений и их хранения.
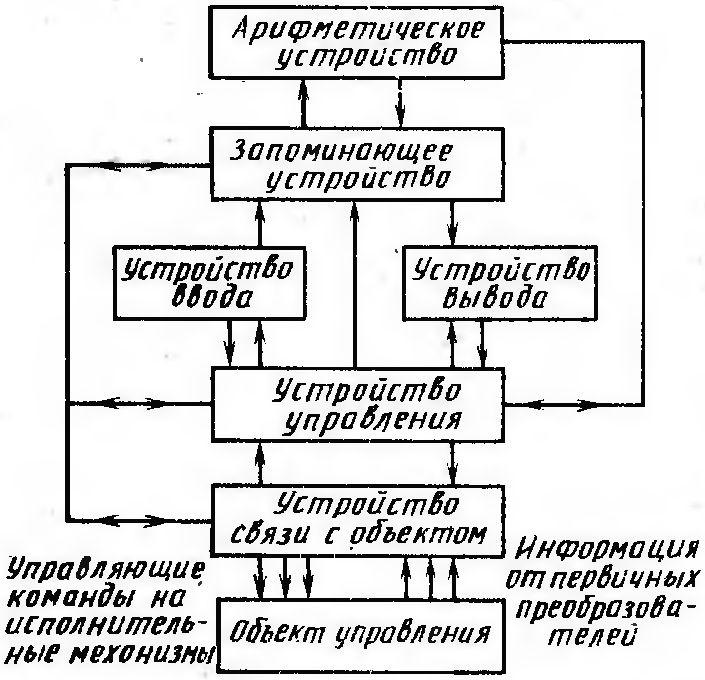
Рис. 148. Структурная схема ЭВМ
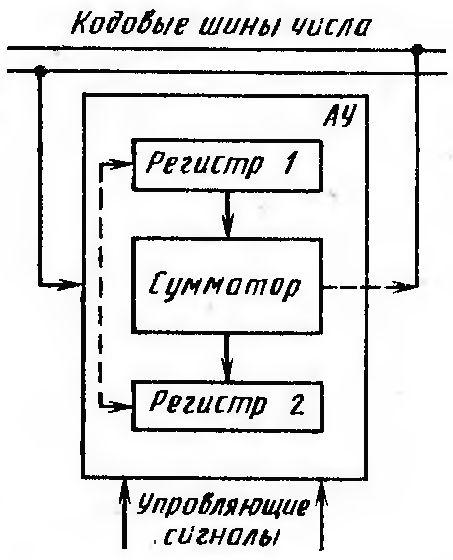
Рис. 149. Структурная схема арифметического устройства
Арифметическое устройство (АУ) – устройство, в котором происходит переработка информации.
АУ можно классифицировать: по типу системы счисления (двоичные, троичные и десятичные); по форме представления чисел (с фиксированной и плавающей запятой); по принципу действия сумматора (комбинационные и накапливающие); по способу ввода и характеру выполнения операций над разрядами чисел (параллельного, последовательного и смешанного действия).
АУ (рис. 149) состоит из регистров, сумматора и других логических схем, выполняющих различные преобразования.

