ВУЗ: Не указан
Категория: Не указан
Дисциплина: Не указана
Добавлен: 20.07.2024
Просмотров: 604
Скачиваний: 0

СОДЕРЖАНИЕ
А.Г. Староверов основы автоматизации производства
Глава 1. Общие сведения о системах автоматики и составляющих ее элементах
1. Основные понятия и определения
2. Классификация систем автоматического управления
3. Элементы автоматических систем
Глава 2. Первичные преобразователи
1. Общие сведения и классификация первичных преобразователей
2. Потенциометрические первичные преобразователи
3. Индуктивные первичные преобразователи
4. Емкостные первичные преобразователи
5. Тензометрические первичные преобразователи
6. Фотоэлектрические первичные преобразователи
Глава 3. Усилители и стабилизаторы
2. Электромеханические и магнитные усилители
Глава 4. Переключающие устройства и распределители
3. Контактные аппараты управления
4. Бесконтактные устройства управления
Наименование н обозначение логических функций н элементов
Глава 5. Задающие и исполнительные устройства
1. Классификация задающих и исполнительных устройств
3. Электрические исполнительные механизмы
Раздел II. Контрольно-измерительные приборы и техника измерения параметров технологических процессов
Глава 6. Общие сведения об измерении и контроле
1. Основные метрологические понятия техники измерения и контроля
3. Методы измерения и классификация. Контрольно-измерительных приборов
1. Температурные шкалы. Классификация технических приборов и устройств измерения температуры
Технические характеристики стеклинных ртутных, термометров типа тт
Технические характеристики дилатометрических гермометров
Характеристики манометрических термометров
4. Термоэлектрические термометры
Основные характеристики термоэлектрических термометров
Технические характеристики милливольтметров
5. Термометры сопротивления и термисторы
Технические характеристики термометров сопротивления
6. Бесконтактное измерение температуры
7. Техника безопасности при контроле температуры
Глава 8. Контроль давления и разрежения
1. Общие сведения и классификация приборов
Технические характеристики показывающих и сигнализирующих манометров
Технические характеристики тягомеров, напоромеров и тягонапоромеров
Технические характеристики промышленных вакуумметров
5. Техника безопасности при контроле давления
Глава 9. Контроль расхода, количества и уровня
1. Общие сведения и классификация приборов
Технические характеристики ротаметров
Технические характеристики шариковых расходомеров
Технические характеристики счетчиков жидкостей и газов
4. Счетчики и весы твердых и сыпучих материалов
5. Уровнемеры жидкостей и сыпучих материалов
Технические характеристики поплавковых уровнемеров с пружинным уравновешиванием
Технические характеристики буйковых уровнемеров
6. Техника безопасности при контроле расхода, количества и уровня
Глава 10. Контроль специальных параметров
2. Контроль влажности и запыленности газа
3. Контроь влажности сыпучих материалов
4. Контроль плотности жидкости
5. Техника безопасности при контроле специальных параметров
Раздел III. Автоматическое управление, контроль и регулирование
Глава 11. Системы автоматики с программным управлением
1. Общие принципы построения систем
2. Интуитивный метод разработки схем управления
3. Аналитический метод разработки схем управления
Глава 12. Автоматическая блокировка и защита в системах управления
1. Системы автоматической блокировки
2. Системы автоматической защиты
Глава 13. Системы автоматического контроля и сигнализации
2. Измерительные системы с цифровым отсчетом
3. Системы централизованного контроля
4. Системы автоматической сигнализации
Глава 14. Системы автоматического регулирования
1. Основные понятия и определения
2. Обыкновенные системы регулирования
3. Самонастраивающиеся системы регулирования
4. Качественные показатели автоматического регулирования
Глава 15. Объекты регулирования и их свойства
2. Параметры объектов регулирования
3. Определение основных свойств объектов
1. Классификация автоматических регуляторов
2. Регуляторы прерывистого (дискретного) действия
3. Регуляторы непрерівного действия
4. Выбор типа регуляторов и параметров его настройки
Формулы для определения параметров настройки регуляторов
Глава 17. Конструкции и характеристики регуляторов
1. Регуляторы прямого действия
2. Электрические регуляторы косвенного действия
3. Гидравлические регуляторы косвенного действия
4. Пневматические регуляторы косвенного действия
5. Техника безопасности при эксплуатации регуляторов
Раздел IV. Микропроцессорные системы
Глава 18. Общая характеристика микропроцессорных систем
1. Основные понятия и определения
2. Организация работы вычислительной машины
Глава 19. Математическое и программное обеспечение микроЭвм
2. Правила перевода одной системы счисления в другую
3. Формы представления чисел в эвм. Машинные коды
Глава 20. Внешние устройства микроЭвм
1. Классификация внешних устройств
2. Внешние запоминающие устройства
3. Устройства для связи эвм – оператор
4. Внешние устройства связи эвм с объектом
Глава 21. Применение микропроцессорных систем
1. Состав систем автоматики с применением микроЭвм
2. Управление производственными процессами
Раздел V. Промышленные роботы и роботизированные системы
Глава 22. Общие сведения о промышленных роботах
1. Основные определения и классификация промышленных роботов
2. Структура промышленных роботов
3. Основные технические показатели роботов
Глава 23. Конструкции промышленных роботов
1. Промышленные роботы агрегатно-модульного типа
Технические данные агрегатной гаммы промышленных роботов лм40ц.00.00 [9]
Технические характеристики и области обслуживания типового ряда промышленных роботов [9]
Технические данные модулей агрегатной гаммы рпм-25 [9]
2. Интерактивные промышленные роботы
3. Адаптивные промышленные роботы
5. Приводы промышленных роботов
Глава 24. Системы управления промышленными роботами
1. Назначение и классификация систем управления
2. Унифицированные системы управления
Технические данные унифицированных систем управления уцм [9]
Технические данные унифицированных систем управления упм [9]
Технические данные контурных систем управления укм [9]
Глава 25. Роботизация промышленного производства
1. Основные типы роботизированных систем
2. Гибкие производственные системы с применением промышленных роботов
3. Техника безопасности при эксплуатации роботов
Приложение Буквенные обозначения элементов электрических схем
В копирующем манипуляторе движение рабочего органа повторяет перемещение кисти человека. В командном манипуляторе движение рабочего органа осуществляется по каждой степени подвижности в отдельности с помощью кнопок, рукояток и т. п. В полуавтоматическом манипуляторе задающий орган содержит рукоятку, управляющую несколькими степенями свободы, и микроЭВМ, которая преобразует сигналы с рукоятки в сигналы, управляющие движениями исполнительных или рабочих органов.
К числу автоматических манипуляторов относятся автооператоры, промышленные роботы у манипуляторы с интерактивным управлением.
Автооператор – непрограммируемый автоматический манипулятор. Промышленный робот (ПР) – перепрограммируемый автоматический манипулятор. Манипуляторы с интерактивным управлением попеременно управляются оператором или действуют автоматически. Они имеют устройства памяти для автоматического выполнения отдельных действий.
Промышленные роботы. По назначению ПР можно условно разделить на производственные и транспортные (рис. 162).
Производственные роботы осуществляют основные операции технологических процессов различных производств (литейного, сварочного, механообрабатывающего, кузнечного, окрасочного). Они оснащены определенным инструментом. Транспортные роботы предназначены для межоперационной передачи заготовок, деталей и узлов. Они автоматически загружают и разгружают оборудование, передают и складируют готовые детали, обслуживают технологическое и транспортное оборудование.
Каждый из этих типов роботов может быть специализированным или универсальным. Специализированные роботы предназначены для выполнения как технологических, таки транспортных операций определенных видов производств; универсальные – для выполнения основных, вспомогательных, контрольных, транспортных и других работ в различных видах производств.
По типу силового привода различают электромеханические, пневматические, гидравлические и комбинированные роботы.
В соответствии с характером отработки программы различают жесткопрограммируемые, адаптивные и интеллектуальные роботы.
Жесткопрограммируемые роботы являются роботами первого поколения и представляют собой манипуляторы с программным устройством управления. Такой робот выполняет совокупность жестко запрограммированных операций. Программное устройство робота может перестраиваться на выполнение другого комплекса операций.
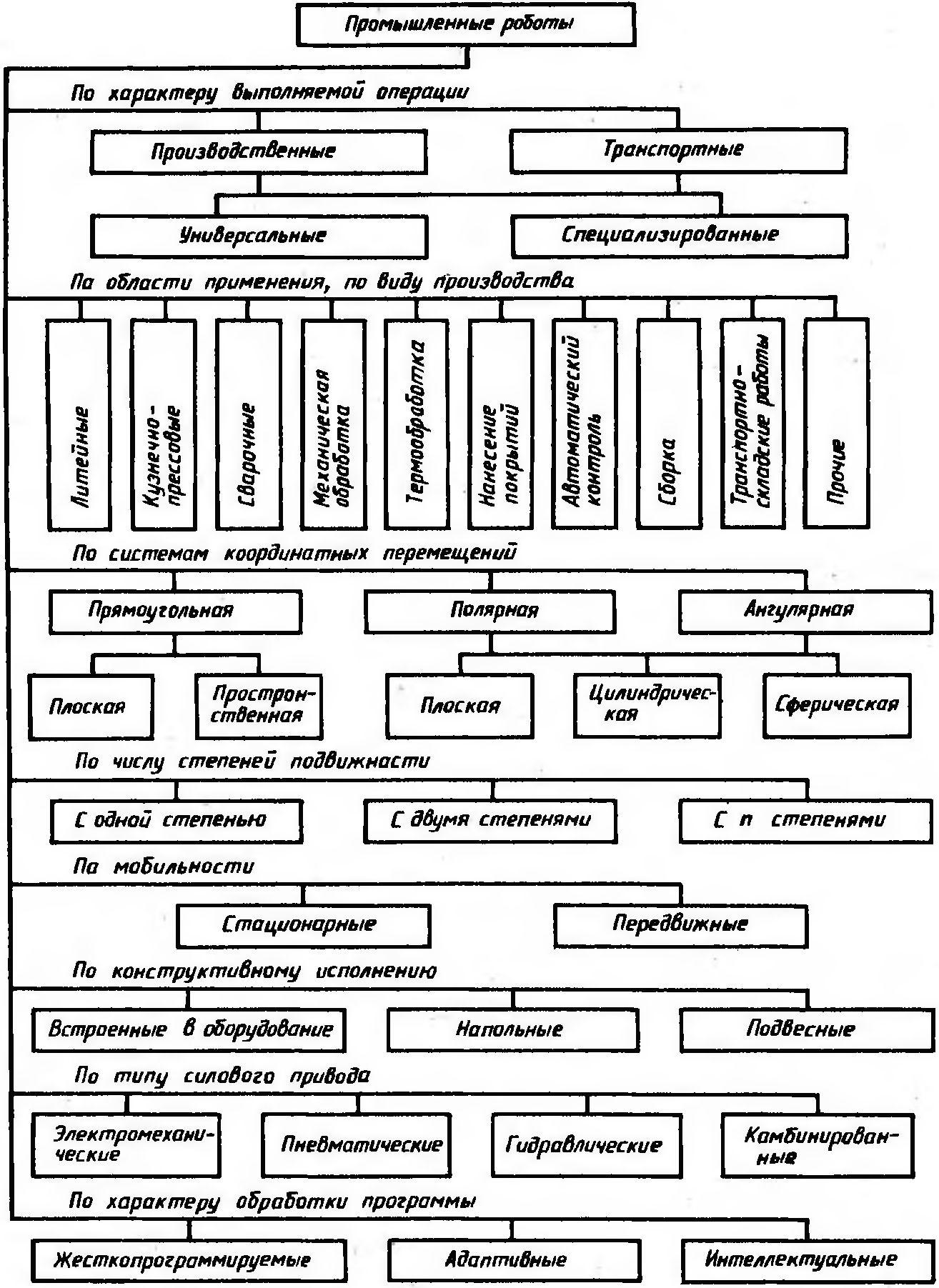
Рис. 162. Классификация промышленных роботов
Адаптивные роботы – роботы второго поколения. Они снабжены сенсорной системой, позволяющей функционировать в неполностью определенной и часто меняющейся обстановке с адаптацией к ней, в поисковых режимах с автоматическим наведением. Исполнительные «руки» таких роботов снабжаются различными первичными преобразователями, выдающими информацию о состоянии рук и предметов, с которыми он должен манипулировать.
Интеллектуальные роботы являются роботами третьего поколения. С помощью искусственного зрения и ряда других устройств они могут воспринимать и распознавать обстановку, строить модель среды, автоматически принимать решение о дальнейших действиях и выполнять его, изменять свое поведение и самообучаться по мере накопления собственного опыта.
Подавляющее большинство используемых в производстве роботов относятся к роботам первого поколения. Для обеспечения функционирования таких роботов необходимо создать специальную оснастку и вспомогательное оборудование, стоимость которых достигает 40 % стоимости самого робота. Поэтому альтернативой внедрения роботов с жесткой системой управления является использование адаптивных роботов.
Классификация промышленных роботов возможна и по другим признакам (см. рис. 162).
2. Структура промышленных роботов
Независимо от класса, типа и назначения каждый ПР состоит из двух основных систем: механической системы и системы управления.
Механическая система обеспечивает функции движения и реализует технологическое назначение ПР. В ее состав входят следующие основные узлы: несущие конструкции, приводы, передаточные механизмы, исполнительные механизмы и захватные устройства.
Несущая конструкция – это станина (каркас), на которой монтируются все остальные узлы.
Приводы могут быть электрическими, пневматическими, гидравлическими и комбинированными.
Исполнительный механизм представляет собой совокупность подвижно соединенных звеньев, предназначенных для воздействия на объект манипулирования или обрабатываемую среду. Исполнительный механизм, осуществляющий транспортирующие и ориентирующие движения, называют рукой ПР.
Большинство современных промышленных роботов имеет один исполнительный механизм, но есть роботы, которые снабжены двумя, тремя или более механизмами. По конструкции они могут
быть стационарными, выдвижными, телескопическими, шарнирными и др.
Возможность наклона руки робота способствует повышению его мобильности и позволяет манипулировать с грузом, находящимся на уровне пола.
ПР с цельным или телескопическим рычажным устройством может выполнять необходимые движения и сравнительно универсален.
Маневренность рычажного устройства определяется числом степеней подвижности.
Захватное устройство – это узел механической системы, обеспечивающий захватывание и удержание объекта манипулирования в определенном положении. Так как объекты манипулирования могут иметь различные размеры и форму, то захватные устройства относятся к числу сменных элементов ПР.
Большая часть ПР снабжается исполнительными устройствами, обладающими тремя–пятью степенями подвижности, захватное устройство обычно обладает еще двумя степенями подвижности и станина может перемещаться на одну-две степени.
Системы координат, по которым перемещаются органы робота, наряду с числом степеней подвижности, оказывают существенное влияние на зону обслуживаемого пространства. Если за единицу принять движение в системе прямоугольных координат (при одной степени подвижности), то зона обслуживания возрастает: при перемещении в цилиндрических координатах в 9,6 раза; полярных – в 29,7 раза; сферических – в 87,2 раза.
Система программного управления предназначена для программирования, сохранения управляющей программы, ее воспроизведения и обработки. В состав системы программного управления входят устройства ввода и вывода управляющей программы, ее запоминания и хранения. Управляющая программа – это последовательность простых инструкций, выполненных на некотором формальном языке. Она может быть зафиксирована как с помощью механических упоров и копиров, различных коммутаторов (например, штекерных панелей), так и с помощью быстросменных носителей (перфолент, магнитных лент, дисков и т. д.).
В качестве устройства ввода управляющей программы с быстросменных носителей применяют контактные и бесконтактные считывающие устройства (с перфолент), а также различные магнитные накопители.
3. Основные технические показатели роботов
К числу основных технических показателей ПР относятся грузоподъемность, число степеней подвижности, погрешность позиционирования, рабочая зона, мобильность и т. п.
Грузоподъемность ПР определяется как суммарная грузоподъемность его рук. Грузоподъемность руки – это наибольшая масса груза (включая массу захватного устройства), которым может манипулировать робот. Для некоторых типов ПР важным показателем является также усилие (или крутящий момент), развиваемое исполнительным механизмом при заданных условиях. К числу таких показателей относятся усилие зажима или крутящий момент ротации (вращения) захватного устройства.
Число степеней подвижности – это сумма возможных координатных перемещений объекта манипулирования. Для некоторых типов роботов иногда дополнительно определяется число степеней подвижности захватного устройства.
Погрешность позиционирования – это отклонение заданной позиции исполнительного механизма от фактической при многократном позиционировании (повторении движения). Она оценивается в линейных или угловых единицах измерения.
Рабочая зона – пространство, в котором может находиться при работе захватное устройство. Коэффициент сервиса исполнительного устройства робота характеризует возможность подхода захватного устройства к заданной точке с разных направлений и дает представление о его двигательных возможностях.
Мобильность промышленного робота определяется его возможностью совершать движения.
Контрольные вопросы и задания
1. Что называется роботом?
2. Что называется манипулятором?
3. Расскажите о видах манипуляторов и видах их управления.
4. В чем заключается различие между промышленным и интерактивным роботом?
5. По каким признакам классифицируются промышленные роботы?
6. Расскажите о системах управления промышленными роботами.
7. Расскажите о структуре промышленных роботов.
8. Перечислите основные технические показатели роботов и дайте им определение.
Глава 23. Конструкции промышленных роботов
1. Промышленные роботы агрегатно-модульного типа
Создание широкого диапазона конструкций ПР возможно только при использовании унифицированных узлов и блоков (модулей). Применение агрегатно-модульного принципа построения ПР снижает их стоимость по сравнению с универсальными.

